|
�b��ƽ�_�DŽ������������T�������b��ˇ�����Զ��ٵ��T�F���I�_��Ҳ�������Cе��������ȵȡ����b��ƽ�_�����MҎ�����x�����wʽ�����ʽ������������ʽ�����b��ƽ�_��������߅���ϣ������O���ֱ�����b��λ���O�á��ݼy��A���ס�
�T�F�b��ƽ�_�֞������A�Σ�����ļӹ��|��Ҫ���^�ߣ��֞�ּӹ����뾫�ӹ��;��ӹ����ӹ��|���������������O��ĺ���ʹ�ã����ڽM����̎����ˇ�����l�F����ȱ�c�ȡ�
�b��ƽ�_ǰ��ף����w��֧�ܡ��B�U��������ȼӹ�ƽ���ӹ��ס�ʹ�ӹ����^ƽ�涨λ��ƽ���c�ķ�λ���ȣ�������ƽ��ӹ���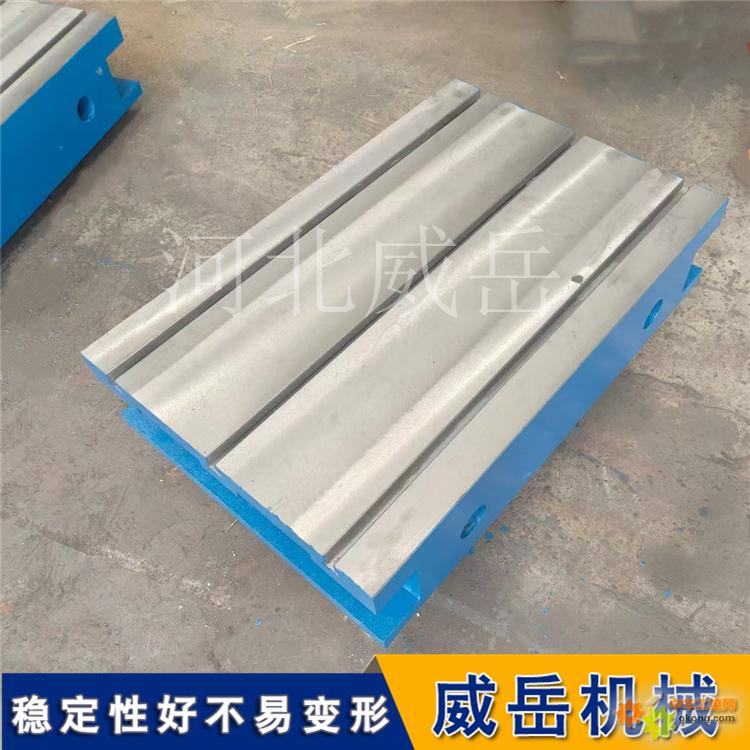
�T�F�b��ƽ�_����Ӳ�ȵĜyԇ�����ǰ��T�Fƽ�_���Ȝyԇ�b���ڱ��y�T�Fƽ�_���������b�Üyԇ�b�ã��ڲ������a�r�������^�x�Ĝy�^�c����������|����ʹ�y���ʴ_�����ڜy�^�c������֮�g��һ�K�������K����ӛ���x�����b��ƽ�_�������c�g�Ե����,���ٟ�̎���ǙCе�����е���Ҫ��ˇ�h��������ƽ�_�c�����ӹ���ˇ��ȣ���̎��һ�㲻��׃�������Π�����w�Ļ��W�ɷ֣�����ͨ�^��׃�����Ȳ����@�M�������׃�T�Fƽ�����Ļ��W�ɷ֣��x���Ĺ�����ʹ�����ܡ�
�T�F�b��ƽ�_�IJ��|�鏊���T�FHT200-250��������Ӳ�Ȟ�HB170-240�����^�ɴ��˹�̎��(�˹��˻�600��-700�Ⱥ���Ȼ�rЧ2-3��)���T�Fƽ�_���T�Fƽ���M�П�̎����Ŀ���ǜp���T���еđ������T�Fƽ��IJ��ְڽM��������T�Fƽ�_���������Ӳ�ȺͿ�ĥ�ԣ�ʹ�T�Fƽ�_�ľ��ȷ�������ĥ���ܺã����^����T��Ҳ�ܺܺõļӹ���
�T�F�b��ƽ�_�T�����w���p���ӡ��·��Ӻ����wʽ���乤�������η֞��L���Ρ������λ�A�Σ��������Ͽɼӹ�V�Ρ�T�Ρ�U�βۺ͈A�ס��L�����ԝM�����a�в�ͬ�T�Fƽ�_�IJ�ͬ������Ҫ��
�b��ƽ�_�O���x�ú������ּӹ����Д�ּӹ����������ӹ����ț]��Ҫ�����ԣ��ּӹ����ڹ��ʴ��ȵ͵ęC�����M�У����ӹ������ÙC�����ڲ�ͬ�ęC���τe�x�M�д־��ӹ����܉��ְl�]�O������a����������C����ʹ�É�����
�T�F�b��ƽ�_��Ҏ��һ��飺500*500-3000*6000��(����Ҏ��ɰ��D��ӆ��)���T�F�b��ƽ�_��������ù������˹����й�ˇ���T�Fƽ�_���҇��˜�Ӌ���z��Ҏ�̈��У��քe��1���T�F�b��ƽ�塢2���b��ƽ�_��3��T�Ͳ��b��ƽ�_��
|

