š¬ę¬Ż║öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─Č©╬╗Š½Č╚į┌║▄┤¾│╠Č╚╔Ž╩▄ØLųķĮzĖ▄Š½Č╚ė░ĒæŻ¼╠ßĖ▀ÖC(j©®)┤▓Ą─Č©╬╗Š½Č╚Ż¼─▄ėąą¦ĄžĖ─╔ŲöĄ(sh©┤)┐žÖC(j©®)┤▓Ą─╝ė╣żŠ½Č╚ĪŻ▒Ššō╬─ĻU╩÷┴╦öĄ(sh©┤)┐žÖC(j©®)┤▓┬▌ŠÓš`▓ŅÖz£y(c©©)Īóča(b©│)āö?sh©┤)─įŁ└Ē╝░▓Į¾EŻ¼▓ó═©▀^╩╣ė├╝ż╣ŌĖ╔╔µāxÖz£y(c©©)╝░ča(b©│)āöSIEMENS 828DöĄ(sh©┤)┐žŽĄĮy(t©»ng)Įo│÷┴╦æ¬(y©®ng)ė├īŹ(sh©¬)└²ĪŻ
ĻP(gu©Īn)µIūųŻ║SIEMENS 828DŻ╗Č©╬╗Š½Č╚Ż╗╝ż╣ŌĖ╔╔µāxŻ╗š`▓Ņča(b©│)āö
1 Ū░čį
ĪČųąć°(gu©«)ųŲįņ2025ĪĘė┌2015─Ļ5 į┬19 ╚šĮø(j©®ng)ć°(gu©«)äš(w©┤)į║š²╩Į░l(f©Ī)▓╝Ż¼│╔×ķ╬ęć°(gu©«)īŹ(sh©¬)╩®ųŲįņÅŖ(qi©óng)ć°(gu©«)æ(zh©żn)┬įĄ─Ą┌ę╗éĆ(g©©)╩«─Ļąąäė(d©░ng)ŠVŅI(l©½ng)ĪŻöĄ(sh©┤)┐žÖC(j©®)┤▓ū„×ķųŲįņ╝╝ąg(sh©┤)┼cą┼Žó╝╝ąg(sh©┤)ŽÓĮY(ji©”)║ŽĄ─«a(ch©Żn)╬’║═ūŅ╝č▒Ē¼F(xi©żn)ŲĮ┼_(t©ói)Ż¼į┌ĪČųąć°(gu©«)ųŲįņ2025ĪĘųŪ─▄ųŲįņĄ──┐ś╦(bi©Īo)Ž┬Ż¼īó│╔×ķų„┴„ĘĮŽ“ų«ę╗ĪŻ┼c┤╦═¼Ģr(sh©¬)Ż¼ī”(du©¼)öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─Š½Č╚║═öĄ(sh©┤)┐žÖC(j©®)┤▓┴Ń╝■╝ė╣żĄ─Š½Č╚ę▓ėąįĮüĒįĮĖ▀Ą─ę¬Ū¾ĪŻ
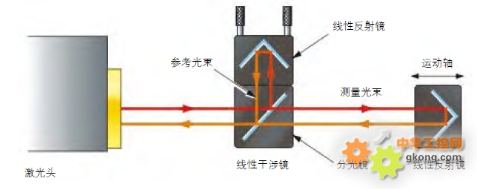
öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─ų▒ŠĆ▌SŠ½Č╚ų„ę¬╩▄╚²ĒŚ(xi©żng)Š½Č╚ė░ĒæŻ║Ę┤Ž“ķgŽČĪóČ©╬╗Š½Č╚║═ųžÅ═(f©┤)Č©╬╗Š½Č╚Ż¼ŲõųąĘ┤Ž“ķgŽČĪóųžÅ═(f©┤)Č©╬╗Š½Č╚┐╔ęį═©▀^ÖC(j©®)ąĄčbų├Ą─š{(di©żo)š¹üĒīŹ(sh©¬)¼F(xi©żn)Ż¼Č°Č©╬╗Š½Č╚į┌║▄┤¾│╠Č╚╔Ž╩▄ØLųķĮzĖ▄Š½Č╚ė░ĒæĪŻę╗ĘĮ├µŻ¼▒M╣▄▓╔ė├┴╦Ė▀Š½Č╚Ą─ØLųķĮzĖ▄Ż¼Ą½ųŲįņš`▓Ņ┐é╩Ū┤µį┌Ą─Ż╗┴Ēę╗ĘĮ├µŻ¼ÖC(j©®)┤▓Įø(j©®ng)▀^ķL(zh©Żng)Ģr(sh©¬)ķg╩╣ė├║¾Ż¼ė╔ė┌─źōpŻ¼Š½Č╚┐╔─▄Ģ■(hu©¼)Ž┬ĮĄĪŻę“┤╦Ż¼Č©Ų┌Öz£y(c©©)┼cča(b©│)āö┬▌ŠÓš`▓ŅŻ¼ī”(du©¼)ė┌╠ßĖ▀öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─Č©╬╗Š½Č╚ĪóčėķL(zh©Żng)öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─╩╣ė├ē█├³╩ŪūŅ╣Ø(ji©”)╝s│╔▒ŠŪęų▒Įėėąą¦Ą─ĘĮĘ©ĪŻ

▒Ššō╬─ęįüå²łYL-569ą═828DöĄ(sh©┤)┐žÖC(j©®)┤▓īŹ(sh©¬)ė¢(x©┤n)įO(sh©©)éõ×ķ▌d¾wŻ¼ĮķĮBöĄ(sh©┤)┐žÖC(j©®)┤▓Č©╬╗Š½Č╚Ą─Öz£y(c©©)╝░ča(b©│)āöĘĮĘ©Ż¼╚ńłD1╦∙╩ŠĪŻ
łD1 üå²łYL-569ą═828DöĄ(sh©┤)┐žÖC(j©®)┤▓īŹ(sh©¬)ė¢(x©┤n)įO(sh©©)éõ
2 ┬▌ŠÓš`▓ŅÖz£y(c©©)╝░ča(b©│)āöįŁ└Ē
īóöĄ(sh©┤)┐žÖC(j©®)┤▓─│ų▒ŠĆ▌SĄ─ųĖ┴Ņ╬╗ų├Ż¼┼cĖ▀Š½Č╚£y(c©©)┴┐ŽĄĮy(t©»ng)╦∙£y(c©©)Ą├Ą─īŹ(sh©¬)ļH╬╗ų├ŽÓ▒╚▌^Ż¼ėŗ(j©¼)╦Ń│÷į┌░▓╚½ąą│╠╔ŽĄ─š`▓ŅŻ¼▓óĘųäe└LųŲ│÷Ųõš`▓ŅŪ·ŠĆŻ¼į┘īóįōš`▓ŅŪ·ŠĆöĄ(sh©┤)ųĄ╗»Ż¼▓óęį▒ĒĖ±Ą─ą╬╩Į▌ö╚ļöĄ(sh©┤)┐žŽĄĮy(t©»ng)ųąĪŻ
3 ┬▌ŠÓš`▓ŅÖz£y(c©©)╝░ča(b©│)āö?sh©┤)─ę╗░Ń▓Į¾E
Ż©1Ż®░▓čbĖ▀Š½Č╚Ą─╬╗ęŲ£y(c©©)┴┐čbų├Ż╗
Ż©2Ż®└LųŲ║å(ji©Żn)å╬Ą─öĄ(sh©┤)┐ž│╠ą“Ż¼Ēśą“Č©╬╗į┌ę╗ą®ųĖČ©╬╗ų├╔ŽŻ╗
Ż©3Ż®ėøõø▀\(y©┤n)ąąĄĮ▀@ą®³c(di©Żn)Ą─īŹ(sh©¬)ļHŠ½┤_╬╗ų├Ż╗
Ż©4Ż®īóĖ„³c(di©Żn)╠ÄĄ─š`▓ŅėøõøŽ┬üĒŻ¼ąą│╠š`▓ŅĘų╬÷▒ĒŻ╗
Ż©5Ż®īó▒ĒųąĄ─öĄ(sh©┤)ō■(j©┤)▌ö╚ļöĄ(sh©┤)┐žŽĄĮy(t©»ng)ųąŻ¼░┤įō▒ĒöĄ(sh©┤)ō■(j©┤)▀M(j©¼n)ąąča(b©│)āöĪŻ
4 ┬▌ŠÓš`▓Ņča(b©│)āö?sh©┤)─ī?sh©¬)¼F(xi©żn)
4.1 š`▓ŅÖz£y(c©©)╝░ča(b©│)āö
▒Ššō╬─ęįüå²łYL-569ą═828DöĄ(sh©┤)┐žÖC(j©®)┤▓īŹ(sh©¬)ė¢(x©┤n)įO(sh©©)éõĄ─X▌SĘĮŽ“Č©╬╗Š½Č╚Ą─Öz£y(c©©)║═š`▓Ņča(b©│)āö×ķ└²üĒšf├„Š▀¾w▓┘ū„▓Į¾EĪŻ▓╔ė├Ą╚ŠÓ£y(c©©)┴┐Ż¼£y(c©©)┴┐Ų³c(di©Żn)×ķ0mmŻ¼£y(c©©)┴┐ĮK³c(di©Żn)×ķ-400mmŻ¼£y(c©©)┴┐ķgĖ¶×ķ50mmŻ¼▀\(y©┤n)ąą┤╬öĄ(sh©┤)×ķ5┤╬ĪŻ
Ą┌ę╗▓Į ▀BĮė╝ż╣ŌĖ╔╔µāxĪŻ
▓╔ė├Renishaw XL-80╝ż╣ŌĖ╔╔µāxŻ¼ī”(du©¼)öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─Č©╬╗Š½Č╚▀M(j©¼n)ąąÖz£y(c©©)ĪŻīó╝ż╣ŌŅ^ĪóŁh(hu©ón)Š│ča(b©│)āöå╬į¬ĪóŠĆąį£y(c©©)┴┐╣ŌīW(xu©”)ńRĮMŻ¼░┤╚ńłD2╦∙╩ŠĘĮ╩Į▀BĮėė┌ÖC(j©®)┤▓╝░ÖC(j©®)┤▓é╚(c©©)ĪŻŠĆąį£y(c©©)┴┐╣ŌīW(xu©”)ńRĮMĄ─▀BĮėĘĮ╩Į╚ńłD3╦∙╩ŠĪŻ

łD2 ╝ż╣ŌĖ╔╔µāx▀BĮėĘĮ╩Į
łD3 ╣ŌīW(xu©”)ńRĮM▀BĮėĘĮ╩Į
Ą┌Č■▓Į ▀\(y©┤n)ąą┬▌ča(b©│)£y(c©©)įć│╠ą“Ż¼░┤ššŅA(y©┤)Č©Ą─ūŅąĪ╬╗ų├Ż©0mmŻ®ĪóūŅ┤¾╬╗ų├(-400)║═£y(c©©)┴┐ķgĖ¶(50mm)ęŲäė(d©░ng)ę¬▀M(j©¼n)ąąča(b©│)āö?sh©┤)─▌SŻ¼▓óė├╝ż╣ŌĖ╔╔µāx£y(c©©)įć├┐ę╗³c(di©Żn)Ą─š`▓ŅĪŻ┬▌ŠÓš`▓ŅÖz£y(c©©)ĮY(ji©”)╣¹╚ńłD4╦∙╩ŠĪŻ
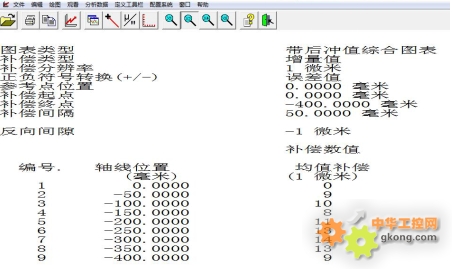
łD4 ┬▌ŠÓš`▓ŅÖz£y(c©©)ĮY(ji©”)╣¹
Ą┌╚²▓Į į┌ŽĄĮy(t©»ng)ųąšę│÷ča(b©│)āö╬─╝■ĪŻ
[Menu Select][š{(di©żo)įć][ŽĄĮy(t©»ng)öĄ(sh©┤)ō■(j©┤)][NCöĄ(sh©┤)ō■(j©┤)][NC╔·ą¦öĄ(sh©┤)ō■(j©┤)][£y(c©©)┴┐ŽĄĮy(t©»ng)š`▓Ņča(b©│)āö]Ż¼īóča(b©│)āö╬─╝■Å═(f©┤)ųŲĪóš│┘NĄĮ┴Ń╝■│╠ą“ųąŻ¼╚ńłD5╦∙╩ŠĪŻ
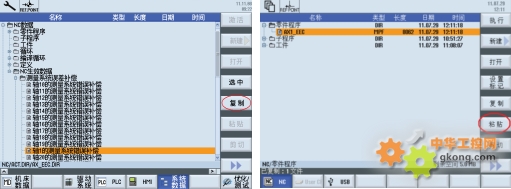
łD5 ča(b©│)āö╬─╝■
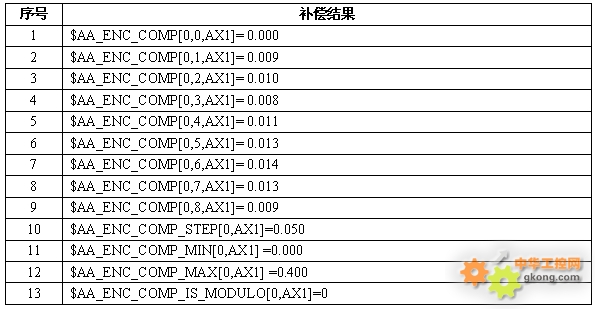
Ą┌╦─▓Į ┤“ķ_ča(b©│)āö╬─╝■Ż¼īóš`▓ŅųĄ╠Ņ╚ļča(b©│)āö╬─╝■ųąĪŻča(b©│)āööĄ(sh©┤)ĮMĄ─ĮY(ji©”)śŗ(g©░u)╚ń▒Ē1╦∙╩ŠĪŻ
▒Ē1 ča(b©│)āööĄ(sh©┤)ĮMĄ─ĮY(ji©”)śŗ(g©░u)
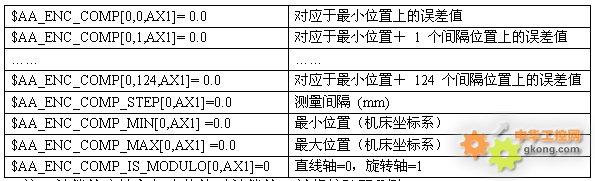
ūóŻ║ča(b©│)āöųĄæ¬(y©®ng)╠Ņ╚ļ├┐³c(di©Żn)Ą─Į^ī”(du©¼)ča(b©│)āöųĄŻ¼▓óī󹯓×(y©żn)┤aäh│²ĪŻ
▒Š┤╬ča(b©│)āöĮY(ji©”)╣¹╚ń▒Ē2╦∙╩ŠĪŻ
▒Ē2 ča(b©│)āöĮY(ji©”)╣¹
Ą┌╬Õ▓Į į┌ūįäė(d©░ng)ĘĮ╩ĮŽ┬▀\(y©┤n)ąąAX1_EEC.MPF│╠ą“Ż¼įO(sh©©)Č©▌SģóöĄ(sh©┤) MD32700 = 1Ż¼╚╗║¾ųžåóŽĄĮy(t©»ng)Ż¼ĘĄ╗žģó┐╝³c(di©Żn)║¾ča(b©│)āöųĄ╔·ą¦ĪŻūóŻ║▀\(y©┤n)ąąča(b©│)āö│╠ą“Ģr(sh©¬)Ż¼MD32700Ż©┬▌ŠÓš`▓Ņča(b©│)āö╔·ą¦Ż®æ¬(y©®ng)įO(sh©©)×ķ0Ż¼Ę±ätŽĄĮy(t©»ng)Ģ■(hu©¼)│÷¼F(xi©żn)17070╠¢(h©żo)ł¾(b©żo)Š»ĪŻ
4.2 ┬▌ŠÓča(b©│)āö?sh©┤)─£y(c©©)įć
ča(b©│)āö║¾Ż¼×ķ┴╦“×(y©żn)ūC┬▌ŠÓš`▓Ņča(b©│)āöą¦╣¹Ż¼į┘░┤ššŽÓ═¼įO(sh©©)ų├ųĄī”(du©¼)ÖC(j©®)┤▓Ą─Č©╬╗Š½Č╚▀M(j©¼n)ąąÖz£y(c©©)ĪŻča(b©│)āöŪ░║¾Ą─ÖC(j©®)┤▓Č©╬╗Š½Č╚╚ńłD6╦∙╩ŠĪŻ

(a)ča(b©│)āöŪ░ÖC(j©®)┤▓Č©╬╗Š½Č╚

(b)ča(b©│)āö║¾ÖC(j©®)┤▓Č©╬╗Š½Č╚
łD6 ča(b©│)āöŪ░║¾öĄ(sh©┤)┐žÖC(j©®)┤▓Č©╬╗Š½Č╚
X ▌S¤o╚╬║╬ča(b©│)āöŚl╝■Ž┬Ż¼Č©╬╗Š½Č╚A =114.884╬ó├ūŻ╗X ▌Så╬Ž“┬▌ŠÓča(b©│)āöŚl╝■Ž┬Ż¼Č©╬╗Š½Č╚A =40.313╬ó├ūĪŻÅ─öĄ(sh©┤)ō■(j©┤)ųąĄ├ų¬Ż¼═©▀^ĮzĖ▄┬▌ŠÓš`▓Ņča(b©│)āöŻ¼öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─Č©╬╗Š½Č╚Ą├ĄĮ┴╦▌^┤¾Ą─Ė─╔ŲŻ¼ūC├„┤╦ča(b©│)āöĘĮĘ©║▄│╔╣”ĪŻ
5 ĮY(ji©”)šō
└¹ė├╝ż╣ŌĖ╔╔µāx£y(c©©)┴┐║═ča(b©│)āööĄ(sh©┤)┐žÖC(j©®)┤▓Ą─┬▌ŠÓš`▓ŅŻ¼─▄ėąą¦Ąž╠ßĖ▀öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─Č©╬╗Š½Č╚Ż¼Å─Č°╠ßĖ▀öĄ(sh©┤)┐žÖC(j©®)┤▓Ą─╝ė╣żŠ½Č╚ĪŻ
ģó┐╝╬─½I(xi©żn)
[1]ųx╣šõ. ĪČųąć°(gu©«)ųŲįņ 2025ĪĘč▌└[ųąć°(gu©«)░µ“╣żśI(y©©)4.0” öĄ(sh©┤)┐žÖC(j©®)┤▓│╔ų„┴„ĘĮŽ“ų«ę╗. ÖC(j©®)ļŖ╔╠ł¾(b©żo). 2015(7): Ą┌A07 ░µŻ╗
[2]┌w▒“Ą╚. ÖC(j©®)┤▓Ą─┬▌ŠÓš`▓Ņča(b©│)āöĘĮĘ©. ┐Ų╝╝Ž“?q©▒)? 2014(3): 172-173Ż╗
[3]ŚŅĖ³Ė³Ą╚. öĄ(sh©┤)┐žÖC(j©®)┤▓ĮzĖ▄é„äė(d©░ng)š`▓Ņš²Ę┤ļpŽ“ča(b©│)āö╣”─▄Ą─īŹ(sh©¬)¼F(xi©żn). ĮM║ŽÖC(j©®)┤▓┼cūįäė(d©░ng)╗»╝ė╣ż╝╝ąg(sh©┤). 2002(6): 4-5Ż╗
[4]ĻÉĘ╝. öĄ(sh©┤)┐žÖC(j©®)┤▓┬▌ŠÓš`▓Ņ£y(c©©)┴┐┼cča(b©│)āö. ÖC(j©®)┤▓┼cę║ē║. 2009(9): 37-38Ż╗
[5]ĮĮ©ć°(gu©«)Ą╚. öĄ(sh©┤)┐žÖC(j©®)┤▓┬▌ŠÓš`▓Ņča(b©│)āö╝╝ąg(sh©┤)蹊┐. ųŲįņśI(y©©)┼cūįäė(d©░ng)╗». 2015(1): 18-19ĪŻ

