|
ժ Ҫ���ں�Ҫ��B���b�C�C�ԭ���Ļ��A(ch��)�ϣ�����ӑՓ�����_�_��һ�C��Ԅӻ�ƽ�_���\�ӿ���ϵ�y(t��ng)�����O(sh��)Ӌ���o�����S��λ�cԭ�c�ؚw���P(gu��n)�I�h(hu��n)��(ji��)���g(sh��)��(y��ng)�Ô�(sh��)��(j��)��
�P(gu��n)�I�~���ŷ��\�ӿ��� PR���S��λ���� ��(sh��)��(j��)���Q
����
ըˎ�����b�C�����黯ըˎa(ch��n)Ʒ�����a(ch��n)�����Ͱ��b������C�һ�w���a(ch��n)Ʒ�������b�C������ϵ�y(t��ng)�ɿ���Ҫ��ܸߣ�ͬ�rҪ��S��ʹ�÷��㡣ͨ�^ͬ��Ԅӻ����^������x���_�_���I(y��)�Ԅӻ��a(ch��n)Ʒƽ�_����ԓ���b�C��ȫϵ�к��Ŀ���ϵ�y(t��ng)��
ԓ����ϵ�y(t��ng)��������DELTA���_�_��AEϵ���˙C���桢 EHϵ��PLC��ASD��AB�ŷ�ϵ�y(t��ng)�Ȯa(ch��n)Ʒ��ϵ�y(t��ng)���ɣ�������a(ch��n)Ʒ�Ĕ�(sh��)��(j��)ͨӍ�����܉���`��ؘ�(g��u)����Ʒ�����ASD��AB�ŷ�ϵ�y(t��ng)�����ڂ��y(t��ng)��PLC�}�_�\�ӿ��Ʒ������пɿ��Ը��ߣ����Ƹ����ʵă�(y��u)�c��
�������cӑՓ��������_�_�ŷ���ͨӍ���ܺ�pr���S��λ���܁팍�F(xi��n)�ŷ����\�ӿ��ƺͮa(ch��n)Ʒ��(sh��)��(j��)���Q��
�Cе�Y(ji��)��(g��u)��ˇҪ��
ԭ���Y(ji��)��(g��u)
ըˎ���b�C��ըˎ���a(ch��n)���ϵ��P(gu��n)�I���O(sh��)�� http://www.zaoche168.com����Ҫ�ɹ�λ���D(zhu��n)��λ�C��(g��u)���ŷ�늙C�(q��)���b�ýM�ɡ��ŷ�늙C����1:40�����ǜp�ٙC���(q��)�����D(zhu��n)��λ�C��(g��u)ÿ�����D(zhu��n)90�㡣��λ������ⲿ���һϵ�Є��������һ��ѭ�h(hu��n)��ըˎ�����ͷ��b���Cе�Y(ji��)��(g��u)��D1��ʾ�� 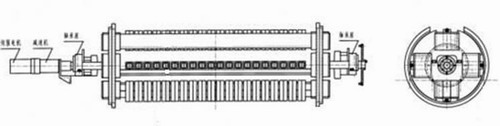 �D1 ���b�C�Cе�Y(ji��)��(g��u)
��ˇҪ��
���ŷ��߶�λ���ȣ�Ҫ��ÿ�ζ�λ�����^4���}�_;
�����b���ٶȣ��܉����ǰ�˹��b���a(ch��n)���������ٶȣ����F(xi��n)���D(zhu��n)��λ�C��(g��u)���D(zhu��n)�ٶ�1��50r/min���������{(di��o)��(ji��)����늙C�ٶ���0��2000r/min���{(di��o);
������ԭ�c�ؚw����;
���܉����˙C������ֱ�^���@ʾ�ŷ��Ĺ�����B(t��i)������Ϣ��
���b�C늿�ϵ�y(t��ng)�O(sh��)Ӌ
����ϵ�y(t��ng)��Ӳ�����úͼܘ�(g��u)
ͨ�^�������Cе��ˇ���c����Ҫ��ķ��� www.SOOQ.cn���_��������Ɔ�Ԫ�����_�_С���\�ӿ�������ͻ����EHϵ�� PLC���F(xi��n)���˙C�����x���_�_AEϵ��HMI10.4���|��������O(ji��n)�؆�Ԫ���\�ӿ��Ɔ�Ԫ�x��ASDA-ABϵ���ŷ��(q��)�ӆ�Ԫ���ټӹ��W(w��ng)���(qu��n)���У���늚�ϵ�y(t��ng)����Ӳ���ܘ�(g��u)��D2��ʾ���M����Ԅӻ�ƽ�_�ęC�һ�w��ϵ�y(t��ng)����Ҫ�� 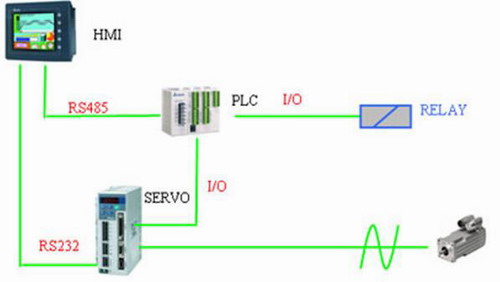 �D2 늚����ϵ�y(t��ng)Ӳ���ܘ�(g��u)
�_�_PR���S��λģʽ����ģʽ��(y��ng)��
PR���Ɔ��S��λ���Ʒ�ʽ���_�_ABϵ���ŷ�ϵ�y(t��ng)���й��ܣ�늙C���D(zhu��n)�Ķ�λ�ǶȺ��ŷ��ٶȷքe�Ƀ�(n��i)��λ�üĴ������ٶȼĴ����_�����總�������w��(y��ng)�����£�
��λ�üĴ���P1-15��P1-16��(n��i)��(sh��)ֵ�xֵ�R�_��λ�ƾ��x;
���ٶȼĴ���P2-36��(n��i)��(sh��)ֵ�xֵ�R�_λ�ƴ˶ξ��x���R�_��Ҫ�ٶ��O(sh��)��;
���� λ�üĴ������ٶȼĴ����O(sh��)��
|
����� |
POS2 |
POS2 |
POS2 |
CTRG |
����(y��ng)����(sh��) |
�f�� |
�Ƅ��ٶȼĴ��� |
|
P1 |
0 |
0 |
0 |
�� |
P1-15 |
Ȧ��(sh��)��+/-30000�� |
P2-36��V1�� |
|
P1-16 |
�}�_��+/-maxcnt�� |
��PRģʽDI GTRG �����|�l(f��)��̖�����ؽo�����ŷ��R�_���ռĴ���Ҏ(gu��)���\�ӣ���D3��ʾ�� 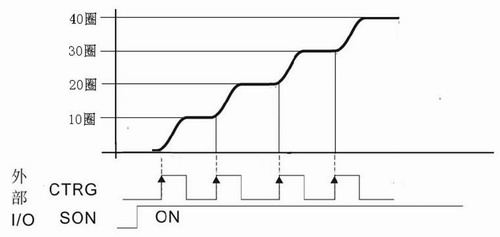
�D3 �_�_PR���S�����
�R�_��λ��ɺ�ݔ��TPOS��̖���R�_�ļӜp�������Ʌ���(sh��)P1-34,P1-35,P1-36Ҏ(gu��)����
���C�ŷ��\�ӵČ��F(xi��n)
�ŷ�늙C��(j��ng)�^1��40�p�ٙC�������D(zhu��n)��λ�C��(g��u)ÿ�����D(zhu��n)90�㣬�t�R�_ÿ����Ҫ���D(zhu��n)10Ȧ�����O(sh��)���ŷ�����(sh��)P1-15��(n��i)��λ��ָ��Ȧ��(sh��)�O(sh��)������(sh��)=10���O(sh��)��P1-16��(n��i)���ٶ�λ��ָ���}�_��(sh��)����(sh��)=0��
�ٶȼĴ���P2-36�����˙C�O(sh��)���ٶ�ֵ��40����HMI�O(sh��)�����D(zhu��n)��λ�ٶ�1��50������漰1��40�Ĝp���P(gu��n)ϵ���ʿ���ͨ�^HMI��ָ�(sh��)�W(xu��)�\����ɺ�ͨӍ���o���ŷ��Ĵ���P2-36��
�R�_�\�D(zhu��n)�����|�l(f��)DI��̖GTPG��̖��PLCݔ���c�o���������ŷ��R�_�\�D(zhu��n)��
�R�_�\�D(zhu��n)10Ȧ���_���90�㶨λ���ֹͣ�����(q��)������ݔ��DO��̖TPOSλ�õ��_��̖�oPLCݔ���c���Á����������ⲿ늚��·������
�ŷ���ԭ�c�����Č��F(xi��n)
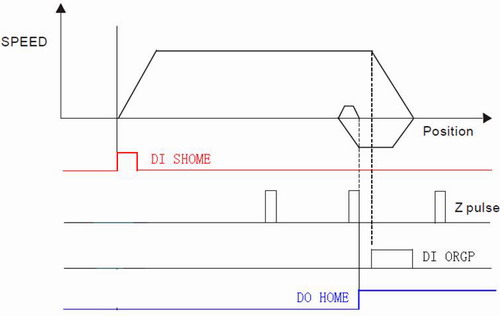
�D4�_�_�ŷ�ϵ�y(t��ng)ԭ�c�ؚw����
�^(q��)�e��һ���PLC�}�_���Ʒ�ʽ�z�y�ⲿ�������_�P(gu��n)���ԣ��_�_ABϵ���ŷ�ϵ�y(t��ng)����ԭ�c�ؚw���ܣ��ŷ��R�_�������Ҏ(gu��)�������ŷ��(q��)��������(sh��)P1-47�O(sh��)��Ҏ(gu��)����PLC����l(f��)���}�_������ɣ������Զ�λ�ھ��a����Z���}�_����λ���ȸ�,��D4��ʾ�����F(xi��n)�^�����£�
�ŷ�Ҏ(gu��)�����£�
��ԭ�c�ؚw��ʽ����(sh��)�O(sh��)��P1-47=202��
��ԭ�c�ؚw��һ���ٶ��O(sh��)��P1-48=1000r/min��ԭ�c�ؚw����ԭ�c�p���_�P(gu��n)ORGP���ٶ���
��ԭ�c�ؚw�ڶ����ٶ��O(sh��)��P1-49=20r/min���ҵ�ORGP���۷������ŷ��R�_Z����λ�}�_���ٶ���
��ԭ�c�ؚw�|�l(f��)SHOME,����̖��PLCݔ���c�o�����|�l(f��)�ŷ��R�_��ԭ�c���܆�����
���R�_����ԭ�c�ؚw��һ���ٶ��O(sh��)��P1-48=1000r/min������ԭ�c�p���_�P(gu��n)ORGP��
���R�_���ҵ�ORGP��p�ٵ��㣬���D(zhu��n)�������۷����ٶȰ���ԭ�c�ؚw�ڶ����ٶ��O(sh��)��P1-49=20r/min�����ŷ��R�_Z����λ��
����λ��Z���}�_���(q��)������ݔ��DO��̖HOME��ԭ�c�����̖�oPLCݔ���c���Á���������늚������
�ŷ���HMI�˙C�����g�Ĕ�(sh��)��(j��)���Q
�_�_AEϵ��HMI֧���p�˿�(li��n)�CͨӍ���ܣ���ͬ�r�B��2�N��ͬ�f(xi��)�h�Ŀ�����������ʹ��HMI��COM2�cPLC�M��RS485ͨӍ SooQ.cn�������O(sh��)��PLC �����еİ��o��Ԫ�������Ɍ�PLC���\�Р�B(t��i)������HMI�ϣ�����߀ʹ����HMI��COM1�cSERVO�M��RS232ͨӍ ��܇�W(w��ng)���(qu��n)�����������c�ŷ���(n��i)���Ĵ������Q��(sh��)��(j��)���_�_��HMIܛ�w߀�Խ��˺��_�_�ŷ���ͨӍ���ܣ�ֻ�躆�ε�HMI����Ҏ(gu��)�����ͿɌ��_�_�ŷ��Ĵ�����(n��i)�Ĕ�(sh��)ֵ�M���xȡ�͌��룬���@��һ�Ԅӻ�ƽ�_����ֱ�ӵ�ϵ�y(t��ng)���Ƀ�(y��u)�ݣ���D5��ʾ��  �D5 �_�_��ƽ�_�Ԅӻ�ϵ�y(t��ng)��B(t��i)��(sh��)��(j��)
�Y(ji��)�Z
�����ڂ��y(t��ng)�ŷ�λ�ÿ��ƣ����b�C��ˇ��(sh��)��(j��)���˙C�����O(sh��)�����ŷ�������ɣ��o��ʹ�Ì���PLC��λģ�K���Ɍ��F(xi��n)�߾��ȵ��\�Ӷ�λ���ƣ��ɱ��͡��侀���Σ���(sh��)��(j��)ͨӍ���Ʋ������������}�_�ܵ��ɔ_���}�_�Gʧ���}���ƿɿ����R�_�ٶȼĴ����O(sh��)����0��2000r/min������{(di��o)���o����PLCָ���}�_�l�ʣ�ͻ����PLC��λģ�K200K�}�_�l(f��)��������ƿ�i���ŷ��(q��)�����Ԏ���ԭ�c�ؚw���ܣ��O(sh��)�ú��Σ����Զ�λ�ھ��a��Z����λ����λ���ȸ��ߡ���ݵ�ͨӍ��ʽ������ͨ�^HMI���ŷ����Ѕ���(sh��)���ŷ�������B(t��i)���r�O(ji��n)�أ�����ֱ�^���S�o��ݡ�
�ڻ����_�_ȫϵ���Ԅӻ�����ϵ�y(t��ng)�đ�(y��ng)�ð����У������_�_�a(ch��n)ƷͨӍ���ܵă�(y��u)�ݺ��_�_ABϵ���ŷ��S�����\�ӿ��ƹ��ܣ��܉���`��Ę�(g��u)�����\�ӿ��Ʒ����������ڂ��y(t��ng)��PLC�}�_���Ʒ�ʽ���ԣ����пɿ��Ը��ߡ���(w��n)���Ը��õă�(y��u)�c��
|

 ��վ֩���ģ�壺
�Ļ����˾�Ʒ����������|
���¶��������ۺϽ�������|
����������Ļ�������|
͵��һ����������������Ƶ|
�ٸ��ػ�aһ����������|
��������ɫ|
������ѵĸ���Ƭ|
�þþù�������Һ|
������ҹ����Ʒ��������|
�����������츾����ʮ·����|
�ڹ�������ƵA������Ƶ|
�þ��й�����Av�� ���|
������Ů����������ڵ�|
������Ļ������Ѿþ�9һ��9|
�ݺ�ɫ�ݺ�ɫ�ۺ����ղ���|
��Ʒҹ��ӰԺ����ŷ��|
wwwŷ�����߹ۿ�|
777����ɫ�ݺݰ�ȥ��|
������ŷ�����߹ۿ�Ƭ
|
��Ʒ���λ�ɫ���߹ۿ�|
�ݺ�����ɫ����������Ļ|
���θ߳���ˮav�������|
������������ŷ�������ۺ�|
������������һ����������|
�����˳�����ַ���߿�|
ɫWWW���������Ƶ|
����һ��������Ʒ�þ���|
������Ļ�պ�����������|
����һ��������������Ƶ|
������ҹ���������߹ۿ�|
ɫ���Ͼž����߹�����Ʒ|
��������Ʒ���������˰�|
���˴ִ���������ҽ�����Ƶ
|
99��������ɫ��Ʒ����88|
�ձ��������������߰���ˮ|
С13����ϴ��������Ƶ�����վ|
һ�������������������Ƶ|
����Ʒ�������߹ۿ�|
���� һ������������Ƶ|
���ľ�Ʒ����������Ļ����ר��
|
�þ�96���ھ�Ʒ��������|
��վ֩���ģ�壺
�Ļ����˾�Ʒ����������|
���¶��������ۺϽ�������|
����������Ļ�������|
͵��һ����������������Ƶ|
�ٸ��ػ�aһ����������|
��������ɫ|
������ѵĸ���Ƭ|
�þþù�������Һ|
������ҹ����Ʒ��������|
�����������츾����ʮ·����|
�ڹ�������ƵA������Ƶ|
�þ��й�����Av�� ���|
������Ů����������ڵ�|
������Ļ������Ѿþ�9һ��9|
�ݺ�ɫ�ݺ�ɫ�ۺ����ղ���|
��Ʒҹ��ӰԺ����ŷ��|
wwwŷ�����߹ۿ�|
777����ɫ�ݺݰ�ȥ��|
������ŷ�����߹ۿ�Ƭ
|
��Ʒ���λ�ɫ���߹ۿ�|
�ݺ�����ɫ����������Ļ|
���θ߳���ˮav�������|
������������ŷ�������ۺ�|
������������һ����������|
�����˳�����ַ���߿�|
ɫWWW���������Ƶ|
����һ��������Ʒ�þ���|
������Ļ�պ�����������|
����һ��������������Ƶ|
������ҹ���������߹ۿ�|
ɫ���Ͼž����߹�����Ʒ|
��������Ʒ���������˰�|
���˴ִ���������ҽ�����Ƶ
|
99��������ɫ��Ʒ����88|
�ձ��������������߰���ˮ|
С13����ϴ��������Ƶ�����վ|
һ�������������������Ƶ|
����Ʒ�������߹ۿ�|
���� һ������������Ƶ|
���ľ�Ʒ����������Ļ����ר��
|
�þ�96���ھ�Ʒ��������|