|
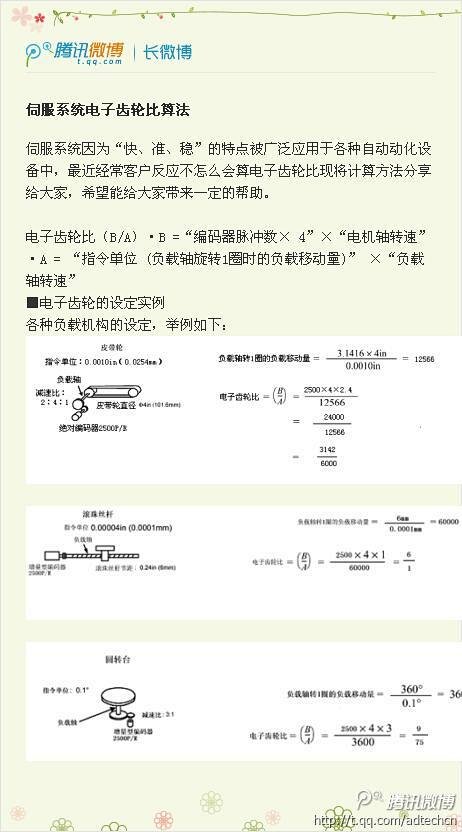
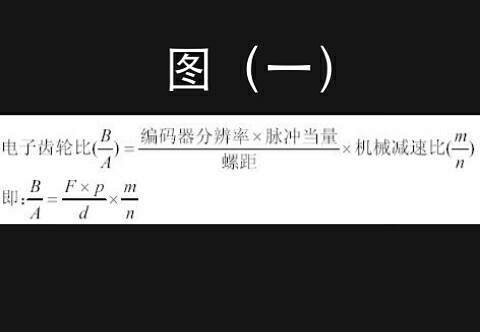
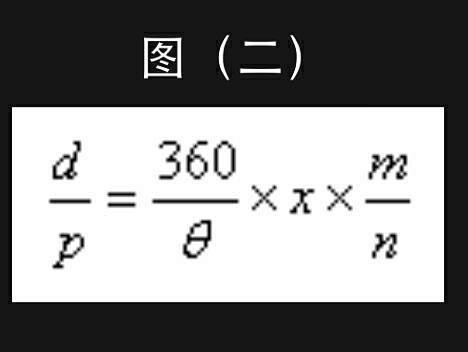
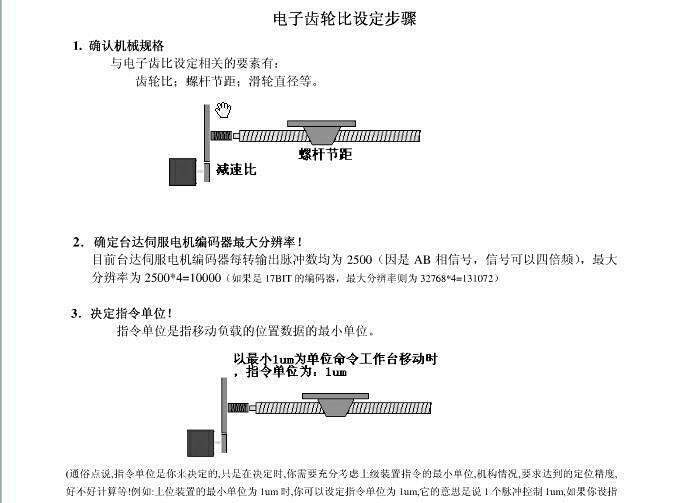
���P������X݆�ȡ�����X݆�ȵ�2�����ܣ�1������������O��ÿ��λָ���}�_������늙C���ٶȺ�λ����(�}�_����)��2������λ���������}�_�l������(���ݔ���l��)�����ԫ@�������ٶȕr������ͨ�^����X݆����(ָ���}�_���l)�팦ָ���}�_�M��×N���l�� ����X݆�Ⱦ��nj��ŷ����ܵ���λ�C���}�_�l���M�зŴ���߿sС������һ����������ӣ�һ�����ĸ������Ӵ��ڷ�ĸ���ǷŴ������С�ڷ�ĸ���ǿsС�����磺��λ�Cݔ���l��100HZ������X݆�ȷ����O��1����ĸ�O��2����ô�ŷ����H�\���ٶȰ���50HZ���}�_���M�С���λ�Cݔ���l��100HZ������X݆�ȷ����O��2����ĸ�O��1����ô�ŷ����H�\���ٶȰ���200HZ���}�_���M�С� Ӌ������X݆�ȣ�B/A�� ���ׂ���� ���a���ֱ���(F)���ŷ�늙C�S���DһȦ�����}�_�������ŷ�늙C����ƣ��ڌ������f�����ȿɴ_�����a���ķֱ��ʡ� ÿ�D�}�_��(f)���z���D��һȦ�����}�_���� �}�_����(p)������ϵ�y����λ�C���l��һ���}�_�r���z���Ƅӵ�ֱ�����x�����D�S�D�ӵĶȔ���Ҳ�ǔ���ϵ�y���ܿ��Ƶ���С���x���@��ֵԽС�������N�a����Խ�������ߵļӹ����Ⱥͱ����|�����}�_�������O��ֵ�Q���C��������M�o�ٶȣ����M�o�ٶ��ٶȝM��Ҫ�����r�£������O���^С���}�_������ �ݾ�(d)���ݼy���������������c֮�g���S����x�� ����X݆��Ӌ�㹫ʽ��D��һ���� �����M늙C�}�_�����ͼ��֔����Pϵ�� �ڌ��H�{���r���ȴ_���}�_�������ڸ����PϵʽӋ�㼚�֔������ȴ_�����֔�����Ӌ���}�_������ ��D�������� ���У� x��ʾ���M�������֔��� θ��ʾ���M늙C����ǡ� �� �P�����D�S�� �cֱ���\���S��ȅ^�e���ڣ����D�S���ݾ�ֵ��360������Ӌ����ͬ��ֻ�茢�ݾ�ֵ�Q��360�� ���M�o���}�_�ٶ��Լ��L��z�܌���֮�g���Pϵ 1��ʹ�ò��M늙C�r����С�M�o�� S=E*Ph*A/360 S����С�M�o����mm E�����M늙C�������IJ��M�Ƕȣ��� Ph���L��z�ܵČ��̣�mm A���p�ٱȣ����L��z���D��/늙C�D�� 2��ʹ���ŷ�늙C�r�ķֱ��� S=Ph*A/B S����С�M�o����mm Ph���L��z�ܵČ��� A���p�ٱȣ����L��z���D��/늙C�D�� B���ǶȜyԇ�x�������ķֱ��ʣ���ÿ�D�}�_����p/rev 3��ʹ�ò��M늙C�r�}�_�ٶȵ�Ӌ�� F=V*1000/S F���}�_�ٶȣ�Hz V���M�o�ٶȣ�m/s S����С�M�o����mm 4���L��z�܌��̵�Ӌ�� Ph=60000V/N/A Ph���L��z�ܵČ��� V���M�o�ٶȣ�m/s N��늙C���~���D�٣�rpm A���p�ٱȣ����L��z���D��/늙C�D�� ���Y����������ʽ֪�����L��z�ܵ���С�M�o�����侫�ț]���Pϵ���ڌ��Hʹ���в�Ҫ�J��ϵ�y����С�M�o��ԽС�t��z�ܵľ���ҲԽ�ߡ�Ҫ��ʹ��С�M�o�����F��С�������ϵ�y�ķֱ��ʣ����ԣ� �٣�������߲��M늙C�������ļ��֔�/�ŷ�늙C�ǶȜyԇ�x�������ķֱ��ʣ� �ڣ��pС�z�ܵČ��̣� �ۣ���׃�p�ٱȡ�

|

