1ĪóĒŚ─┐║åĮķ
╝Ü╝åÖC╩Ū╬ę╣½╦ŠĄ─ų„ī¦(d©Żo)«a(ch©Żn)ŲĘŻ¼įōÖCąį─▄ā×(y©Łu)┴╝Īó▓┘ū„ĘĮ▒ŃĪóÖCļŖę╗¾w╗»│╠Č╚Ė▀ĪŻŲõ┐žųŲŠ½Č╚ę¬Ū¾Ė▀Ż¼▀mæ¬(y©®ng)╝Å╝åŲĘĘNĖ³Ė▀Ż¼▓┘ū„ĘĮ▒Ń║åå╬Ż¼ėą▓┘ū„╠ß╩ŠĪó╣╩šŽį\öÓ╣”─▄Ż¼╝Å╝å▀^│╠ūįäė┐žųŲŻ¼┐╔Č©ķL╝░Č©Ģr┬õ╝åĪŻę“┤╦ąĶę¬┼õų├╣”─▄ČÓśėņ`╗ŅŻ¼ąįār▒╚▌^Ė▀Ą─┐žųŲŽĄĮy(t©»ng)Ż¼į┌▀@└’▀xė├┴╦╬„ķTūė╣½╦ŠĄ─S7-200 SMART PLC╝░SMART LINEė|├■Ų┴Ż¼▀_ĄĮ┴╦▌^║├Ą─┐žųŲą¦╣¹ĪŻ
2Īó╣ż╦ć┴„│╠ĮķĮB
į┌ļŖÜŌĖ─įņ▀^│╠ųąŻ¼░┤šš╝Ü╝åÖCĄ─╣ż╦ć┴„│╠▀Mąą╚ńŽ┬Ż║
1.░┤ē║SB1’L(f©źng)ÖCåóäėĪóõōŅI(l©½ng)░ÕÅ═(f©┤)╬╗
2.õōŅI(l©½ng)░Õ╔²ų┴ųą╝å╬╗ų├═Żų╣╝┤äėū„Ż¼ė╔┐žųŲ╗ž┬Ęī”ļŖÖC└@ĮM▌ö╚ļų▒┴„220VļŖį┤Ż¼īŹąą─▄║─ųŲäė2├ļ║¾ūįäėßīĘ┼Ż¼ęįīŹ¼F(xi©żn)õōŅI(l©½ng)░ÕŠ½┤_Č©╬╗ĪŻ
3.░┤ē║SB3ų„▌SåóäėŻ¼õōŅI(l©½ng)░ÕčėĢr╝s1├ļŻ¼ė╔ųą╝å╬╗ų├ĮĄų┴╩╝╝Å╬╗ų├▀Mąą─▄║─ųŲäėČ©╬╗2├ļ║¾ßīĘ┼ĪŻ
4.╝Ü╝åÖCł╠(zh©¬)ąąPLCĄ─Š┼Č╬╦┘ūįäė┐žųŲųĖ┴ŅĪŻ
5.«ö(d©Īng)┬õ╝åą┼╠¢SA12äėū„Īóųą═Š┬õ╝å░┤ŌoSB5Įo▀MĪóPLCėŗķLŚl╝■ØMūŃĢrŻ¼ŽĄĮy(t©»ng)ūįäėĮė═©┬õ╝åļŖį┤Ż¼ų„ÖCĄ╚┤²═Żų„ļŖÖC║═ĮĄõōŅI(l©½ng)░Õą┼╠¢ĪŻ
6.═Żų„ļŖÖC║═ĮĄõōŅI(l©½ng)░ÕSQ5ą┼╠¢ĄĮ▀_║¾Ż¼ūāŅlU1═Żų╣▌ö│÷═¼ĢrõōŅI(l©½ng)░Õė╔▄ćŅ^╔²ĮĄļŖÖC═ŽäėŻ¼ĮĄų┴┬õ╝å╬╗ų├ĪŻ
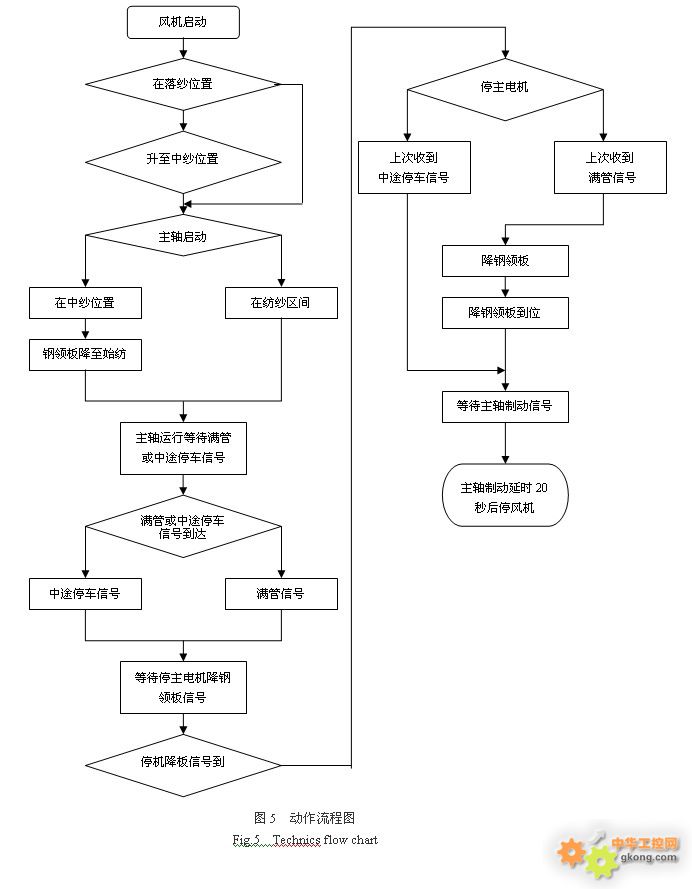
7.ų„▌SųŲäėSQ6ą┼╠¢ĄĮ▀_║¾Ż¼ų„▌SĄ─ųŲäėļx║ŽŲ„╣żū„Ż¼20├ļ║¾čėĢr═Ż’L(f©źng)ÖCš¹ÖC╠Äė┌┬õ╝åĀŅæB(t©żi)ĪŻ
ļŖÜŌĄ─Ė─įņ═¼Ģrę¬ĮY(ji©”)║Ž╣ż╦ćėŗ╦ŃüĒ▀MąąŻ¼Š▀¾wėŗ╦Ń▒Ē╚ńŽ┬Ż║Ż©ęŖłD7Ż®
3ĪóĘĮ░Ė┤_Č©
┐╝æ]ĄĮŽĄĮy(t©»ng)Ą─ĘĆ(w©¦n)Č©ąį╝░┐╔┐┐ąįŻ¼▀xė├╬„ķTūėS7-200 SMART PLCŻ¼Ųõ▌^Ė▀Ą─▀\╦Ń╦┘Č╚╝░žSĖ╗Ą─═©ėŹ╣”─▄×ķęį║¾įO(sh©©)éõĄ─╔²╝ēĄ╚╠ß╣®┴╦┴╝║├Ą─▒ŻūCĪŻ┴Ē═ŌŻ¼ė|├■Ų┴į┌┤╦▀xė├╬„ķTūėS 700 IE Ų┴Ż¼╦³┼cS7-200 SMART PLCĄ─¤o┐p╝»│╔Ż¼Ė▀Ęų▒µ┬╩╝░64K╔½Ą─’@╩ŠŻ¼ęį╝░Ė▀ą¦▒ŃĮ▌Ą─ęį╠½ŠW(w©Żng)═©ėŹŻ¼╩ŪįO(sh©©)éõ▓┘ū„Ė³╚╦ąį╗»Ż¼Ė³╝ė▒ŃĮ▌Ė▀ą¦ĪŻ═¼ĢrŻ¼š¹éĆļŖÜŌĘĮ░Ėąįār▒╚▌^Ė▀Ż¼ī”ė┌ąĪą═Ą─ūįäė╗»ļŖÜŌįO(sh©©)éõ╩ŪéĆ▓╗ÕeĄ─▀xō±ĪŻĖ∙ō■(j©┤)ŽĄĮy(t©»ng)ąĶŪ¾Ż¼«a(ch©Żn)ŲĘĄ─▀xą═╚ńŽ┬▒ĒŻ║Ż©ęŖłD8Ż®
4Īó«a(ch©Żn)ŲĘė▓╝■┼õų├
ė╔╔Ž┐╔┐┤ĄĮŻ¼įO(sh©©)éõļŖÜŌŽĄĮy(t©»ng)ė╔╦─▓┐Ęųśŗ(g©░u)│╔Ż¼Ęųäe×ķPLC┐žųŲ▓┐ĘųŻ¼╚╦ÖCĮń├µ┐žųŲŻ¼ūāŅl┐žųŲŻ¼╚²ūįäė┐žųŲ▓┐ĘųĪŻŻ©ęŖłD1Ż®
PLC┐žųŲ▓┐ĘųŻ║PLCĄ─I/OĮė³cŻ¼═Ļ│╔╚½ÖCöĄ(sh©┤)ō■(j©┤)Öz£yęį╝░ėŗ╦Ń║═▀^│╠┐žųŲŻ¼īŹ¼F(xi©żn)╝Å╝åūįäė╗»Ż¼┐╝æ]ĄĮŽĄĮy(t©»ng)Ą─ĘĆ(w©¦n)Č©ąį╝░┐╔┐┐ąįŻ¼▀xė├╬„ķTūėS7-200 smart PLCŻ¼Ųõ▀\╦Ń╦┘Č╚╝░žSĖ╗Ą─═©ėŹ╣”─▄×ķęį║¾įO(sh©©)éõĄ─╔²╝ēĄ╚╠ß╣®┴╦┴╝║├Ą─▒ŻūCĪŻŻ©ęŖłD2ĪółD3Ż®
╚╦ÖCĮń├µ┐žųŲŻ║╚╦ÖCĮń├µ┼cPLCų«ķg═©▀^ęį╠½ŠW(w©Żng)═©ėŹīŹ¼F(xi©żn)▀BĮėŻ¼═Ļ│╔╝Å╝å▀^│╠╣ż╦ćģóöĄ(sh©┤)’@╩ŠįO(sh©©)Č©Ż¼╚ńÕVūėĄ─Š┼Č╬╦┘įO(sh©©)Č©Ż¼Č©ķLįO(sh©©)Č©Ż¼░ÓĮM▀xō±Ą╚ĪŻ═¼Ģr┐╔ęįī”╝Ü╝åÖC╣╩šŽ▀Mąąūįį\öÓŻ¼’@╩Šäėū„┴„│╠Ą╚╚╦ąį╗»Ą─▓┘ū„┼c’@╩ŠĪŻŻ©ęŖłD4Ż®
ūāŅl┐žųŲŻ║ė╔PLCĄ──ŻöM┴┐▌ö│÷Č╦┐┌ī”ūāŅlŲ„▀MąąŠ┼Č╬╦┘┐žųŲŻ¼ę└ō■(j©┤)ė├æ¶ę¬Ū¾ī”ÕVūė╦┘Č╚ūįäėš{(di©żo)š¹ĪŻ
╚²ūįäė┐žųŲŻ║ė╔╚²ūįäėąą│╠ķ_ĻP(gu©Īn)Īó═Żų„ļŖÖCĪóŽ┬õōŅI(l©½ng)░ÕĪóų„▌SųŲäėé„ĖąŲ„śŗ(g©░u)│╔ĪŻ╩╣╝Ü╝åÖCį┌┬õ╝åą┼╠¢ĄĮ▀_║¾ūįäė▀mæ¬(y©®ng)═Ż▄ćŻ¼ęį╝░┐žųŲ░³─_╝åĪŻ
5Īó▄ø╝■ķ_░l(f©Ī)
Ė∙ō■(j©┤)ļŖÜŌŽĄĮy(t©»ng)Ą─įO(sh©©)ėŗę¬Ū¾Ż¼ŲõI/O▒ĒĘų┼õ╚ńŽ┬Ż║Ż©ęŖłD5Ż®
Š▀¾w▄ø╝■│╠ą“Ė∙ō■(j©┤)╚ńŽ┬┴„│╠łDīŹ¼F(xi©żn)Ż║Ż©ęŖłD6Ż®
6Īóæ¬(y©®ng)ė├¾wĢ■
į┌S7-200 SMARTæ¬(y©®ng)ė├▀^│╠ųąŻ¼ĖąėX╦³▒Ż┴¶┴╦Micro/WINŠÄ│╠▄ø╝■ųąĄ─öĄ(sh©┤)ō■(j©┤)ēKŠÄ▌ŗŻ¼ĀŅæB(t©żi)ĘųĒō▒O(ji©Īn)┐žŻ¼Ė▀╝ēųĖ┴ŅŽ“?q©▒)¦Ą╚╣”─▄╩«ĘųĘĮ▒ŃŻ╗▄ø╝■ĘĮ├µ▌^×ķ═Ļ╔ŲŻ¼Į©ūhį┌ė▓╝■ĘĮ├µ─▄ē“Ė³ČÓĄ─Å─ąĪŽĄĮy(t©»ng)æ¬(y©®ng)ė├│÷░l(f©Ī)į÷ÅŖė▓╝■Ą─ņ`╗ŅąįŻ¼└²╚ńŻ║ī”ė┌ŠĆ“ī(q©▒)äėą═ŠÄ┤aŲ„Ą─¬Ü┴óĮė┐┌Ż¼╗ņ║Ž▌ö│÷ššŅÖĄĮ▓┐ĘųĖ▀╦┘▌ö│÷æ¬(y©®ng)ė├Ż¼Ė▀╦┘═©ėŹ┐┌Ż©CAN_OPENŻ®Ż¼×ķ┴╦ė├涎┬é„│╠ą“Ą─▒ŃĮ▌ų¦│ųUSBŽ┬▌dĄ╚ĪŻ
ū„š▀Ż║Į∙īÜÅŖŻ©1971Ż®╔Į╬„°Ö╗∙┐Ų╝╝╣╔Ę▌╣½╦ŠļŖÜŌ▓┐
TELŻ║0354-3966642,13834416266 E_MAILŻ║jin_bq@126.com
łD1 įO(sh©©)éõ═Ōė^łD

łD2 S7-200 Smart PLC ╣±ā╚(n©©i)łD

łD3 S7-200 Smart PLC ĮėŠĆłD

łD4 Smart 700 IE ▀\ąąłD

łD5 I/O Ęų┼õ▒Ē

łD6 äėū„┴„│╠łD
łD7 ╣ż╦ćėŗ╦Ń▒Ē

łD8 «a(ch©Żn)ŲĘ▀xą═


