|
����The application of Danfoss Center Winder Option in the heat setting machine
����ժ Ҫ���ᶨ�͙Cĩ���վ�����Џ����F�ȿ��Ƶ�Ҫ��һ���Q�k�����^���y������˹���\�ӿ��ƿ��кܸ߾��ȵĿ������������ϵ���˹������@�ИI�_�l�����ľ��@�����ܺܺõؽ�Q�@�����}�����Ľ�B���õ���˹׃�l�������ľ��@�����F�������F�ȿ���Ҫ������ľ��@���k���ͽ�
�����P�I�~�� ����˹׃�l�� �����F�� ���ľ��@
����Abstract: It is difficult to control the winder of heat setting machine if the tapered
tension control is needed. Danfosss motion control card has high precision control
ability, add the software developed by Danfoss specially for center winder, it can
been used in these application. The document will discuss the solution and
experience of Danfoss center winder option card used in stress-relieving control.
����Key words: Danfoss VLT Tapered-Tension Center-Winder
�������ԣ�
�����Ϻ�̫ƽ���Cе�����O������˾ӡȾ�Cе�ֹ�˾���a�ĵ�LSR800�ᶨ�͙C�ɹ�����������߄���������֮�ã��_�����H���Mˮƽ�������վ�����ϵ�y��M��ߙn���Q�͑����F�ȿ��Ƶĸ��y��Ҫ���ز��õ���˹FC302ϵ�и�����׃�l�������ľ��@����ȡ���˺ܺõĿ���Ч�������õĽ���Ч�档
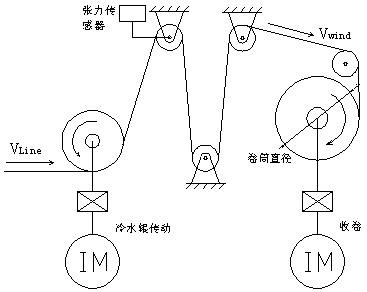
����һ�� LSR800�ᶨ�͙C�վ�C�Ĺ���ԭ����
���� ��Dһ��ʾ��LSR800�ᶨ�͙C�վ�Cǰ������ˮ݁������Danfoss VLT AutomationDrive FC301ϵ�����������ٶȿ��ƣ�늙C���b�о��a������������ˮ݁�������ٶȷ������ֿ��������վ����ƵĿ��タ�ٶ�ǰ���z�y���վ���Ͳ��Ͳ�rֱ��170���ף��MͲ�r��1400���ף��폽׃���s8�����վ���Ͳ����Danfoss Automation FC302ϵ�и��������������b���ľ��@�������g�b�Џ����z�y݁��
�����Dһ��LSR800�ᶨ�͙C�վ�C�Y���D
���� 
�������� ����˹���ľ��@���Ĺ��ܣ�
��������˹���ľ��@���ϵĽӿڶ������҈D��ʾ��
���� X55�龎�a��2ݔ��ӿڣ�ȱʡ�����B�ӱ��C���a����
���� X56�龎�a��1ݔ��ӿڣ�ȱʡ�����B�Ӿ��ٶșz�y���a����
���� X57��10�˿ڔ�����������̖ݔ�룻
���� X58��24VDC�Դ��
���� X59��8�˿ڔ�����������̖ݔ����
�����D��������˹���ľ��@�����ΈD
����

��������˹���ľ��@�������P�I�Ĺ����Ǿ폽Ӌ�㡣һ��폽��3�Йz�y��ʽ��һ�������ֱ�Ӝy����������Ҫ�F�����b���������ɱ�����ߣ����ҹ��������ӣ����Ԍ��Hһ���^�ٲ��ã�������ȷe�ַ������c�ǿ��ƺ��Σ�����ȱ���`���ԣ����aƷƷ�N׃���r��Ҫ�{�������������N��ʽ�龀�ٶ�Ӌ�㷨��������ʽ ������D���ٶșz�y�ǹ̶���׃�ģ�����ͨ�^�z�y���ٶșz�y݆���D�ٺ;�Ͳ���D�پ��������Ͳ�Į�ǰֱ�����@�N�k��Ӌ�㾫���^�ߣ��������ھ��ٶșz�y�;�Ͳ�D�ٙz�y��������ϵ�y�����еģ������ڌ��H�F���в��õ���ࡣ
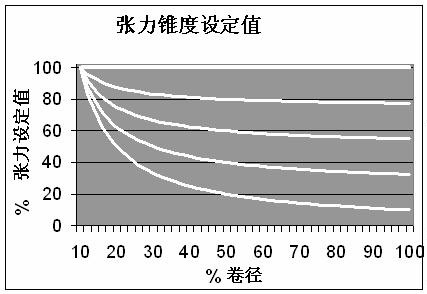
�������˾�Ͳֱ�������ܸ����������F���O���o�������F�ȵ��O��ֵ������˹���ľ��@���ď����F���O��ֵ׃��������D�ģ��������F���O��0�r����ʾ�㏈���������O��ֵ�c�폽�o�P���������F���O��100%�r����ʾ���D�أ��폽ÿ����һ�������͜pСһ�롣
�����D���������F���O��ֵ����
����
�������� ����˹���ľ��@���ą����O�ü��{ԇ��
���������M���_�h�{ԇ��
����1. �O�Å���1924�������ٶȘ˶�ϵ����
�����Ȳ��Ͽ���ģ���Ͳ̎�ڿ�Ͳ��B��Ȼ���_�C�������ٶ��_������@�r��һ߅�{������1924��һ߅�^��׃�l���������LCP�Ͼ��ٶșz��ֵ���x����ֱ�����x������100000��ֹ��������ٶșz��ֵ�x����ֵؓ���f�������a�������Ƿ��ģ��tҪ���Q�����a����A��B��Ӿ���
����2. �O�Å���1925�����ٶ�ƥ�䡱
�����șz�酢��1905����С�폽���O���Ƿ����_������1905���O��ֵ��ԓ���� ��Ȼ�폽��λ����С�폽������PID�{�����P�]��������ͷe���O��0���������_�C�����ٶ��_�����ֵ���@�r���@�ٶ���ȫ�ɾ��ٶ�ǰ���Q����Ȼ��һ߅�{������1925��һ߅�^�y���@��ݔ�����ٶȣ�ֱ�����@��ݔ�����ٶ��cǰ�ξ��ٶȵČ��Hֵ��ͬ��
����3. �O�Å���1926�������@�D�٘˶�ϵ����
�����ڵڶ����Ļ��A���^�m������@�r��Ͳ�����\��������D�١�һ߅�{������1926��һ߅�^����@�D�ٙz��ֵ���x����ֱ�����@�D�ٙz��ֵ���x������100000��
����Ȼ���M���]�h�{ԇ��
����������İ��������a��ʽ�b���O���ϣ������ٶ��O��0��Ȼ���_�C���@�rPID�{������ԓ�_ʼ�������^��PID�{������ݔ������������H����С���O��ֵ����Ͳ��ԓ���٣�ע��ž�r�Ġ�r�����c���෴������֮��Ͳ�p�٣��f��PID�{�����ķ������_����������@�ӄt���t��PIDݔ���O�鷴�����O��PID�{��������ʹ��Ͳ�D�ٷ�������������߾��ٶȣ�һ߅����һ߅����PID�{��������ֱ�����C�_��ȫ�٣�ϵ�yҲ�ܷ����\�С�
�����ġ� �\��Ч����
���� �������Ȝʂ乤����֣����ϵ���˹�ṩ���{ԇ���ߡ�MCT10ܛ���������㣬���������Ñ��F���{ԇһ�ξͳɹ���ϵ�y�_�C����δ���κι��ϡ�
���������īI
����[1] MCO352���ľ��@��ʹ���f��. MG.33.T1.02. Danfoss A/S
����[2] FC300����ָ��. MG.33.M3.41 Danfoss A/S
����
�@ȡ����������֧�֣�Ո����Ϻ�����׃�l������˾�Wվ www.sinodrive.com �� www.4008886560.com ���ܴ��Ϻ�����׃�l�����I��������7/24���g֧�֟ᾀ400-888-6560���S�r�c�҂�ϵ��
|

