|
�nǰ��(d��o)�x
��һ�������n����Ҫ�������ʹ��ZCadToMoreV2.0��(d��o)�Dܛ����(d��o)��G���a���Լ�G���a���\(y��n)��Ч����ʾ��
����������ܛ���Ѓɂ�(g��)�������ɏ����\(y��n)��(d��ng)�پW(w��ng)www.zmotion.com.cn���d����
1.ZDevelop V3.10.06 ���°汾����������ܛ��
2.ZCadToMoreV2.0��(d��o)�Dܛ��
һ��G���a�ӹ���(ji��n)��
�@��ʾ���̌�(d��o)���ʹ��ZCadToMoreV2.0��(d��o)�Dܛ������(d��o)��G���a�ļ�����ʹ��ZDevelop����(xi��)G���a�Ľ�������(sh��)����ZDevelop�м��d��(d��o)�Dܛ����(d��o)����G���a��������������G���a֮���{(di��o)�þ���(xi��)�õ�G���a�Ľ�������(sh��)�\(y��n)�У���(zh��)�мӹ��^(gu��)�̣��\(y��n)���^(gu��)����֧��ʹ��ʾ�����ɼ��\(y��n)��(d��ng)܉�E��
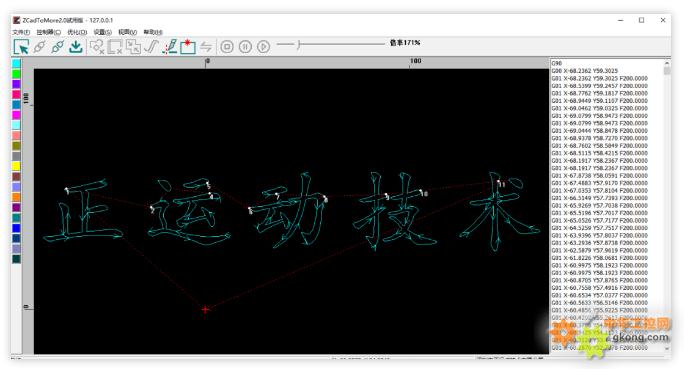
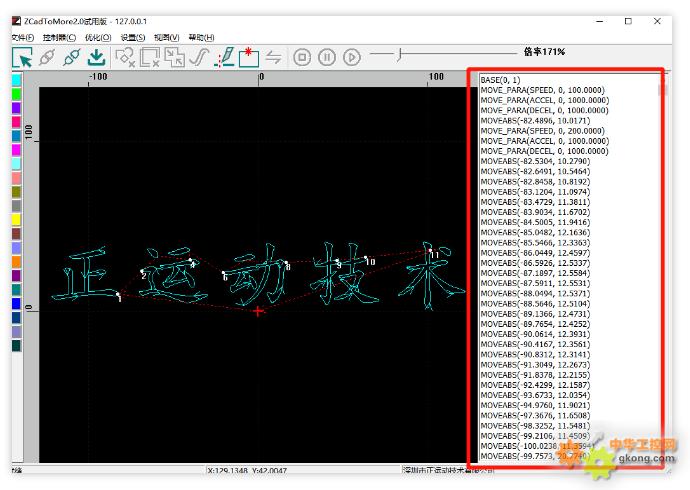
1.ZCadToMoreV2.0��(d��o)�Dܛ�����������D����(d��o)��һ���\(y��n)��(d��ng)܉�E�DƬ�����ɽ�������Ҫ��G���a���ٌ�(d��o)��G���a�ļ����ɡ�
2.ZDevelopܛ����ʾ�����ɼ��Ϸ�G���a�\(y��n)��(d��ng)�Y(ji��)����
G���a�ӹ����E�������£�
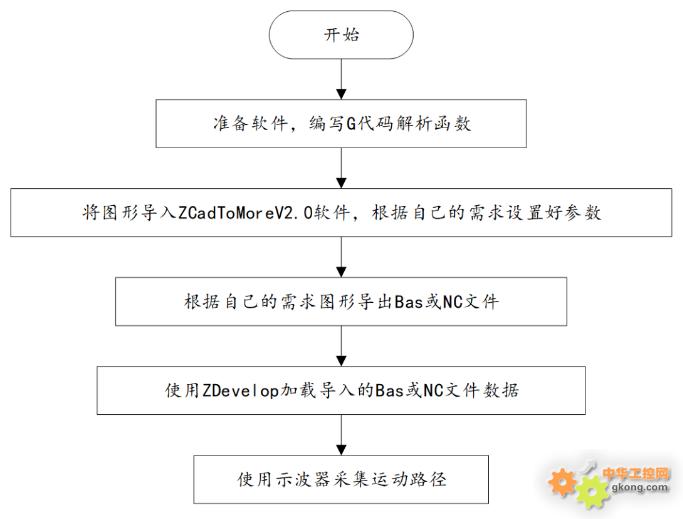
(1)��(zh��n)�����Ҫ�õ�ܛ���͈D���ļ�����ZDevelop�о���(xi��)��G���a��������(sh��)��
(2)���D�Ό�(d��o)��ZCadToMoreV2.0ܛ��������(j��)�Լ��������O(sh��)�úÅ���(sh��)��
(3)����(j��)�Լ�������D�Ό�(d��o)��Bas��NC�ļ���
(4)ʹ��ZDevelop���d��(d��o)���Bas��NC�ļ���(sh��)��(j��)�\(y��n)�С�
(5)ʹ��ʾ�����ɼ��\(y��n)��(d��ng)·����
������(d��o)�Dܛ��ʹ��
ZCadToMoreV2.0��(d��o)�Dܛ�������\(y��n)��(d��ng)��һ��(qi��ng)��D���D(zhu��n)Basic���a��NC���a���ɼӹ�ܛ����
��Ҫ���ܰ���ʸ���ļ��Č�(d��o)�롢�D�εă�(y��u)���c�@ʾ��Basic���a��NC���a���@ʾ��������(d��o)����ԭ�c(di��n)λ�õ��O(sh��)�á��Զ��x�D�εĄ�(d��ng)�����ӹ�܉�E��Ҏ(gu��)����ģ�M�ӹ������d���������мӹ��ȡ�
→֧�ֵČ�(d��o)���ļ���ʽ�У�DXF��PLT��AI��
→��(d��o)�����ļ���ʽ�飺Bas��.NC��
ZCadToMoreV2.0�ļ���(d��o)�����E��
1.���_(k��i)ZCadToMoreV2.0ܛ��
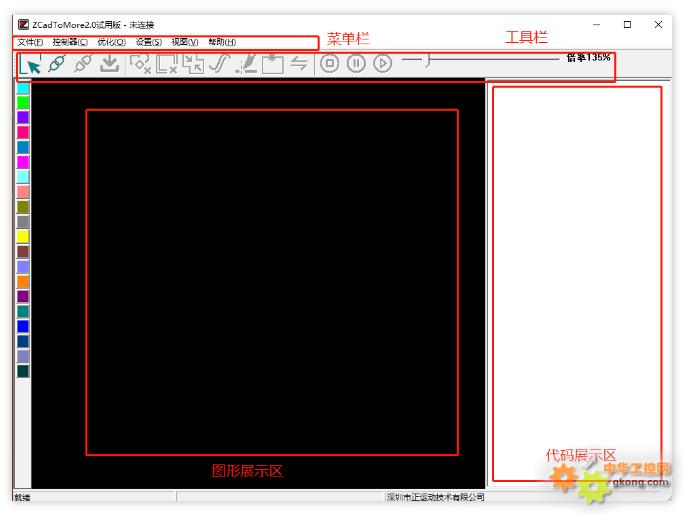
2.�����ڲˆΙڿ��������B�ӿ��������B�ӿ�����������M(j��n)�Ќ�(d��o)�D�������@���Ȟ���Ҫ��
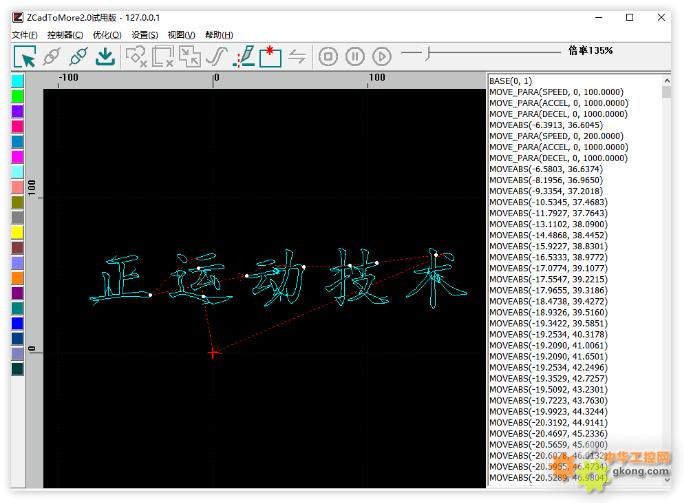
3.�ˆΙ��ļ��Ќ�(d��o)����Ҫ�ĈD��,�@��H֧�ֺ�Y�飺“.dxf”�� “.ai”��“ .plt”���ļ���ʽ,��(d��o)��D�κ�չʾ�^(q��)��(hu��)���F(xi��n)����Ҫ�ĈD�Σ���߅�Ĵ��a�^(q��)���(hu��)���F(xi��n)Bas���a��
4.�ڲˆΙ��O(sh��)�����c(di��n)����ˇ����(sh��)��
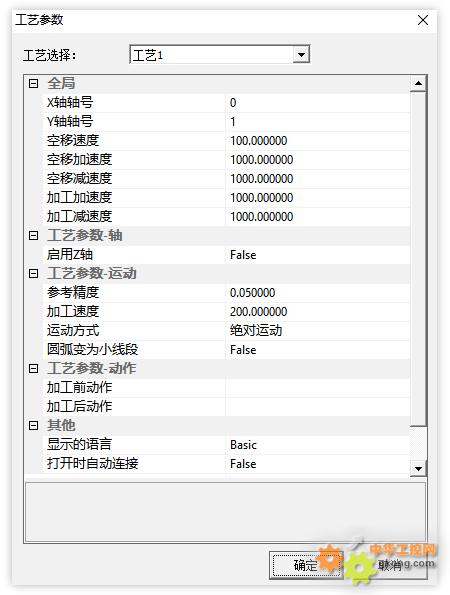
��ȫ��
ȫ���п��Բ鿴�����S���Ƶ��\(y��n)��(d��ng)����(sh��)������(j��)�Լ��������(l��i)������Ҫ���\(y��n)��(d��ng)����(sh��)
����ˇ����(sh��)-�S
�Ƿ���ҪZ�S����Ҫ��True������Ҫ��False������(j��)�Լ��������(l��i)�_(k��i)����
����ˇ����(sh��)-�\(y��n)��(d��ng)
�鿴���ļӹ��r(sh��)�ľ��ȣ��ٶȣ��\(y��n)��(d��ng)��ʽ�ͳʬF(xi��n)Ч����
����ˇ����(sh��)-��(d��ng)��
�����ڼӹ�ǰ���ӄ�(d��ng)�����ӹ������ӄ�(d��ng)����
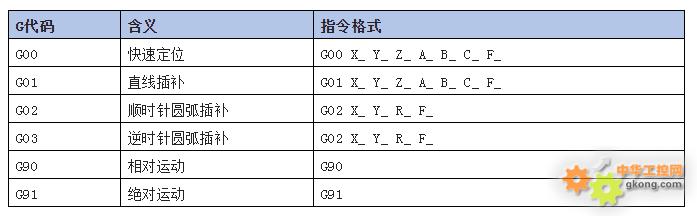
������
�����x����a�Z(y��)�ԣ�basic����G���a��
5.���a�D(zhu��n)�Q
��ˇ����(sh��)�����x��“����”--“�@ʾ���Z(y��)��”�ГQ�Z(y��)��
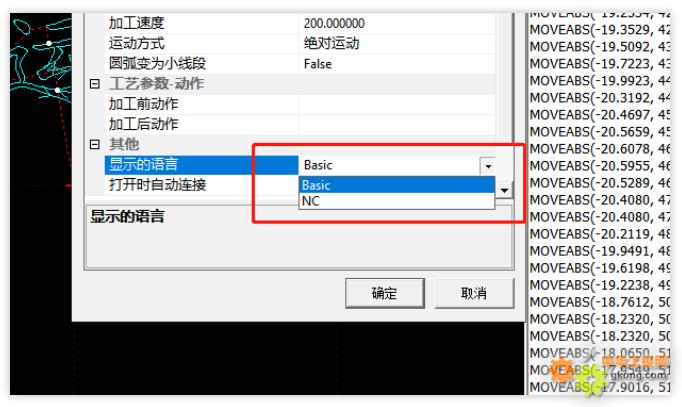
(1)Basic�ļ��Č�(d��o)��
�����x��ˆ��O(sh��)���й�ˇ����(sh��)����������x�(xi��ng)�Ğ�Basic�c(di��n)���_�������Կ��õ����aչʾ�^(q��)�Ĵ��a��basic��ʽ���ڲˆΙ�“�ļ�”��(d��o)�����a����Ҫ��λ�ü��ɡ�
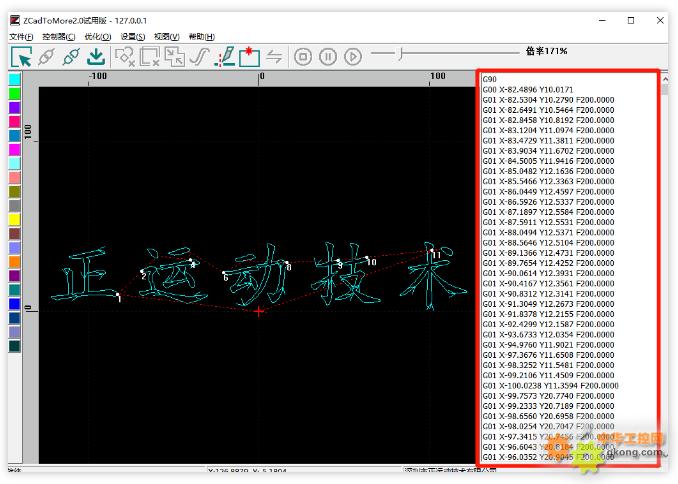
(2)NC�ļ��Č�(d��o)��
�����x��ˆ��O(sh��)���й�ˇ����(sh��)����������x�(xi��ng)�Ğ�NC�c(di��n)���_�������Կ��õ����aչʾ�^(q��)�Ĵ��a��NC��ʽ���ڲˆΙ�“�ļ�”��(d��o)�����a����Ҫ��λ�ü��ɡ�
6.���a��(d��o)��
�ij��Լ���Ҫ�Ĵ��a��ʽ�ˆΙ�“�ļ�”�x��(d��o)�����a����(d��o)�����Լ���Ҫ�ĵط���
��������(xi��)G���a��������(sh��)
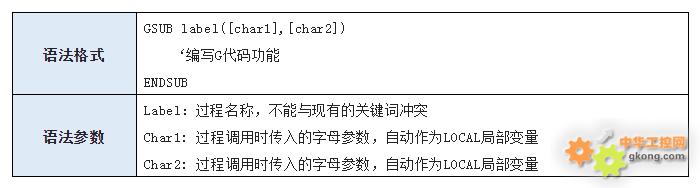
ZDevelop����ܛ����Zbasic�Z(y��)��֧��G���a��ʽ��SUB�^(gu��)�̣�֧�֘�(bi��o)��(zh��n)��ʽ��G���a���ɸ���(j��)��(sh��)�H�ӹ������(l��i)�Զ��xG���a���ܣ��γ�GSUB��ʽ��(l��i)����CNC�ļ���֧��UG��MasterCam��ArtCAM�ȶ�NCAD/CAMܛ�����ɵ�NC�ӹ����a���ɑ�(y��ng)���ڵ�㊙C(j��)������C(j��)���@�����ĺͼӹ����ĵșC(j��)���ӹ���(ch��ng)�ϡ�
�����\(y��n)��(d��ng)�������ϣ�ZBasic֧��G���a��ʽ��SUB�^(gu��)�̣�����Ҫ�õ�G���a����GSUB����(sh��)��ʹ���\(y��n)��(d��ng)ָ���(xi��)G���a�Ŀ����^(gu��)�̡�G���a��(zh��)�Еr(sh��)�����\(y��n)��(d��ng)����(sh��)����GSUB��GSUB��(zh��)�п����S��Ҫ���(d��ng)������ÿ��(g��)G���a��M���a�Ñ�����ʹ��GSUB����(sh��)����(xi��)���(d��ng)����
1.�Զ��xGSUB�Z(y��)��
2.�xȡG���a����?y��n)��?sh��)

3.�Д�G���a����(sh��)�Ƿ����2.�xȡG���a����?y��n)��?sh��)

4.G���aʾ��
G01 X100 Y100 Z100 U100 '�{(di��o)��G01ֱ�����a(b��)
END '������Y(ji��)��
GLOBAL GSUB G01(X,Y,Z,U) '���xGSUB�^(gu��)��G01
PRINT GSUB_PARA(X),GSUB_PARA(Y),GSUB_PARA(Z),GSUB_PARA(U)
IF coor_rel THEN '����(du��)�
MOVE(GSUB_PARA(X),GSUB_PARA(Y),GSUB_PARA(Z),GSUB_PARA(U))
ELSE '�^��(du��)�
LOCAL xdis, ydis, zdis, udis
IF GSUB_IFPARA(X) THEN '�Д��Ƿ��Ѕ���(sh��)����GSUB
xdis = GSUB_PARA(X)
ELSE
xdis = ENDMOVE_BUFFER(0)
ENDIF
IF GSUB_IFPARA(Y) THEN
ydis = GSUB_PARA(Y)
ELSE
ydis = ENDMOVE_BUFFER(1)
ENDIF
IF GSUB_IFPARA(Z) then
zdis = GSUB_PARA(Z)
ELSE
zdis = ENDMOVE_BUFFER(2)
ENDIF
IF GSUB_IFPARA(U) then
udis = GSUB_PARA(U)
ELSE
udis = ENDMOVE_BUFFER(3)
ENDIF
MOVEABS(xdis,ydis,zdis,udis) '�^��(du��)�
ENDIF
END SUB
�ġ�ZDevelopܛ������ʾ��
1.���D�����(xi��ng)Ŀ��������(g��)�ļ����քe�ǣ�
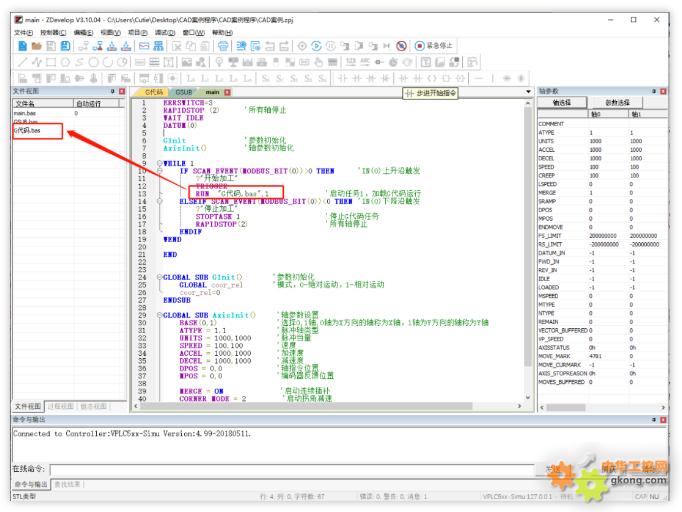
main.bas�����������څ���(sh��)��ʼ��������G���a�ӹ���(d��ng)����
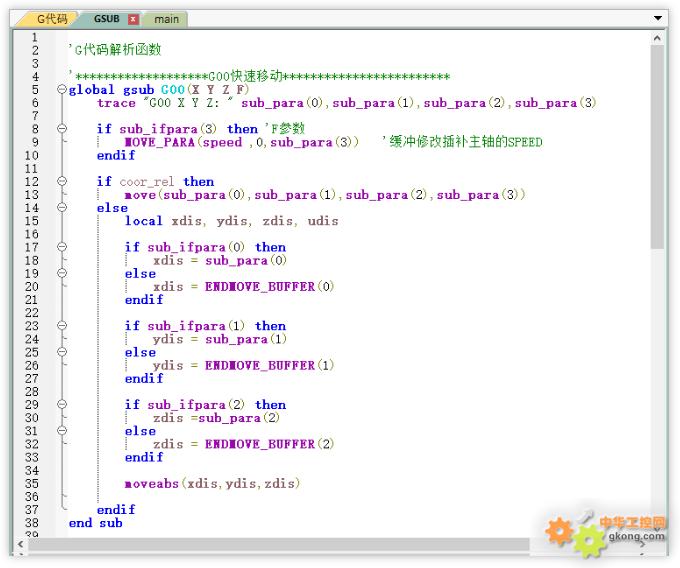
GSUB.bas���Զ��xGSUB����(sh��)������G���a��
G���a.bas��ZCadToMoreV2.0��(d��o)�Dܛ����(d��o)����G���a��
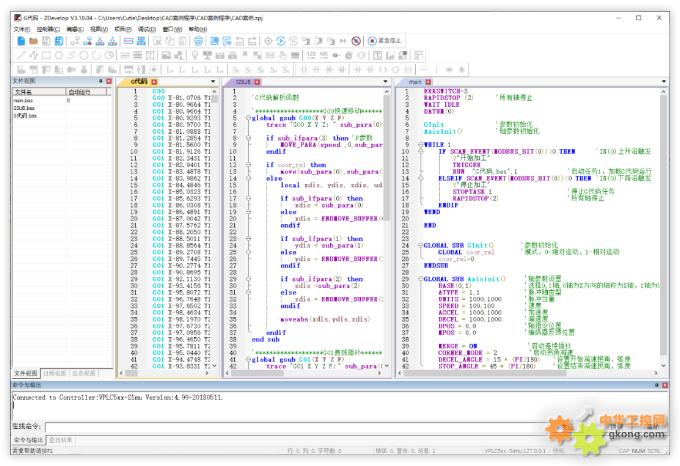
���Ռ�(d��o)�Dܛ����ʾ�����E��������2���ļ���һ����“.bas”�ģ���һ����“.nc”�ġ�
“.bas”�ļ��Dz���basic���a����ʽ������ֱ�����d���������\(y��n)�У�“.nc”���ļ�ZDevelopܛ����֧��ֱ�Ӽ��d����Ҫ�������G���a��(f��)�Ƴ���(l��i)��G���a���{(di��o)��GSUB��ɼӹ���
���DG���a��������(sh��)GSUBһ��Ҫ��ǰҎ(gu��)���ã��@��G���a���\(y��n)�е�ǰ��l����
2. Ч����ʾʾ��
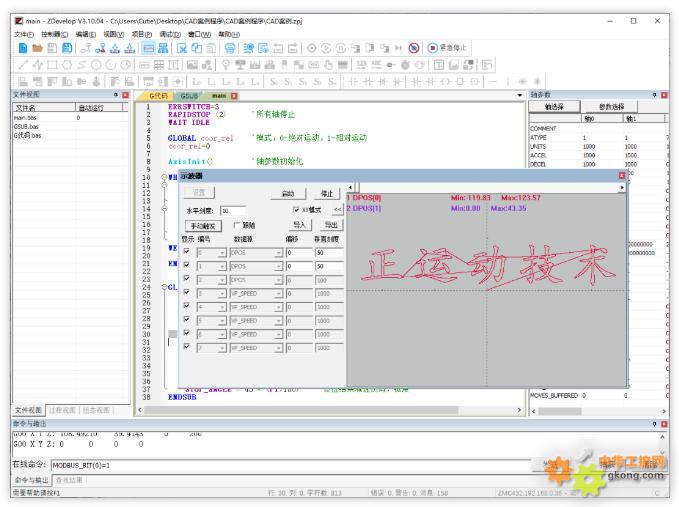
����(j��)����IJ�����G���a�ļ���(sh��)��(j��)��(d��o)�뵽ZDevelop�У�main������(sh��)���D��ʾ�����������RUNָ�����΄�(w��)1����(d��ng)G���a�ļ��΄�(w��)��
��1���ˆΙڿ������x���B�ӿ��������߷����������������d��“Ram”����“Rom”��
��2���ˆΙ�ҕ�D���x��ʾ���������_(k��i)ʾ����������c(di��n)���O(sh��)�ã�ͨ����(sh��)��2�����x�B�m(x��)�ɼ����c(di��n)���_�����x�Ô�(sh��)��(j��)Դ�c�̶ȣ����xXYģʽ���O(sh��)������c(di��n)��(d��ng)���o����Ҫ�ɼ���(sh��)��(j��)�ĕr(sh��)���c(di��n)���ք�(d��ng)�|�l(f��)��ʾ�����_(k��i)ʼ�ɘӡ�
��3�������\(y��n)����ɺ�ʾ�����ɼ��Y(ji��)�����£�


���Σ����\(y��n)��(d��ng)���g(sh��)G���a���\(y��n)��(d��ng)�������ϵđ�(y��ng)�ã��ͷ������@�
���ྫ�ʃ�(n��i)��Ո(q��ng)�P(gu��n)ע“���\(y��n)��(d��ng)С����”����̖(h��o)����Ҫ���P(gu��n)�_(k��i)�l(f��)�h(hu��n)���c���̴��a��Ո(q��ng)��ԃ���\(y��n)��(d��ng)���g(sh��)�N�۹��̎���400-089-8936��
���������\(y��n)��(d��ng)���g(sh��)ԭ��(chu��ng)���gӭ����D(zhu��n)�d����ͬ�W(xu��)��(x��)��һ������Ї�(gu��)��������ˮƽ�����°��(qu��n)�w���\(y��n)��(d��ng)���g(sh��)���У������D(zhu��n)�dՈ(q��ng)ע������(l��i)Դ��
|

