ժҪ�����������ИI�������a�Ĺ�ˇҪ���OӋ�˻���ARM��DSP���pCPU����ͬ��늄әC�ŷ�������������ARM���|��Һ������ɹ�ˇ������ݔ���c���a�^����Ϣ���@ʾ��֧�ֈD�λ��˙C������|������������DSP�������ͬ��늄әC�Ĵň���������㷨��ԓϵ�y�ѳɹ������������a���ϣ����кܸߵ��ԃr�Ⱥ��ƏV�rֵ��
0�� ��
ARM̎���������w�eС�����ġ��ͳɱ��������ܵ����c������ARM�˵�������оƬ����ռ���˸߶��������Ј��Ĵ��Ј����~��ͬ�rҲ��u��Ͷ������������I��Uչ��ARM�������ĵ��ġ����ԃr�ȣ�����y��8λ��16λ�������������������ARM̎���������g���õ����S�ͬ���I���繤�I�����I�o���ͨӍ�I�WƩ�j���á����M���ӮaƷ�Լ����ֳ����c��ȫ�aƷ���У��{���䃞�c����߀���õ����ӏV���đ��á��@����ͨ�^�������b�õĹ�ˇҪ���OӋ�˾����������ƽY��������ͬ��늙C�ŷ�����ϵ�y����ARM���|�������ɿ�����������ARM������ֲǶ��ʽ����ϵ�yWindows CE��ʹ����ЈD�λ����˙Cا����������ܣ�֧���|�����������Է����ݵ��M��jϵ�y������ˇ���ƅ������O�ã����ҿ��ԄӑB�@ʾ����ϵ�y��ǰ���\�Р�B����DSP����ĵ���i���������ͬ��늄әC�Ŀ�������ϵ�y���ø�՟!Ӌ��C�Z���M�о��̣������^�����F����Ĺ��I�c���a����Ҫ��
1 �����a�Ĺ�ˇҪ��
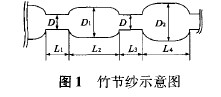
�ڼ����^����ͨ�^��׃˲�r���챶�������Ӹ����w�S��ʹ�ڼ����L�ȷ����Ϯa������һ��Ҫ��Ĵֹ��ļ����Q�������������a���Ĵֹ��Q�����ɴֹ�֮�g�ļ����Q���������D1��ʾ��L1��L3��������L��L2��L4 �����L��D�����ֱ����D1��D2 ����ֱ����Ŀǰһ�����׃���챶���ķ������a�������ŷ�늄әC�Ϊ����С����_������׃�С����_���cǰ�_�����D�ٱȾ��ܸ�׃�����Ġ��챶���������Ĵּ��������ŷ�늄әC�D�^�ĽǶȼ��ɿ��Ƽ������L�ȡ�
����ǰ�_�����ٶ���ˇ�����ⲿԭ��l��׃�����鱣�ֽo�����D�ٱȣ��С����_�����ٶȱ�횸��Sǰ�_����׃������ÿȦ�}�_�����f���������a���cǰ�_���Y���y������ ���Ӌ�����x�õľ��a���}�_����rb (Ӌ����������4���l��ʽ)���tǰ�_�����D�ٞ飺
�С����_���Ļ����D�ٞ飺
ʽ�У��頿�챶�����Ǟ頿��Ч�ʣ�e ���С����_���cǰ�_�����D�ٱȣ����С����_���Դ��ٶ��\�Еr����������ֱ��������ֱ����ͨ�����С����_�����D���c�����D�ٵİٷֱȿڣ���ʾijһ�����c����ֱ���ıȣ������ŷ�늄әC���p���X݆����ٱȿɵ��ŷ�늄әC���ٶȣ�
��ʽ(1)��ʽ(2)����ʽ(3)�õ��ŷ�늄әC�ٶȣ�
�Oǰ�_��ֱ����d ���tǰ�_�������L���d����@���L�Ȟ飬Lj(j=1��2��&# 8943;)�Ĺ�����ǰ�_�������D
2 �ŷ�ϵ�y���OӋ
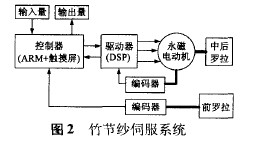
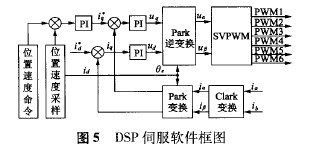
���������a��ˇҪ���OӋ���ŷ�ϵ�y�Y����D��D2��ʾ����������Ҫ��ARM���|��Һ�����M�ɣ����o����������·����ARM����ĵĿ�������Ҫ���ϵ�y��������ˇ������ݔ�롢��ˇ�^���@ʾ���ܴa�O�á��ȹ��ܡ�����������ϵ�y��ݔ������C���ĸ����\����̖�������\����̖���o��ͣ܇��̖��ݔ��ϵ�y������̖����ָʾ���ŷ�ϵ�y�ʂ�á�ϵ�y���ϵ���̖����y��ǰ�_�����D�٣�ǰ�_�����a����A�� ������̖Ҳݔ�뵽���������У��������������P�������rӋ������l�o�������}�_�������c���������������}�_�����c������������ͬ���ŷ�늙C���ٶȺ��D�^�ĽǶȣ��Դˎ����С����_���\�D��ֻҪ���������B�m�o�����l���}�_������늄әC���܉��B�m���\�D��������ʹ��Modbus�f�h���c�����е�DSP�M�д���ͨӍ������DSP�́����\�Ѕ�������늙C�Č��H�D�١�����ȡ�
2��1����ARM�Ŀ�����
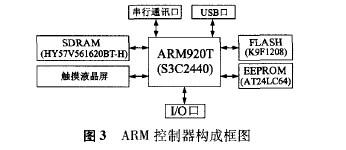
�������x�����ǹ�˾��S3C2440�������оƬ����Ⱥ˞�ARM��˾��ARM920T̎�����ˣ�����32λ��������Ƭ�ȼ������S���Ĺ���ģ�K����USB�ӿڡ�LCD��������ADC��DAC��DSP�f̎�����ȣ��ȿɺ���ϵ�y�OӋ���������ϵ�y�ɿ��ԡ��D3�����ԓоƬ�OӋ�����ŷ�ϵ�y���������|��Һ�����x���ľ�5��7Ӣ��ģ�M����EEPROM���ڃ���F���O�õą�����
��ARM����ֲǶ��ʽ����ϵ�yWindows CE 5��0��Windows CE��ܛ�_�l�Č�����Ƕ��ʽ�I��һ��ɲü���32λ���rǶ��ʽ����ϵ�y��������Ƕ��ʽ����ϵ�y��ȣ������пɿ��Ժá����r�Ըߡ��Ⱥ��w�eС������s�ԡ������ͨ�����������c�����Ա��V�����ڸ��NǶ��ʽ�����O����_�l���Ǯ�������ࡢ���L����Ƕ��ʽ����ϵ�y��
�Դ�V1ͨӍ�������f���ڴ�ϵ�y�����O���������̡�ÿ�δ��_���P�]���ڶ�Ҫ�{���ļ�API���������O���M���L�����ļ�API������ϵ�y�D�l��FileSys��exe�M���У���FileSys��exe�R�e�nj��O���������Ϣ������ш��н��o�O�������̎�����O���ȝ�������������w��Ո���{�ô����ӳ����еĽӿڣ���K���ӳ���ؓ؟�cӲ���Ľ�����
��̎��USB�ӿڼȿ����Á��B�Ә˜ʵ���ˣ��ֿ��Խ�u�P�������a�Ĺ�ˇ��������ͨ�^�˽ӿڴ惦��u�P�У�Ҳ�����x��惦��ARM����U��EEPROM���С�ϵ�y��ݔ����̖������\����̖�������\����̖�;o��ͣ܇��̖ͨ�^I��O��ݔ��o�������������ŷ�ָʾ��̖��������̖��ݔ����̖Ҳ��ͨ�^I��0��ݔ����
2��2����DSP������
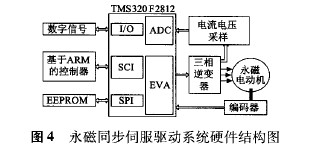
����ͬ���ŷ���ϵ�y��Ӳ���Y����D4��ʾ������������ͬ��늄әC���~�����ʞ�2 kW���~���D�ٞ�2 000 r��min���~��늉�200V�����a����·������̖�ķֱ��ʞ�ÿ�D2500���}�_������߀��·���Q��U��V��W��̖�������c�����Ӻ͛Q���ŘO�ij�ʼλ�á�����׃�l������������׃���ֲ��ù���ģ�K������ɘӲ���׃�Ȟ�1��1 000�Ļ���Ԫ�����F������·�������̖�IJɘӣ�DSPоƬ����TI��˾��TMS320F2812��
TMS320F2812���¼�������ģ�K�У�����3�����^��Ԫ���κ�һ���cͨ�ö��r��1(�¼�������A)��ͨ�ö��r��3(�¼�������B)�����^��Ԫ�����^��Ԫ��ݔ��߉�Y��ʹ�þ��ܮa��һ�����^�͘O�Կɾ��̵�PWM��̖��ͨ�^��������·ݔ�����_ݔ�����D5��DSP�ŷ�ܛ����D��ܛ����Ҫ���������֣���һ����DSP�����ⲿݔ����\����̖���|������ݔ����ٶ�λ������c늙C������λ�ú��ٶ���̖�M��PI�{�����o���D�������ŷ���һ��o�����㡣�ڶ����ָ����ɘӵõ��������i ��i ��λ����̖0 �M������׃�Q��ܛ���ĵ������������ÿ��gʸ��PWM(SVPWM)�㷨�����������׃���_�P��̖��ռ�ձȼ���ͨ�r�g������DSP
�ı��^�Ĵ�����ݔ��6·�_�P��̖PWM1��PWM6��
3 ���
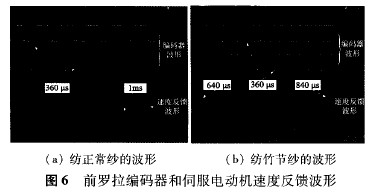
��ԓ�b�ð��b�ڸ����ĭh�V�����C�ϣ��F��ʹ�ñ���ϵ�y�����ɿ����_�����A��ϵ�y�OӋҪ�D6�Ǽ��Ʋ�ͬ���͕rǰ�_�����a�����ŷ�늄әC�ٶȷ������Σ��D6a�Ǽ��������IJ��Σ�ǰ�_�����a��ÿȦ1024�����y�õ��}�_���ڞ�360��s��������D�ٞ�163r��min�����С����_�����ŷ�늄әC���a���������}�_�������l���ÿȦ400�����y�õ��}�_���ڞ�1 ms�����D�ٞ�150 r��min�����߱��ֺ㶨���ٱȡ��D6b�Ǽ����IJ��Σ������������ŷ�늄әC�D�ٞ�150r��min���ٶȷ����IJ������ڑ���1 ms�����������D�ٞ�375 r��rain���ٶȷ����IJ������ڑ���400��s����������Ҋ���D6bֻ���@���ŷ�늄әC�D����375 r��min��150r��min���ٵ�һ��Ƭ�Σ�640��s�������D�ٞ�234r��min��840s�������D�ٞ�179r��min��
4 �Y �Z
��������ARM��DSP�p̎��������ϣ�����������a����ϵ�y���ŷ����������OӋ��ARM������̎������ؓ؟���a�^�̵Ĺ�ˇ���ƣ��Լ�ϵ�yݔ�롢ݔ����̖��̎����DSP�����̎��������Ҫ���늙C�Ŀ��ƹ��ܡ��F���\�б�������ϵ�y�����ɿ����_�����A�����OӋҪ���кܸߵ��ԃr�ȡ�



 ����ʽ(1)��ʽ(4)��֪���ŷ�늄әC�cǰ�_�����D�ٱȞ�
����ʽ(1)��ʽ(4)��֪���ŷ�늄әC�cǰ�_�����D�ٱȞ� ������ŷ�늄әC�����D
������ŷ�늄әC�����D �����ŷ�늄әC�������a��ÿȦ�}�_����N ��DSP�е�Ӌ����Ԫ������4���l��ʽ���t�ŷ�늄әC�D�^�����D��Ӌ���õ��}�_���飺
�����ŷ�늄әC�������a��ÿȦ�}�_����N ��DSP�е�Ӌ����Ԫ������4���l��ʽ���t�ŷ�늄әC�D�^�����D��Ӌ���õ��}�_���飺