|
�T�F�y(c��)ԇƽ�_(t��i)�Ĺ����кܶ���̎����Ҫ�����ǿ����T�Fƽ�_(t��i)�ı����_(d��)��1��(j��)���ȣ��پ���߀�����ڽo�T�Fƽ�_(t��i)Ϳ�÷��P�͵ĕr(sh��)���Է�ֹ���Һ�w����ʧ�����Ϟ��T�FHT200-250������Ӳ�Ȟ�HB160—210����(j��ng)�^�ɴ�̎�����˹��˻�600��----700�Ȼ���Ȼ�r(sh��)Ч2---3�꣩��ʹԓ�a(ch��n)Ʒ�ľ��ȷ�(w��n)�����ܺá��m���ڸ��N�z�(y��n)�������y(c��)���õĻ���(zh��n)ƽ�棬���ڙC(j��)���C(j��)е�y(c��)������(zh��n)���z������ijߴ羫�Ȼ���λƫ�����������
�T�F�y(c��)ԇƽ�_(t��i)һ��Ҫ�е�ƽ��ȣ�Ҫ���е�ƽ��Ⱦ߂�һ���ׂ�(g��)�l����
һ���T�F�y(c��)ԇƽ�_(t��i)���Ҫ����Ҫ����ƽ�_(t��i)�Ϲ������ȣ���(c��)����Ⱥ߶ȣ��Լ�������ĺ�ȡ��߶Ⱥ��ܶȡ�
�����T�F�y(c��)ԇƽ�_(t��i)���|(zh��)Ҫ���T�FHT200-300,Ӳ��:HB170-240��
�����T�F�y(c��)ԇƽ�_(t��i)�˹��˻��ڻػ�G��(j��ng)�^600-700�ȸߜ��˻�r(sh��)Ч̎����
�ġ��T�F�y(c��)ԇƽ�_(t��i)��Ȼ�r(sh��)Ч������(gu��)��(bi��o)��(bi��o)��(zh��n)��(y��ng)ԓ��2-3����Ȼ�r(sh��)Ч�����ڴ˹���r(sh��)�g̫�L(zh��ng)����I(y��)���Y�D(zhu��n)Ӱ��Ѳ����ܵȴ���ô�L(zh��ng)�r(sh��)�g�����Լ�����ͨ�^���(d��ng)�r(sh��)Ч���档�mȻ�@�N��ˇ��Ч����δ���_�����ڇ�(gu��)�H�����ձ�ʹ�á�
�塢ɳ���c��ף�0��(j��)�c1��(j��)ƽ�_(t��i)�����S�К���cɳ�ۣ�2��(j��)��3��(j��)�������cƽ�_(t��i)ͬ���|(zh��)���w�����ɳ�ۡ�ע�⣺�����ĵ�Ӳ��һ��Ҫ����ƽ�_(t��i)������Ӳ�ȡ�
�����T�F�y(c��)ԇƽ�_(t��i)�P�ι�ˇ���˹��P�����T�F�y(c��)ԇƽ�_(t��i)�ӹ��^��������Ҫ�Ĺ�ˇ�����Q�����T�F�y(c��)ԇƽ�_(t��i)��ƽ����`���С���Լ�������Ŀɽ��|�c(di��n)��(sh��)��0��(j��)��ƽ�_(t��i)��ÿ߅��25�Lƽ���ķ�����(n��i)������25�c(di��n)��1��(j��)ƽ�_(t��i)��ÿ߅��25�Lƽ���ķ�����(n��i)������20�c(di��n)��2��(j��)ƽ��ƽ�_(t��i)��ÿ߅��25�Lƽ���ķ�����(n��i)������16�c(di��n)��3��(j��)ƽ��ƽ�_(t��i)��ÿ߅��25�Lƽ���ķ�����(n��i)������12�c(di��n)���P����ɺ�ƽ�_(t��i)�Ă�(g��)߅��g��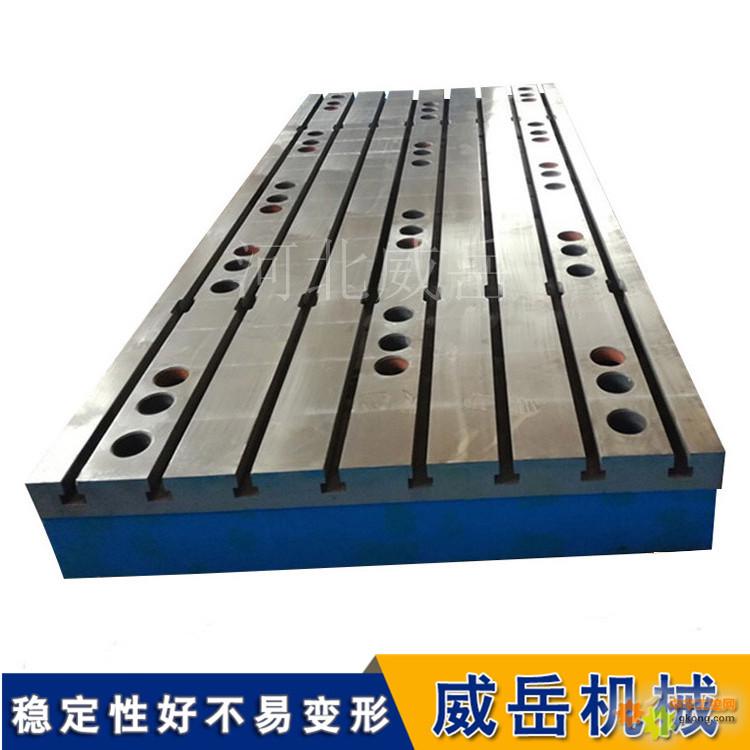
�ߡ��T�F�y(c��)ԇƽ�_(t��i)��ɰ�cͿ�ƽ�_(t��i)������ɰҪ���Ƀ��҇�Ϳ�tɫ���P�ᡣ��(c��)��Ҫƽ������Ϳ�ᣬһ��Ϳ�@���G�ᡣ
�ˡ��T�F�y(c��)ԇƽ�_(t��i)���bҪ����Ҫ��ľ�|(zh��)���b���M���x�ú��|(zh��)ľ�ĸ��wƽ�_(t��i)�Ϲ����棬��Ҫ�r(sh��)��ȫ���]���b�����bǰƽ�_(t��i)��������P��ʩһ��Ҫ���á�
�š��T�F�y(c��)ԇƽ�_(t��i)�\(y��n)ݔҪ����ƽ�_(t��i)�b܇�z���Ƿ��Бҿգ����Бҿ�Ҫ�|��(sh��)���������(d��ng)��ƽ�_(t��i)��Ҫ�����^������D��׃�Ρ�
ʮ�� �T�F�y(c��)ԇƽ�_(t��i)����x����Ҫ��֧���x��֧���òĞ�ں�1.5-2mm�ķ�䓺ͽ��F�������ܶȺͽY(ji��)��(g��u)Ҫ�������{(di��o)��(ji��)��˨Ҫ���D(zhu��n)ͨ����
ʮһ���T�F�y(c��)ԇƽ�_(t��i)���b�{(di��o)ԇ��һ�������ÿ�ʽˮƽ�x�{(di��o)ƽ�����ù�W(xu��)����ˮƽ�x����Ӻ���ˮƽ�x���M(j��n)��һ��ƽ����`��y(c��)�������І��}��Ҫ��ƽ�_(t��i)���a(ch��n)�́��F(xi��n)��(ch��ng)�P���ޡ�
ʮ�����T�F�y(c��)ԇƽ�_(t��i)���_ʹ�ã��T�F�y(c��)ԇƽ�_(t��i)���{(di��o)ԇ��ɺ�ʹ�ã��Ҝؿ�����20±5��ʹ,���_(t��i)���ϙz�y(c��)����Ҫ�p���pŲ����Ҫ����ʹ��һ��(g��)�^(q��)�M������ʹ������(g��)�T�F�y(c��)ԇƽ�_(t��i)����e��
|

