|
 �T��ƽ�_�ַQ�T��ƽ�壬��Ҫ����֧�κ̶������ӵĹ������_�������^���еķ����Ժ͜ʴ_�ԣ��V�������ڙCе���졢��܇���졢�ع����ИI�� �T��ƽ�_�ַQ�T��ƽ�壬��Ҫ����֧�κ̶������ӵĹ������_�������^���еķ����Ժ͜ʴ_�ԣ��V�������ڙCе���졢��܇���졢�ع����ИI��
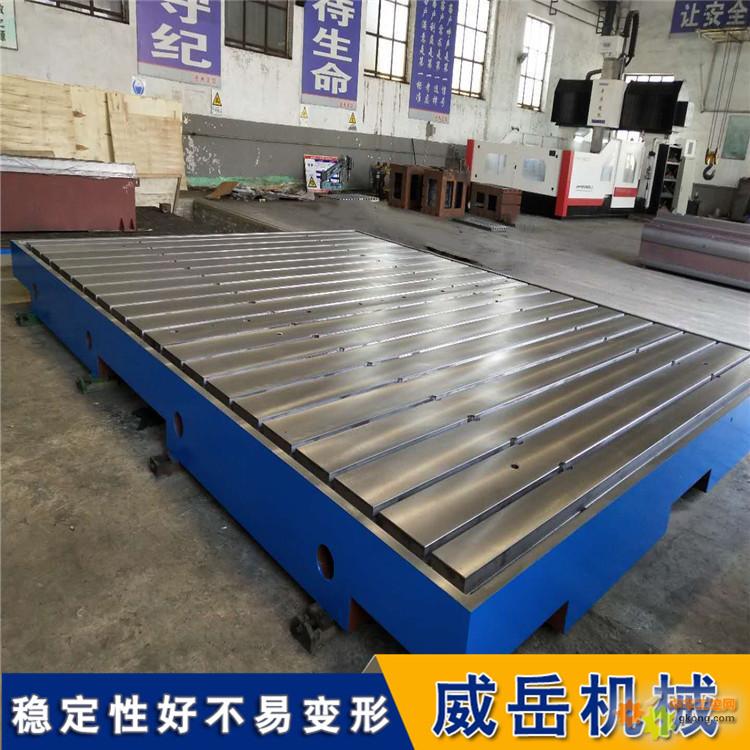
�T��ƽ�_��һ�N�V���������T����ˇ�Ļ��A�T�Fƽ�壬�ڹ����������Á������T���r��һЩ�F���ͺ��ӏU����Ŀ��Á��̶����Ӽ���T�Ͳۣ�����Ҫ�Á������T���r��һЩ�F���ͺ��ӏU���T�Ͳ���Ҫ���Á��̶����Ӽ�����ֹ���Ӽ������������ĺ���ƫ����|һ����T�FHT200-300����������Ӳ�ȼs��HB170-240���ڽ��^�ɴ��˹�̎�������˹��˻�600��-700�Ⱥ���Ȼ�rЧ2-3�꣬ԓ�aƷ�ľ���څ�����������á�
�T��ƽ�_���w�m���ڸ��N�Cе�����ĺ��ӡ��T��������һ������^��ͨ�T�F�����_�ij��ش��T��ƽ������w�Y�������Ժá����_�������e������׃�ε����ԡ�
��������ͨ���OӋ�п�T�Ͳۡ�����Ҫ�Á������T���r�a�����F���ͺ��ӏU���T�Ͳۄt���ڹ̶����Ӽ�����ֹ���Ӽ��ں����^�����������a��ƫ�һ���Ƴɽ��ʽ�����wʽ�������ƽ�_�ĽY�����Ⱥͷ����ԣ��乤�����Π����L���Ρ������λ�A�εȶ�N�x�ɝM�㲻ͬ�Ñ������� ��ƽ�_�������ɂ����ϣ��O�а��b�ֱ�����bλ�õ��O�ã����ݼy��A���ף�������\�Ͱ��b��ͬ�r���O�õ��bλ�Õr�����]�M���p������b�������׃�Ρ��T��ƽ�_�IJ��|ͨ����ߏ����T�FHT200-300��Ҳ����īQT400-600���T�ZG15-45�Ȳ��|���x���@Щ���Ͼ����^�ߵ�Ӳ�Ⱥ���ĥ�ԣ��܉���ܺ����^���еĸߜغ͙Cе������ͬ�r߀�������õķ����ԺͿ�׃���������_��ƽ�_�ľ��Ⱥͷ����ԡ�
�T��ƽ�_ƽ���Ӌ�㹫ʽ��
000����1��1+d/1000��1����8��1+d/1000��
00����2��1+d/1000��2����16��1+d/1000��
0����4��1+d/1000��3����40��1+d/1000��
�T��ƽ�_�ľ��ȣ����˜�Ӌ���z��Ҏ�̈��У��քe��0��1��2��3�Ă��ȼ������������η֞��L���Ρ������λ�A�Σ��������Ͽɼӹ�V�Ρ�T�Ρ�U�βۺ͈A�ס��L�����ԝM�����a�в�ͬƽ��IJ�ͬ������Ҫ��
�T��ƽ�_�����a��ˇ���̣�
1���T��ƽ�_ë���������gҪ���ƈD�������D������ľ�͡����ϡ����͡���ɡ����T����ɳ���������z�ë���ĸ���λ��
2���T��ƽ�_�Cе�ӹ������^�z�������ӹ����z
3���T��ƽ�_�����{ƽ���˹����С��z�ƙz
4���T��ƽ�_�����^̎�������ᡢ���b����졣
�T��ƽ�_�����ڴ����O��Ļ��Aƽ�壨ƽ�_���������OӋ�������Y�����������c���Ɍ��F3000mm-6000mm��ƽ��ƴ�ӣ��aƷ��ͨ�^���ƻ���ĥ�Ƴɡ�
�T��ƽ�_�����ڙCе�ӹ�������܇�g���C���z����܇�g�������O�������Ӌ���Ҽ��ȼӹ��ęz�y������ĥ�����ܜʴ_�Ĝy�����z����ƽ��ȣ�ƽֱ���Լ��ǶȵĹ���ֵ��
ʹ���T��ƽ�_��ע����헣�
�T��ƽ�_�ڰ��b�{ԇ���T��ƽ��Ĺ�������øɃ����ڴ_�J�]�І��}����r��ʹ�ã�ʹ���^���У�Ҫע���������T�F�T��ƽ��Ĺ��������^������ײ�����p���T�Fƽ��Ĺ����棻���������������Գ��^�T�F�T��ƽ����~���d�ɣ���t����ɹ����|�����ͣ�߀�п��ܓp���T�F�T��ƽ��ĽY��������������T�Fƽ��׃�Σ�ʹ֮�p�ģ��o��ʹ�á�
�T��ƽ�_�����a��ˇ���̣�ë���������gҪ���ƈD�������D������ľ�͡����ϡ����͡���ɡ����T����ɳ���������z�ë���ĸ���λ���Cе�ӹ������^�z�������ӹ����z�����{ƽ���˹����С��z�ƙz���T��ƽ������^̎�������ᡢ���b����졣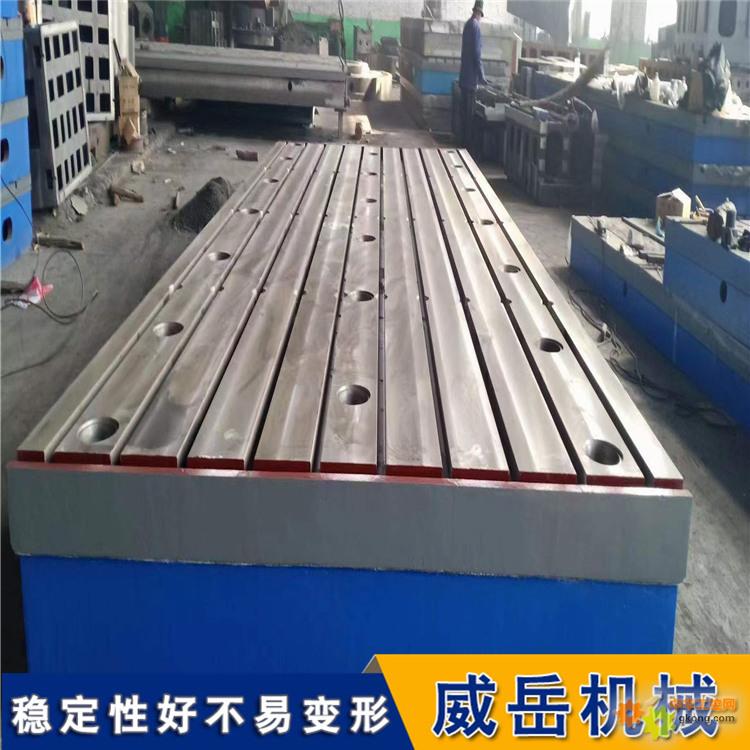
|

