|
 �T��ƽ�_���T��ƽ����һ�N�V�������ڹ��I�����I��Č��ù����_����Ҫ���ڽ��ٽY���ĺ��ӡ��b��͙z�ȹ�����Y�����̡�����ƽ�����܉�����T�Ӻͺ������I�ṩ�����Ļ��A֧�Σ��ڙCе���졢�����O�䡢܇�v�M�b���ИI�аl�]����Ҫ���á� �T��ƽ�_���T��ƽ����һ�N�V�������ڹ��I�����I��Č��ù����_����Ҫ���ڽ��ٽY���ĺ��ӡ��b��͙z�ȹ�����Y�����̡�����ƽ�����܉�����T�Ӻͺ������I�ṩ�����Ļ��A֧�Σ��ڙCе���졢�����O�䡢܇�v�M�b���ИI�аl�]����Ҫ���á�
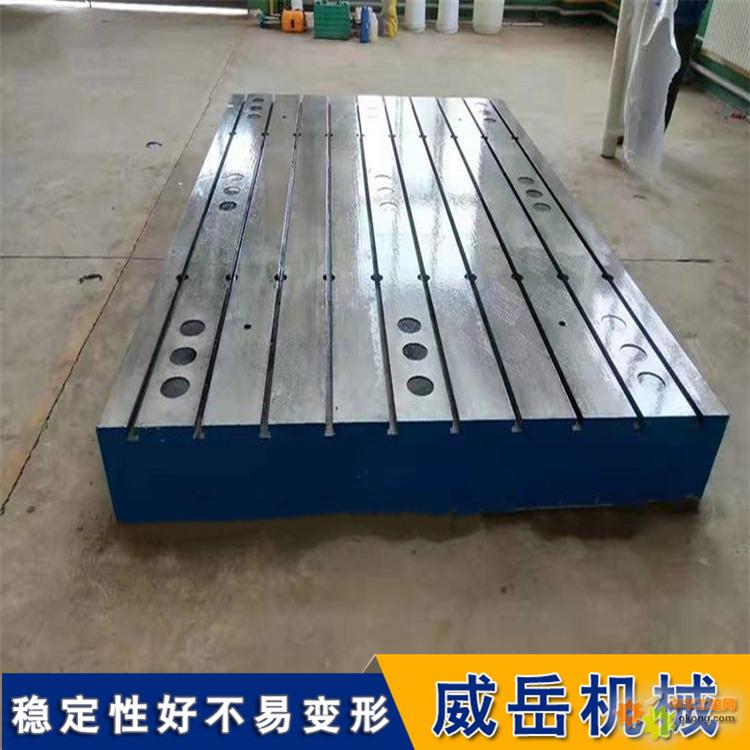
�T��ƽ�_ͨ���ɸߏ����T�F��䓲��Ƴɣ����潛�^���������͟�̎�����������õ���ĥ�ԡ���׃�����������g�ԡ�ƽ�_�ײ��OӋ�мӏ���Mһ�����������w�Y���Ą��ԣ��_���ڳ��ػ�������r�����ܱ���ˮƽ��������ͬʹ������ƽ�_���_��ɼӹ���T�Ͳۡ��A�ȽY�������ڹ̶��������b�A�ߣ������M�ж�N���s������
�T��ƽ�_���b����ѭ “���A�ʂ�→ƽ�_��λ→�����{��→�̶����” �����̣������Ǵ_��ƽ�_ˮƽ�Ⱥͷ����ԣ��M����m���ӡ��b�����I�ľ���Ҫ��
1. ���bǰ�ʂ�
����������������b�^����s����ۣ��_������ƽ���������������������������ƽ�_Ҏ��Ҫ��ͨ��ÿƽ���ײ����� 500kg����
�����c���Ϝʂ䣺�ʂ�ˮƽ�x�����Ȳ����� 0.02mm/m����Ť�ذ��֡��|�F���T�F����ƣ������_��˨��ˮ�ࣨ������ι��{���ȡ�
ƽ�_�z�飺�_���z��ƽ�_�����Пo׃�Ρ��Ѽy���ˌ�ƽ�_��̖���ߴ缰���g�����Ƿ��c�OӋһ�¡�
2. ���A̎��
������������A������ǰ�������B�o�������_�ˣ�ͨ���B�o 28 �����ϣ������A����ƽ�����`������� 5mm �ԃȡ�
��ƽ�_���_��˨��λ�ã��ڻ��A���A����˨�ף���ֱ���������ȵ��_��˨�� 20-30mm��������m�{����
3. ƽ�_��λ�c��ƽ
���b��λ��ʹ�õ�܇���܇��ƽ�_ƽ�����𣬾��������ڻ��A�ϣ��_��ƽ�_���_��˨���c���A�A�����R��������ײ����ƽ�_׃�Ρ�
����ƽ����ƽ�_�ײ�������É|�F��ÿ�M�|�F�����^ 3 �K���߶ȿ����� 30-100mm����ͨ�^�{���|�F�߶ȣ�ʹƽ�_����ˮƽ��ƫ����^ 1mm/m��
����ƽ����ˮƽ�x��ƽ�_�v�M���Ǿ�������ã����c�y��ˮƽ�ȡ�ͨ�^�{�|�F��ʹƽ�_���wˮƽ���`����Ϙ˜ʣ�ͨ�� 0 ��ƽ�_≤0.02mm/m��1 ��ƽ�_≤0.04mm/m����
4. �̶��c���ι��{
�o�̵��_��˨��ˮƽ���{���ϸ�����_��˨�����A���ף���Ť�ذ��ְ��OӋŤ�أ�ͨ������˨Ҏ���Ę˜�Ť�أ��ִξo�̣�����δ������^����ƽ�_׃�Ρ�
���ι��{�������A�A��������䣬���øߏ��ȟo�տs���{�Ϲ�ע�����{�^��������v�܌�����ֹ���F�չģ����{���B�o 7 �����������Ϲ̻���
5. ����c�S�o
���ȏ͙z���B�o��ɺ��ٴ���ˮƽ�x�z�yƽ�_ˮƽ�ȣ��_�J�`�������S�����ȣ�ͬ�r�z��ƽ�_�����Пo���ۡ�׃�Σ����_��˨�Ƿ��ι̡�
����̎������պϸ������ƽ�_���棬ͿĨ���P�ͻ���P�ᣬ�����L�ڱ�¶���P��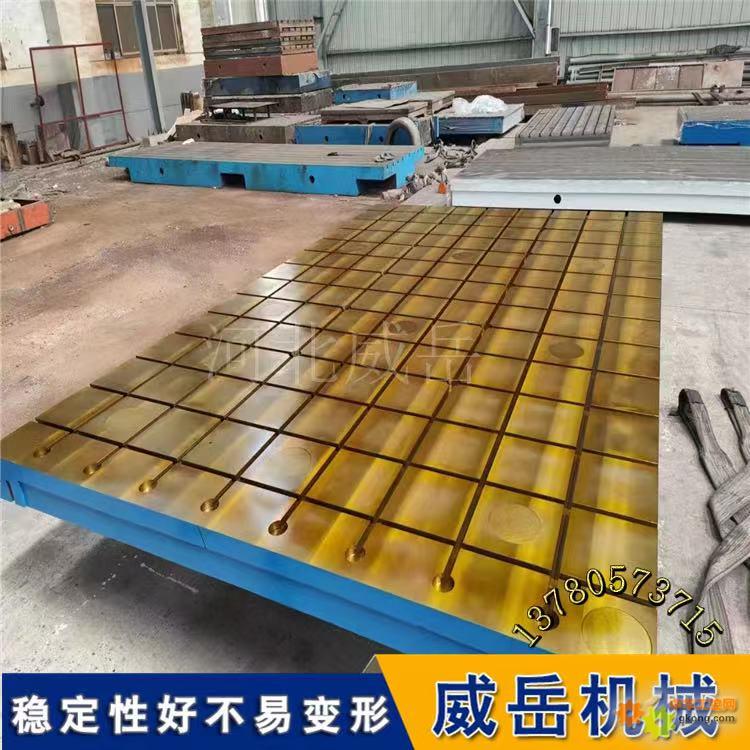
|

