|
T �Ͳ۵�܉���ز��F�����F��܉��ͬһ�N���I���A�����IJ�ͬ�з���
T �Ͳ۵�܉Ҳ�Q�������l��ƽ�_�ȣ���Ҫ���ڴ����O����b�䡢ԇ���Ӻ͙z�ɸ����O��̶��c�OӋƴ�ӳ��T��ƽ�_��
ͨ�����øߏ��Ȼҿ��T�F HT200-250 ���죬������Ӳ�Ȟ� HB170-240�����ɴ��˹��˻����Ȼ�rЧ̎�������ȷ�������ĥ���ܺá�
�乤�������O�� T �Ͳۣ����ڊA�ߡ������ȵĿ��ٰ��b�c�{�������F���͜���λ�c�̶����ײ�ͨ���мӏ������ˮ�ף��������Y�����Ⱥͷ�ֹ�eˮ���g��
Ҏ����ӣ���Ҋ���� 1500×150×150mm��2000×200×300mm �ȣ�Ҳ�ɸ����D��������
���bҪ��܉���O��ȑ��c�����bӳ�ƽ���Ը��� 3-5mm�����b������ 1m �L�ȃ�ˮƽƫ��Ȳ����� 1mm��ȫ�L������ 2mm��܉���g�����cˮƽƫ����� 1mm��ÿ�ɗl܉��֮�gƽ�ж�ƫ��С�� 2mm��
�����I�V�������ڙCе���졢����Դ����܇���I��������늙C�yԇ�����̙Cе�b�䡢��܇�㲿���Ԅӻ��b�侀�Ȉ�����
��ͬ��̖�� T �Ͳ۵�܉�ڰ��b���E�ϵIJ��Ҫ�w�F���{ƽ��ʽ���̶�������ƴ��̎���ȷ��棬�����Ǿ��w��B��
�{ƽ��ʽ
���Ͳ۵�܉�������l�Θ�塢����ˮƽ�x�ȹ��ߣ����{ƽһ����܉������ʣ����γ��{������܉��ƴ�ӳ��T��ƽ�_��ˮ����{���̺����M�о��{�z
�p�۵�܉�����b�r��Ҫͬ�r��ɗl܉����ˮƽ�Ⱥ�ƽ�жȣ�ʹ��ȫվ�x��ˮ�ʃx�ȃx������ÿ 1m �g���O�Üy���c��ͨ�^�{���|�F�߶�ʹ܉��ˮƽ�Ⱥ�܉���gƽ�жȷ���Ҫ��
�̶�����
��ͨ�͵�܉��ͨ���ص�܉�Ȃȃ�߅���� 500-700mm �g���� M8 �F��Ûᔻ���ᔾo�̣��_��܉�������c����o���N�ϡ�
���͵�܉�����ڳ��dҪ��ߣ�������Ҫʹ�ø���Ҏ�����˨���A����˨�M�й̶�����˨�g��Ҳ����С���Ա��C��܉�ڳ�������늙C���O��r������λ��׃�Ρ�
ƴ��̎��
�˜��L�ȵ�܉��ƴ��̎�� 10-15mm ��ӏ��壬�øߏ�����˨�o�̣��ӿp̎ƽ혣��g϶≤0.1mm����˨�Q�oŤ�ر�����λ�ø� 10%��
���L�͵�܉������ʹ�üӏ���ߏ�����˨�⣬����߀��Ҫ��ƴ��̎���Ӷ�λ�N�ȶ�λ�b�ã��Դ_��ƴ�ӵľ��Ⱥͷ����ԣ�ͬ�r��ƴ��̎�ı���ƽ���Ⱥ�ֱ����Ҫ����ߣ���Ҫ�M�о����ļӹ����{����
����Ҫ��
�߾��ȵ�܉�����b������ 1m �L�ȃ�ˮƽƫ��≤1mm��ȫ�Lƫ��≤2mm��܉�����g�����cˮƽƫ��≤1mm���ɗl܉���gƽ�ж�ƫ�2mm��
��ͨ���ȵ�܉����ˮƽƫ���ƽ�ж�ƫ��Ҫ����������һЩ�������� 1m �L�ȃ�ˮƽƫ��≤2mm��ȫ�Lƫ��≤5mm���ɗl܉���gƽ�ж�ƫ�5mm �ȡ�
T �Ͳ۵�܉������ʹ�É���ͨ���� 10-20 �꣬����ȡ�Q�ڲ��|�|����ʹ�ù��r�;S�oˮƽ��
Ӱ�ʹ�É������P�I����
���|�c���칤ˇ������ HT200-250 �ߏ����T�F�ҽ��^�˻�rЧ̎���ĵ�܉���Y����������ĥ�ԏ����������L�����|���|��δ���rЧ̎���ģ���׃�Ρ�ĥ�p�������s�̡�
ʹ�ù��r���L�ڳ����~��ؓ�d�������h�������坍�ĵ�܉��ĥ�p�����l�����d��̎�ڳ����m���g�ԭh�����������P�g�ͽY���p�ģ���������s�̡�
�ճ��S�o���������� T �Ͳ��s��z��o����˨�����r���P���P�������ؓ���ײ�ĵ�܉������Ч���Lʹ�É�����ȱ���S�o�t�������ϻ���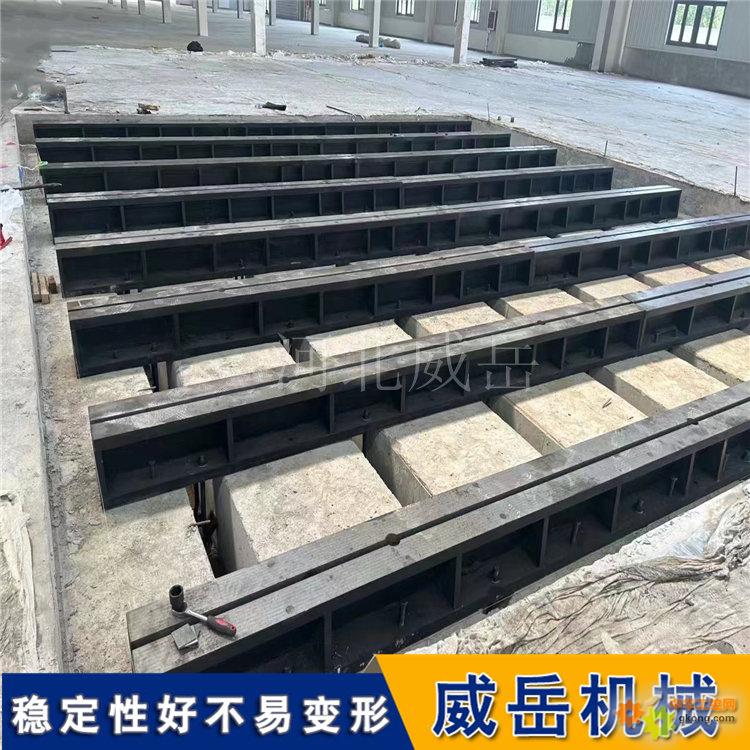 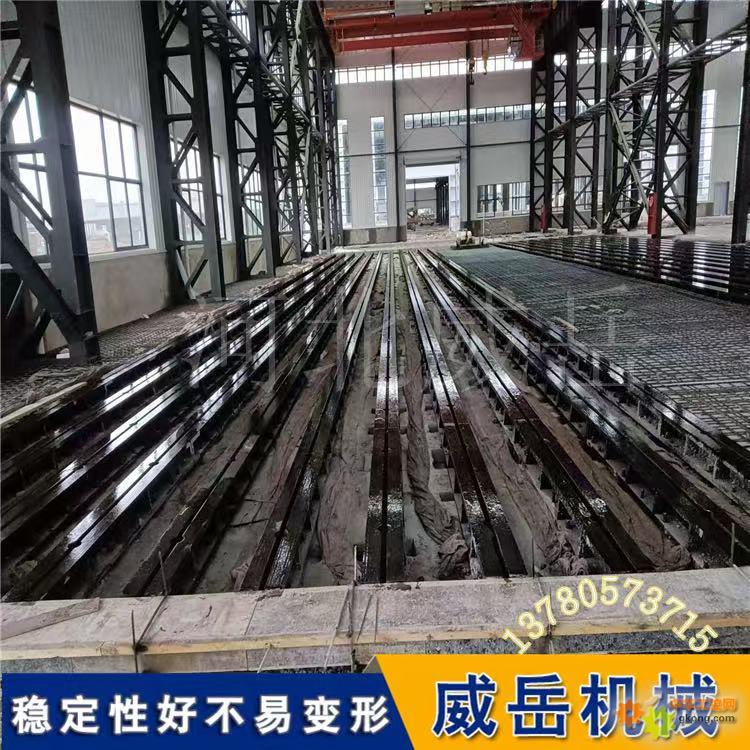
|

