|
ժҪ:�������OӋ�ęCе�����ϵ�y���x��Wķ����˾CP1H-X40DT-DPLC�����_���b�����ϵ�y����ϵ�y�����M����I/O�c���䡢PLC�ⲿ�Ӿ��D������������̈D�OӋ�����F�˼��幩�͡����b��aƷݔ�͡������b���_�䡢���z�������εȹ����^�̵��Ԅӿ��ơ����кܸߵĿɿ��Ժ��ԃr�ȡ�
0 ����
�_���b�����ϵ�y���S�����b���I�����P�ƌW���g���F�������I�lչ���lչ���������C��늡��⡢�⡢���Ş�һ�w�������a�^���аѽ��^�Ȱ��b����Ʒ�b�����ӵęCе���ǮaƷ���b���F�Cе�����Ԅӻ����P�I֮һ��Ŀǰ�ڇ�����aƷ���a�ЏV�����ã���������������aЧ�ʣ��p�p�ڄӏ��ȣ����ƹ����l�����������a���\ݔ�ɱ���ͬ�r���aƷ���b����ã������aƷ���Ј��������������ܝM���坍�l����Ҫ���m����Ҏģ���a����Ҫ�����n�}�M���������Շ��������M���g�Ļ��A�ϣ��Y���҇����飬������һ�N�V���m���ڰ��b�ИI����Ч�h����ȫ�Ԅ��_���b�����ϵ�y��ԓ�O����Ҫ�ЙCе����Ӽ����ƵȲ��ֽM�ɡ����Ʋ����DZ��Cԓ�_���b�����ϵ�y�������ɿ��\�е��P�I�����¾Ϳ��Ʋ�����һ��B��
1 �_���b�����ϵ�y�ĽY��������ԭ��
1.1 �_���b�����ϵ�y�ĽY��
ԓ�_���b�����ϵ�y�����³�ʽ�_���b�����ϵ�y���錍�Fȫ�ԄӰ��b�^�̣������ײ��ֽM��:�ټ��幩�Ͳ�����Ҫ�м��僦��^�����������C��������ݔ�͙C��;�ڴ��b��aƷݔ�Ͳ�����Ҫ�д��b��aƷ����ݔ�͂��͎����ֽM�C��;�ۼ����b���_�䲿����Ҫ�д��b��aƷ�b��C�����aƷ�����³��_��C��;�܇��z�������β�����Ҫ����ݔ��朙C����ǰ���z�����҇��z��ʩ���b�á�����ݔ���b�á���Y��ʾ��D��D1��ʾ��
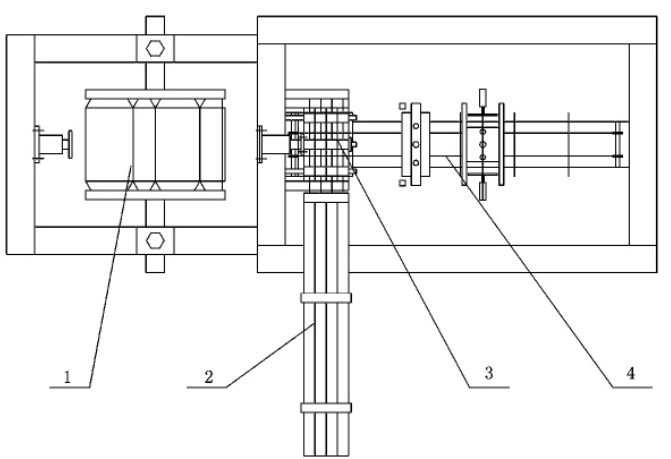
1-���幩�Ͳ���;2-���b��aƷݔ�Ͳ���;3-�����b����Ͳ���;4-���z�������Ͳ���
�D1�_���b�����ϵ�y�Y��ʾ��D
1.2�_���b�����ϵ�y�Ĺ���ԭ��
ԓ�C������c����һ퓸������b�Y����ʽ�����^���۵ļ������b��Ʒ��ͬ�r�Ԅ��ۯB�ɼ����M���b�d��Ʒ���乤��ԭ����:���ѹ��b��������ݔ�͎�ݔ�͵��ֽMݔ�͙C���M�а��b�ֽM���M���b��C����ͬ�r�Ώ������ɼ��������C������ļ��僦��^���£��ŵ�����ݔ�͙C����ݔ�͵��b��C��̎��Ȼ���Sͬ����һ���ɮaƷ�����³��_��C��̎�½�����ݔ��朙C�������@һ�^���У����尴���ۺ��M���˳������_�䣬�S����ݔ��朙C���gЪʽ��ݔ���^����ɇ��z��ʩ��ճ�ϡ�����ݔ�����b�C������������b�^�̡�����b��ˇ������D2��ʾ��
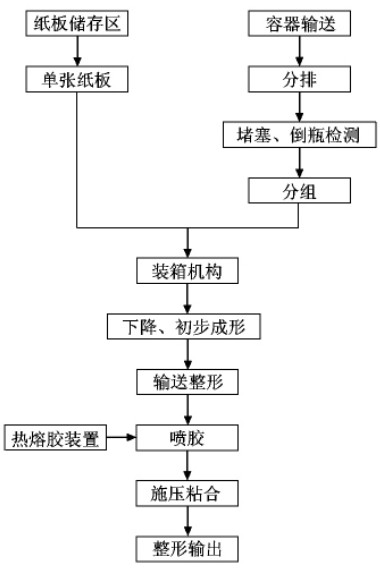
�D2���b��ˇ���̈D
2 ����ϵ�y���OӋ
�_���b�����ϵ�y����������s���ɔ_��̖�ࡢ���b�aƷƷ�N��Ҏ�������c����˿ɾ��̿�����(PLC)��������������У��@�����PLC���й����ɿ������ɔ_���������c���I�F����ֱ̖��ݔ�롢ݔ���B�����ס����̺��Ρ����b�S����ȃ��c��
2.1 ����ϵ�y�M��
ԓ�_���b�����ϵ�y����ϵ�y����Ҫ�΄��Ǹ������b��aƷ�Ĺ�ˇ���̌��������M�Ѕf�{���ƣ����Ƅ�����Ҫ����:���幩�͡����b��aƷݔ�͡������b���_�䡢���z�������Ρ���������ϸ�����Ҫ���O�����ϵ�y��Ҫ��PLC�����N����_�P���ӽ��_�P�������_�P��늴��y�������ŷ�늙C�������ϵ�y�Ȳ��ֽM�ɣ������ԭ����D3��ʾ��
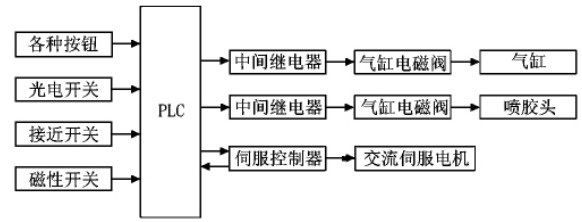
�D3����ԭ��D
2.2 PLC�x��
�_���b�����ϵ�y�Ĺ�����ʽ�֞��քӺ��Ԅ��B�mʽ2�N��ʽ�����]��ԓ�O��ݔ���c��21����ݔ���c��15�����ɿ��ԡ������ԣ�ԓ�O��������x�ÚWķ����˾���a��CP1H-X40DT-D��̖��PLC��ԓ��̖��PLC�Ǿ���24��ݔ���c��16��ݔ���c��������4�S�}�_ݔ�������Á�ͨ�^�ŷ�����ϵ�y���ƽ����ŷ�늙C����ȫ�ܝM���_���b�����ϵ�y�Ŀ����΄ա�
2.3 I/O��ַ�ķ���
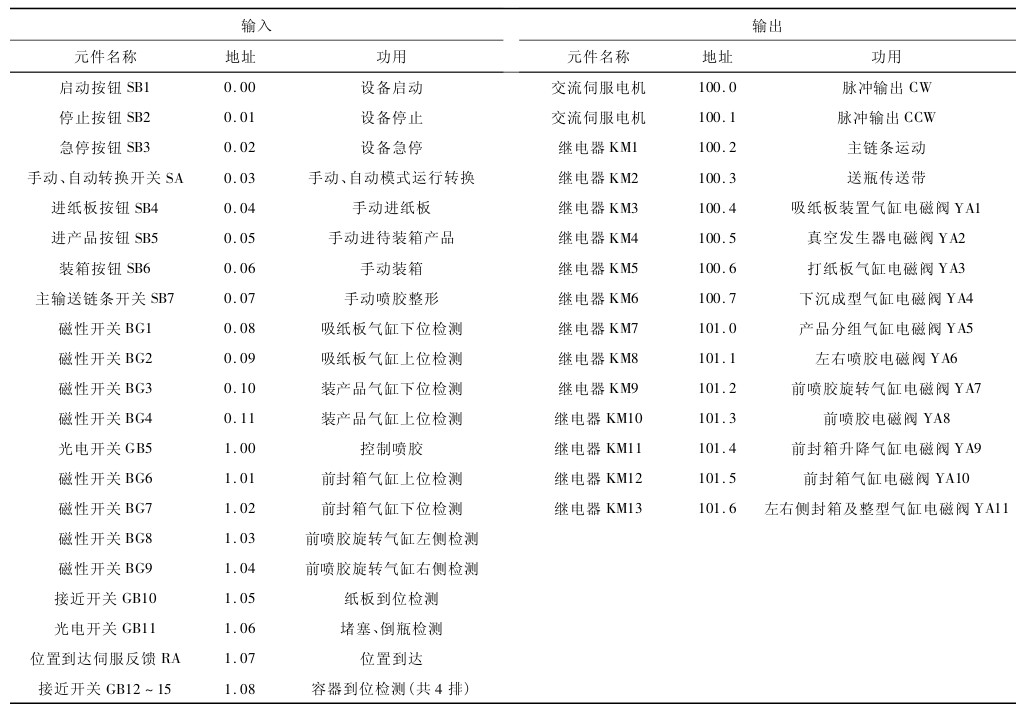
����PLC��ݔ�롢ݔ���c��������Ҫ��ԓ�_���b�����ϵ�yI/O��ַ�ķ������1��ʾ��
2.4 PLC�ⲿ�Ӿ��D
�����_���b�����ϵ�yݔ�롢ݔ���c��������Ҫ�����Ҫ��������ϵ�y�x�ÚWķ��CP1H-X40DT-D��PLC�����ⲿ�Ӿ���D4��ʾ��
2.5 �������̈D
�_���b�����ϵ�y(http://www.yuzhuangsh.com/)���Ə��s�������f�{�Ըߣ�����ڿ����г�������PLC�������؆�Ԫ�⣬߀�õ��˹���_�P�������_�P���ӽ��_�P�������ŷ�늙C��Ԫ�������Cԓ�O��ĸ߿ɿ��ԡ���ԓ���b�O�侎���^���п��]���{ԇ���S����Ҫ���乤��ģʽ�O�����քӺ��ԄӃɷN���Ʒ�ʽ����������̈D��D5��ʾ��
��1 I/O��ַ����ֵ
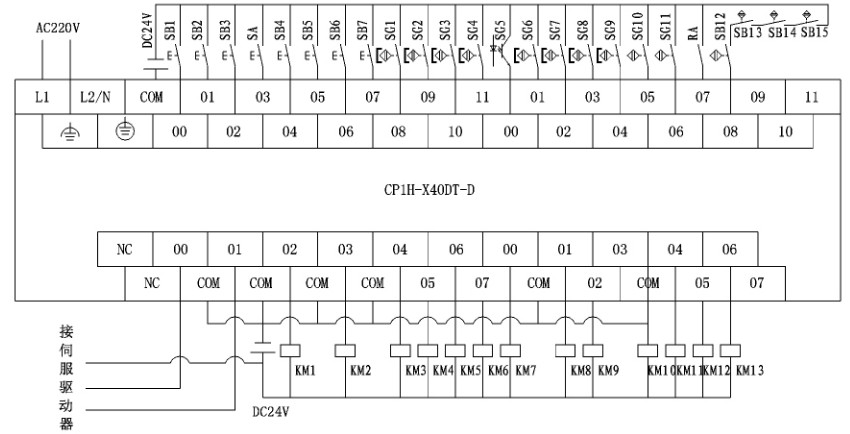
�D4PLC�ⲿ�Ӿ�ʾ��D
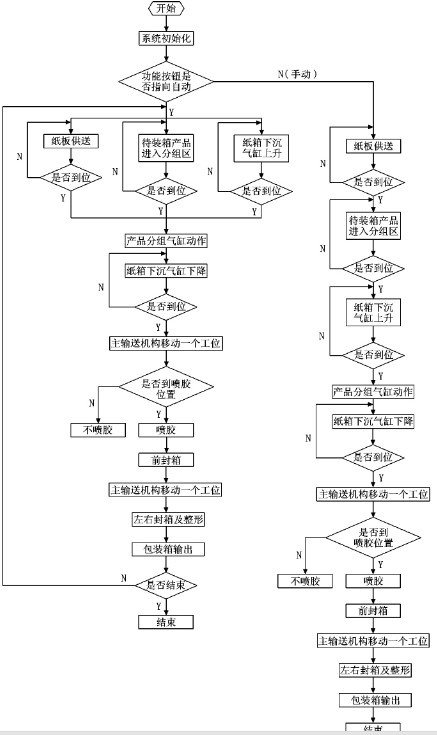
�D5�������̈D
3 �YՓ
���������Շ�����ͬ��_���b�����ϵ�y�Ļ��A�ϣ������ʹ�Ú���b�ô���Cе�b�ã������˙Cе����朣�ʹԓ�O���\�ӿɿ��Ը��ߡ������ڌ��_���b�����ϵ�y�Ĺ���ԭ�������OӋ�ęCе�����ϵ�y�о��Ļ��A�ϣ���PLC��������I/O�c���M�з��䣬���OӋ��PLC�Ӿ��D������������̈D�����Ƶ��_���b�����ϵ�y�r��ͣ��ɿ��Ըߣ��،����Ĵ����M���O�䣬��׃ĿǰʳƷ����ϵ��ИI���b��F����҇���I������aЧ�ʵ춨�����|���A��
�����īI
|

