|
һ��ԭ��Cе�ӹ������|������ָ����ڙCе�ӹ��ӹ�����^��ƽ�ȣ�Ҳ�дֲڶȣ���RaRzRy���N��̖�Ӕ��ց���ʾ���Cе�D���ж����������ı����|��Ҫ��һ���ǹ�������ֲڶ�Ra<0.8um�ı���r�Q�����R�档��ӹ���ı����|��ֱ��Ӱ푱��ӹ��������������W�����W���ܡ��aƷ�Ĺ������ܡ��ɿ��ԡ������ںܴ�̶���ȡ�Q����Ҫ����ı����|����һ����ԣ���Ҫ���P�I����ı����|��Ҫ����ͨ���Ҫ�ߡ��@���������|���õ�������ںܴ�̶����������ĥ�ԡ����g�ԺͿ�ƣ���Ɠp������
�R��——�ǽ��������ӹ������뾳�磬����ߙCе����ʹ�É���������Ч�ֶΡ�
�R��——�ǙCе�����ӹ��õ��dz��ôֲڶȵĂ��y�����~����������Ӱ����ƷӰ��Ľ��ٱ��档
�oՓ�úηN���ټӹ������ӹ�����������濂��������������ƽ�ĵ��ۣ����F���e����ķ�ȬF�ּӹ���ı��������۾��ܿ��������ӹ���ı����÷Ŵ��R���@�R�����^�쵽���@��������ӹ���ı���ֲڶȣ��^ȥ�Q�����❍�ȡ�����Ҏ������ֲڶȵą����ɸ߶ȅ������g�������;C�υ����M�ɡ�
�@���R��ęCе�ӹ������У�ȥ�����Ϸ�ʽ���o������ʽ���L���ӹ�����
ȥ�����ϼӹ���ʽ�У�ĥ������ĥ�����⡢늻�
�o�����ӹ���ʽ�У��L���������R�湤�ߣ����D����
����D���ˈD�Ρ��ߴ��@�⣬߀���������������_����һЩ�|��Ҫ��һ��Q�鼼�gҪ���gҪ��ă���ͨ���У�����ֲڶȡ��ߴ繫��Π��λ�ù�����ϼ����̎�� ������̎���ȡ������Ƚ�B����ֲڶȼ���ע����
�ӹ���������
|
��������
|
����ֲڶ�(Ra)��ֵ
|
�ӹ������e��
|
| ���@��Ҋ���� |
Ra100,Ra50,Ra25 |
��܇,����,���,�@�� |
| Ҋ���� |
Ra12,5,Ra6,3,Ra3,2 |
��܇,����,���,���q,��ĥ |
| ����Ҋ�ӹ����E,�q�ӹ����� |
Ra1,6,Ra0,8,Ra0,4 |
��܇,��ĥ,���q,��ĥ |
| ������� |
Ra0,2,Ra0,1,Ra0,05 |
��ĥ,��ĥ,����ĥ,���� |
��������ֲڶȵĸ���
�ڙCе�W�У��ֲڶ�ָ�ӹ������Ͼ��е��^С�g��ͷ�����M�ɵ��^���Π����ԡ����ǻ��Q���о��Ć��}֮һ������ֲڶ�һ�����������õļӹ������������������γɵģ�����ӹ��^���е����c��������g��Ħ������м���x�r����ӽ��ٵ�����׃���Լ���ˇϵ�y�еĸ��l��ӵȡ����ڼӹ������������ϵIJ�ͬ�����ӹ��������º��E����\�����ܡ��Π�ͼy�����в�e������ֲڶ��c�Cе�����������|����ĥ�ԡ�ƣ�ڏ��ȡ����|���ȡ���Ӻ������������Pϵ�����Cе�aƷ��ʹ�É����Ϳɿ�������ҪӰ푡�
������潛�^�ӹ��������ܹ⻬�����Ŵ��^��s����ƽ������ֲڶȣ���ָ�ӹ������������Ͼ��е��^С�g���С������M�ɵ��^���Π�������һ����������ȡ�ļӹ����������������γɵġ��������Ĺ��ò�ͬ������ı���ֲڶȅ���ֵҲ��һ�ӡ�����D��Ҫ��ע����ֲڶȷ�̖�������f��ԓ�����깤����_���ı������ԡ�
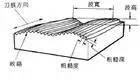
�oՓ�����ķN�ӹ��������@�õ�������棬�����ǽ^��ƽ���⻬�ģ������@�R����Ŵ��R�����^�죬�����ÿ��Կ����^�ķ�Ȳ�ƽ���E����D1��ʾ���������@�N�^��ƽ�� ��r�� һ�����ܵ����c����g���\�ӡ�Ħ�����C������Ӽ����������׃�εȸ��N���ص�Ӱ푶��γɵġ������������е��@�N�^С�g��ͷ�����M�ɵ��^���Π��������Q��� ��ֲڶȡ�
����ֲڶ����u����������|����һ헼��gָ�ˣ����������������|����ĥ�ԡ����������ԡ����|���ȡ���ƣ�ڏ��ȡ��ܷ����|�����^�ȶ�������Ӱ푡���ˣ��D����Ҫ������ ���Ĺ���Ҫ������ı���ֲڶ�����������Ҏ�����u������ֲڶȵ���Ҫ������݆�����gƽ��ƫ��Ra������ָ��ȡ���L��L�����ȣ��a�y݆�����ϸ��c�����ʾ��ľ��xyi����D2�������gƽ��ֵ������ָ��ȡ���L��L�����ȣ����y݆ �����ϸ��c�����ʾ��ľ��xyi����D12�������gƽ��ֵ�������±�ʾ��-----------����Ʊ�ʾ�飺----------- ݆�����gƽ��ƫ�����늄�݆���x�y�����\���^���Ƀx���Ԅ���ɡ�����GB/T1031—1995FҎ��������߀��GB/T3525——2000�Կ�ͬ�r��醣�,Ra��ֵ��С�����������څƽ���⻬ ��Ra�Ĕ�ֵ������������ֲڡ�
����ֲڶȸ߶ȅ�����3�N��
1��݆�����gƽ��ƫ��Ra
��ȡ���L�ȃȣ��y������(Y����݆�����ϵ��c�c���ʾ�֮�g���x�^��ֵ�����gƽ��ֵ��
2���^��ƽ��ʮ�c�߶�Rz
ָ��ȡ���L�ȃ�5�����݆����ߵ�ƽ��ֵ��5�����݆�������ƽ��ֵ֮�͡�
3��݆�����߶�Ry
��ȡ���L�ȃȣ�݆����߷�픾�����ȵ�֮�g�ľ��x��
һ��Cе���칤�I����Ҫ�x��Ra��Raֵ�����й�ʽӋ�㣺 Ra=1/l ∫t0|Y(x)|dx����ƞ�Ra= 1/n ∑|Yi|��ʽ�У�Y��݆�����ϵ��c�����ʾ�(�о���֮�g�ľ��x��ι��ȡ���L�ȡ�
�ֲڶȶ����ڱ���䓰壬���䓰�Ϳ��ǰ���Ҫ��һ���ôֲڶȣ���t�����ҧ�������㣬����Ó�䡣
�����γ�ԭ��
����ֲڶ��γɵ�ԭ����Ҫ�У�
1���ӹ��^���еĵ��ۣ�
2���������x�r������׃�Σ�
3�������c�Ѽӹ������g��Ħ����
4����ˇϵ�y�ĸ��l��ӡ�
�ġ���Ҫ���F
����ֲڶ���Ҫ���F�����ׂ����棺
1�� ����ֲڶ�Ӱ��������ĥ�ԡ�����Խ�ֲڣ���ϱ����g����Ч���|��eԽС������Խ��ĥ�p��Խ�졣
2�� ����ֲڶ�Ӱ�������|�ķ����ԡ����g϶��ρ��f������Խ�ֲڣ���Խ��ĥ�p��ʹ�����^�����g϶��u�����^ӯ��ρ��f�������b��r���^��Dƽ���pС�ˌ��H��Ч�^ӯ���������Y���ȡ�
3�� ����ֲڶ�Ӱ������ƣ�ڏ��ȡ��ֲ�����ı�������^��IJ��ȣ���������ȱ�ں��Ѽyһ�ӣ����������к����У��Ķ�Ӱ������ƣ�ڏ��ȡ�
4�� ����ֲڶ�Ӱ�����Ŀ����g�ԡ��ֲڵı��棬��ʹ���g�Ԛ��w��Һ�wͨ�^������^���ȝB�뵽���كȌӣ���ɱ��港�g��
5�� ����ֲڶ�Ӱ�������ܷ��ԡ��ֲڵı���֮�g�o�����ܵ��N�ϣ����w��Һ�wͨ�^���|���g�Ŀp϶�B©��
6������ֲڶ�Ӱ�����Ľ��|���ȡ����|����������Y���������������£��ֿ����|׃�ε��������C���Ą����ںܴ�̶���ȡ�Q�ڸ����֮�g�Ľ��|���ȡ�
7��Ӱ�����Ĝy�����ȡ�������y����͜y�����ߜy����ı���ֲڶȶ���ֱ��Ӱ표y���ľ��ȣ��������ھ��ܜy���r��
���⣬����ֲڶȌ�������Ϳ�ӡ������Ժͽ��|��衢����������ݗ�����ܡ�Һ�w�͚��w���ӵ����������w�����������ͨ�ȶ����в�ͬ�̶ȵ�Ӱ푡�
�塢����ֲڶȵ��x��
����ֲڶȅ���ֵ���x�ã���ԓ��Ҫ�M���������Ĺ���Ҫ����Ҫ���]���������ԡ����w�x�Õr���Ʌ������е��������D����ȷ��_�����ڝM���������Ҫ��ǰ���£����M���x���^��ı���ֲڶȅ���ֵ���Խ��ͼӹ��ɱ���һ����f������Ĺ������桢��ϱ��桢�ܷ���桢�\���ٶȸߺ͆�λ�������Ħ������� ��������ƽ���⻬�̶�Ҫ��ߣ�����ֵ��ȡСЩ���ǹ������桢����ϱ��桢�ߴ羫�ȵ͵ı��棬����ֵ������Raֵ�c�ӹ��������Pϵ���䑪�Ì������ɹ��x�Õr������
��������ֲڶȵ�ע����GB—T131——1993��
��һ�� ����ֲڶȴ�������̖
����ֲڶȴ�̖�ɱ���ֲڶȷ�̖�������܇���ע�ı���ֲڶȔ�ֵ�����PҎ����̖���M�ɡ�
��1������ֲڶȷ�̖���䮋������D5��ʾ������ֲڶȷ�̖�ijߴ��С�����D6Ҏ�������xȡ��
��2���ڶȔ�ֵ�������PҎ���ڷ�̖�е�ע��λ�ã���D5��ʾ����ע�������£� 1�����ñ���ֲڶȅ���ֵRa�r��ʡ�Է�̖Ra��ֻ���䔵ֵע���ڱ���ֲڶȷ�̖�Ϸ�����λ���ף�FM������D7��
2���ʱ���ֲڶȵ�������������݆�����߶�Rz�r�������䅢��ֵǰע�������ķ�̖����λ���ף�FM����Ҋ�D8��
3������Ҫ��ʾȡ���L�ȡ�ָ���ļӹ�������僸���������̎����Ҫ����Ƽӹ��y������r����ע����D9��
������ ����ֲڶȴ�̖�ڈD���ϵ�ע����Ҋ�D10��

�D10 ����ֲڶ��ڈD���е�ע��
�ߡ�����ֲڶȵĜy�����÷�������
1�����^��
������ֲڶȱ��^�ӉK�����Q�ӉK���D1������ҕ�X���|�X�c���y������^���Д౻�y����ֲڶ��ஔ����һ��ֵ����y���䷴��⏊׃�����u������ֲڶ�(Ҋ����y�L���g)���ӉK��һ����ƽ���A������Ľ��ىK�����潛ĥ��܇���M��㊡��ٵ������ӹ�����T�������T�칤ˇ�ȼӹ������в�ͬ�ı���ֲڶȡ��Еr��ֱ�ӏĹ������x����Ʒ���^�y�����u���ϸ������ӉK�����ØӉK����ҕ�X���|�X�u������ֲڶȵķ����mȻ���㣬�����ܵ����^����Ӱ푣������ܵó����_�ı���ֲڶȔ�ֵ��
2���|ᘷ�
����ᘼ����ʰ돽�� 2�����ҵĽ���ʯ�|��ر��y���澏�����У�����ʯ�|ᘵ�����λ������늌Wʽ�L�Ȃ������D�Q�����̖�����ŴV����Ӌ������@ʾ�x��ָʾ������ֲڶȔ�ֵ��Ҳ����ӛ���ӛ䛱��y����݆��������һ�㌢�H���@ʾ����ֲڶȔ�ֵ�Ĝy�����߷Q�����ֲڶȜy���x��Ҋ�ʈD����ͬ�r��ӛ䛱���݆�������ķQ�����ֲڶ�݆���x�����Q݆���x���D2���@�ɷN�y�����߶������Ӌ���·�����Ӌ��C�������Ԅ�Ӌ���݆�����gƽ��ƫ��Rα���^��ƽ��ʮ�c�߶�RZ��݆�����߶�Ry��������N�u���������y��Ч�ʸߣ��m���ڜy��Rα��0.025��6.3�ı���ֲڶȡ�
3�����з�
�⾀ͨ�^�M�p���γɵĹ⎧Ͷ�䵽���y�����ϣ������c���y����Ľ������γɵ�݆��������y������ֲڶȣ��D3�����ɹ�Դ����Ĺ⽛�۹��R���M�p�����R1����45°�ăAб�nj��M�pͶӰ�����y���棬�γɱ��y����Ľ���݆���D�Σ�Ȼ��ͨ�^���R 2���ˈD�ηŴ��Ͷ�䵽�ք����ϡ����ÜyĿ�R���x����݆���D��δʾ�����x��hֵ��Ӌ���õ�H ֵ�����ô˷��ı���ֲڶȜy�����߷Q������@�R�����m���ڜy��RZ��Ry��0.8��100�ı���ֲڶȣ���Ҫ�˹�ȡ�c���y��Ч�ʵ͡�
4�����淨
���ùⲨ����ԭ�� (Ҋƽ��������y�L���g)�����y������Π��`���Ը���l�y�D���@ʾ�����������÷Ŵ��� �����_500�������@�R���@Щ����l�y���^���ַŴ���M�Мy�����Եó����y����ֲڶȡ����ô˷��ı���ֲڶȜy�����߷Q������@�R���@�N�����m���ڜy��Rz��Ry�� 0.025��0.8�ı���ֲڶȡ�
�ˡ�����ֲڶ��c����❍�ȵą^�e 1������ֲڶ�(surface roughness)
�ӹ������Ͼ��е��^С�g��ͷ�����M�ɵ��^���Π����ԡ����ǻ��Q���о��Ć��}֮һ������ֲڶ�һ�����������õļӹ������������������γɵģ�����ӹ��^���е����c��������g��Ħ������м���x�r����ӽ��ٵ�����׃���Լ���ˇϵ�y�еĸ��l��ӵȡ����ڼӹ������������ϵIJ�ͬ�����ӹ��������º��E����\�����ܡ��Π�ͼy�����в�e������ֲڶ��c�Cе�����������|����ĥ�ԡ�ƣ�ڏ��ȡ����|���ȡ���Ӻ������������Pϵ�����Cе�aƷ��ʹ�É����Ϳɿ�������ҪӰ푡��Ͱ��ע����Ra��
Ra(݆�����gƽ��ƫ��):��ȡ���L��L��݆��ƫ��^��ֵ�����gƽ��ֵ��
2������❍�ȱ���ֲڶȵ���һ�Q��������❍�� �ǰ��˵�ҕ�X�^�c������ģ�������ֲڶ��ǰ������^���Π�Č��H������ġ�80�����,�Ԟ��c���H�˜�(ISO)��܉,�Ї����ñ���ֲڶȶ��Uֹ�˱���❍�� .�ڱ���ֲڶȇ��Ҙ˜�GB3505-83��GB1031-83�C������❍�ȵ��Ѳ��ٲ��á�
�䌍,������Ҫ�����ֲ�ͬ,���������Č��ձ�.�ֲڶ��Мy����Ӌ�㹫ʽ,���❍��ֻ���ØӰ�Ҏ����,�������f,�ôֲڶȱ�ʾ���ƌW��֔�ˡ�
|

