|
�����O�ꂥ(��ͨ��ˮ�\(y��n)�ƌW(xu��)�о����\(y��n)�_(d��)���I(y��)���Q(m��o)����؟(z��)�ι�˾��100088)
����ժҪ��������ɢ�ZͲ�}������̽ӑ��ControlLogix�ڴ����������еđ�(y��ng)����r�����Ҹ���(j��)ԓ�(xi��ng)Ŀ�Č�(sh��)�H��r����B��ControlLogixϵ�y(t��ng)��(du��)�_���f���Ԅ�(d��ng)�����ڮa(ch��n)Ʒ�ğo�p϶����ķ������Ķ��w�F(xi��n)��ControlLogixϵ�y(t��ng)�ڌ�(sh��)�H��(y��ng)���е��`�����Լ�ControlLogixϵ�y(t��ng)��Խ���ԡ�ͬ�r(sh��)�����Ľ�B�˴���������ϵ�y(t��ng) �� ɢ�ZͲ�}�Ŀ��ƹ�ˇ���̡�
�����P(gu��n)�I�~��ControlLogix ������ ����
����һ��ǰ��
�����_���f���Ԅ�(d��ng)����˾���Ԅ�(d��ng)���a(ch��n)Ʒʮ������ڇ���(n��i)�õ��ˏV���đ�(y��ng)�ã��e���������Ʈa(ch��n)Ʒ��PLC-3��ControlLogixϵ�y(t��ng)�ѽ�(j��ng)��(y��ng)�õ�ȫ�����ИI(y��)�Č�(sh��)�H���a(ch��n)�С�
����2002�꣬���ػʍu��ɢ�Z�a�^Ͳ�}�ĔU(ku��)�������в������_���f���Ԅ�(d��ng)����ControlLogixϵ�y(t��ng)ᘌ�(du��)ԭ�еĿ���ϵ�y(t��ng)��PLC-3���M(j��n)���˸��죬���������½���Ͳ�}����ϵ�y(t��ng)��ʹԭ��Ͳ�}���½�Ͳ�}���O(sh��)����ControlLogix����ƽ�_(t��i)���M(j��n)�нy(t��ng)һ���ơ�ԓϵ�y(t��ng)��Ӳ�����쵽��ˇ�������̶��w�F(xi��n)��ControlLogixϵ�y(t��ng)�ă�(y��u)Խ�ԡ�
���������(xi��ng)Ŀ��B
�����ػʍu��ɢ�Z�a�^Ͳ�}ϵ�y(t��ng)��1991�����ձ����˾���ɣ���Ҫ�Г�(d��n)ɢ�Z؛����M(j��n)���ڼ��R�r(sh��)�}��(ch��)�΄�(w��)��ÿ�����_(d��)��120�f����������������֮���ځ����Q��һ��ɢ�Z�a�^���S������(n��i)��(j��ng)��(j��)������l(f��)չԓ�a�^��u���ܝM��F(xi��n)�ڵ���Ҫ�������ػʍu�ۄ�(w��)�֛Q����ԭ��Ͳ�}�Ļ��A(ch��)���M(j��n)�иĔU(ku��)����
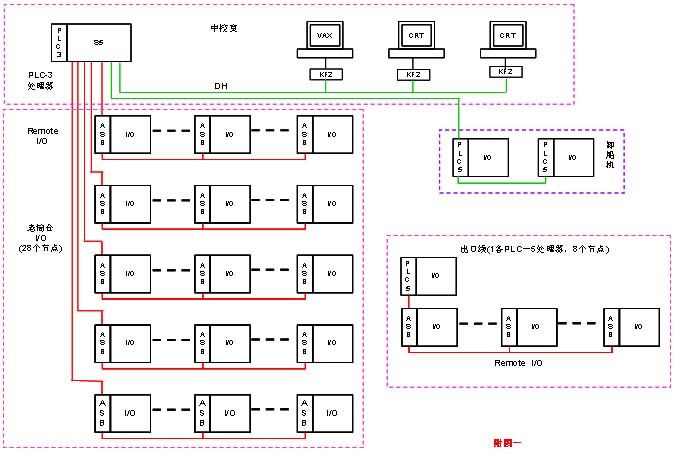
����ԭ����ϵ�y(t��ng)�֞�Ͳ�}���Ʋ��֡����ھ����Ʋ��֣������늚����(d��ng)����1995�����ӵģ���ж���C(j��)���Ʋ��ֺͷQ�؆�Ԫ���Ʋ��֣�����Ͳ�}���Ʋ��ֲ��õ����_���f���Ԅ�(d��ng)����˾��A-B PLC-3̎������PLC-5ϵ��I/O��ԓ���֞�˴��(xi��ng)Ŀ�������Ҫ���֣�ж���C(j��)���ֺͷQ�؆�Ԫ���Ʋ��ֲ��õ���A-B PLC-5/15̎�������@�ɲ�����Ҫ�cԭ�е�Ͳ�}�����M(j��n)�Д�(sh��)��(j��)���Q�����ھ����Ʋ��ֲ��õ���A-B PLC-5/25̎������ԓ����ԭ�O(sh��)Ӌ(j��)�r(sh��)�]�к����������ֿ���ϵ�y(t��ng)�M(j��n)�п����ϵ��B�ӡ���Ӳ���Y(ji��)��(g��u)ʾ��DҊ���Dһ��
�����˴��(xi��ng)Ŀ�Ľ���ԭ�е�78��(g��)СͲ�}����?c��)��?.5�f�����Ļ��A(ch��)�ϣ�������7��(g��)��Ͳ�}����?c��)��?�f������ȫ������ϵ�y(t��ng)I/O�c(di��n)��(sh��)�_(d��)����12000�c(di��n)�������ӵ�Ͳ�}�Ŀ���ϵ�y(t��ng)������ControlLogixϵ�y(t��ng)I/O��������Logix5550̎������(du��)����I/O�M(j��n)�п��ƣ����ԭ����PLC��3̎������ͨ�^DHRIOģ���cԭ�е�PLC��5ϵ�е�I/O�M(j��n)��ͨӍ��
��������Ӳ��ϵ�y(t��ng)
������ԓ�(xi��ng)Ŀ�У�����Ҫ����ԭ����Ͳ�}ϵ�y(t��ng)��I/O�O(sh��)�䣬ͬ�r(sh��)��������ControlLogix�Ŀ���ƽ�_(t��i)��
�������M(j��n)��ControlLogix����ƽ�_(t��i)�����������c(di��n)��
����1���o�p�B�� �� �����c�F(xi��n)�е�PLC���ɣ��F(xi��n)�оW(w��ng)�j(lu��)���Ñ������c�����W(w��ng)�j(lu��)�ϵij�������������հl(f��)��Ϣ��
����2�������� �� ControlLogixƽ�_(t��i)ͨ�^�����ṩ�˸��ٵĔ�(sh��)��(j��)��ݔ����ControlLogixϵ��̎�����ṩ�˸��ٵĿ���ƽ�_(t��i)��
����3��������(j��) �� ����(j��)��(sh��)�H��Ҫ���ӻ�p��̎������ͨӍģ��Ă�(g��)��(sh��)������һ��(g��)��܃�(n��i)ʹ�ö���(g��)̎�������x��M�㑪(y��ng)������Ŀ�������(n��i)��������
����4�����I(y��)�� �� �ṩ��һ��(g��)Ӳ��ƽ�_(t��i)�����������(d��ng)���ߜغ��N���I(y��)�h(hu��n)���µ�늚�ɔ_��
����5�����ɻ� �� ������һ��(g��)���ɶ�N���g(sh��)��ϵ�y(t��ng)ƽ�_(t��i)�����������ơ��\(y��n)��(d��ng)���ơ�����(d��ng)���ƺ��^�̑�(y��ng)�á�
����6���Y(ji��)��(g��u)�o�� �� �m���ڸ߶ȷ�ɢ���Ʋ�����늱P���g���Ĉ��ϡ�
������(j��ng)������ϵ�y(t��ng)��Ӳ���ϱ�����ԭPLC��5ϵ�y(t��ng)��I/Oģ���Remote I/O�m����������Ͳ�}���ֺͳ��ھ����֣�����������Ͳ�}���ֵ�ControlLogixϵ�y(t��ng)��I/O��̎������
��������(g��)ϵ�y(t��ng)ͨ�^3�lRemote�·�c��Ͳ�}���֣�28��(g��)Remote I/Oվ�c(di��n)���ͳ��ھ�����I/O��8��(g��)Remote I/Oվ�c(di��n)���M(j��n)��ͨӍ�B�ӣ�ͨ�^�����ControlNet�W(w��ng)�j(lu��)�c��Ͳ�}���ֵ�I/O�M(j��n)��ͨӍ��8��(g��)ControlNet��(ji��)�c(di��n)����ͨ�^DH+�·�cԭϵ�y(t��ng)��ж���C(j��)����Ͳ�}�ļ��m���Ɔ�Ԫ�M(j��n)�Д�(sh��)��(j��)���Q�����п����҂���Remote I/O�·��DH���·��ControlNet�·��Ethernet�·ͨ�^����(y��ng)��ͨӍģ�弯����һ��(g��)1756��A10������һ��(g��)Gateway����ͨ�^Ethernet�c�˙C(j��)����ϵ�y(t��ng)�M(j��n)��ͨӍ��ͬ�r(sh��)�A(y��)����һ��(g��)DH+ͨӍ�ڣ������Ñ�ͨ�^Gateway��Ethernet��DH���c6�_(t��i)�ӿ�PLC��5�M(j��n)��ͨӍ�{(di��o)ԇ����Ԕ��(x��)ϵ�y(t��ng)���ÈDҊ���D������
����Ӳ��ϵ�y(t��ng)���c(di��n)��
����1.�^�m(x��)����ԭ����Ͳ�}ϵ�y(t��ng)��I/O���������Ñ���Ӳ���ɱ���
����2.������ԭ����Ͳ�}ϵ�y(t��ng)Remote I/O�m������1771��ASB�������ü��������������ã�ֻ�nj�ԭ�е�̎�������£�����ȵĜp���˸�����ϵ�y(t��ng)���L(f��ng)�U(xi��n)�ԡ�
����3.����(d��)���ij��ھ����ֵ�I/O(li��n)�ӵ�����(g��)ϵ�y(t��ng)������(sh��)�F(xi��n)��ȫ��I/O�y(t��ng)һ�f(xi��)�{(di��o)���ƵĹ��ܣ���׃��ԭ��ʹ�ó��ھ���Ҫ��(qi��ng)����Ͳ�}�C(j��)е�O(sh��)����̖(h��o)����r��ʹ�ó��ھ��r(sh��)��Ҫ�õ���Ͳ�}ϵ�y(t��ng)�е��O(sh��)�䣩��
����4.����һ��(g��)1756��L55M14̎�������䏊(qi��ng)��Ĺ��ܱ��C�˶�����ͬ�r(sh��)������̎���������ٶȡ�
����5.Gatewayƽ�_(t��i)�����NͨӍ��ʽ�R����һ�𣬷�����̎�����L������I/O�����C��ȫ�����ƵĽy(t��ng)һ�f(xi��)�{(di��o)�ԡ�ͬ�r(sh��)�����˲�ͬ�W(w��ng)�j(lu��)�ϵ��O(sh��)���g��ͨӍ���̎�վ��(du��)��ͬ�W(w��ng)�j(lu��)�µ��O(sh��)��S�o(h��)���������Ĺ�������Ҋ��(sh��)��(j��)����ʾ��D��
����
����6.����1756��DHRIO�ϵ�DH+�ӿڣ����Ñ��S�o(h��)�F(xi��n)�е�6�_(t��i)�Q��PLC��5/15�ṩ�˷��㣨ֻ�茢ͨӍ��|(li��n)�ӵ�ԓ�˿��ϼ����ڹ��̎�վͨ�^Gateway��Ethernet����(du��)�Q��PLC��(sh��)�F(xi��n)�S�o(h��)����
����7.Gatewayƽ�_(t��i)������A(y��)���IJۼܞ��Ñ��M(j��n)���������ܵĔU(ku��)չ�ṩ�˷��㡣
������(j��ng)�^�����Ŀ���ϵ�y(t��ng)������������Ͳ�}ȫ���Ŀ��ƹ��ܣ����w�Ľ�Q�˸���(g��)ϵ�y(t��ng)֮�g��(du��)����ϵ�y(t��ng)����̖(h��o)�����Ҫ��ʹ�����O(sh��)��Ŀ��ƽǶȌ�(sh��)�F(xi��n)�˽y(t��ng)һ���{(di��o)�ȿ��ƣ���׃��ԭ���ھ����ֲ����ĕr(sh��)����Ҫ�ⲿ�˹����c����r����������a(ch��n)Ч�ʡ�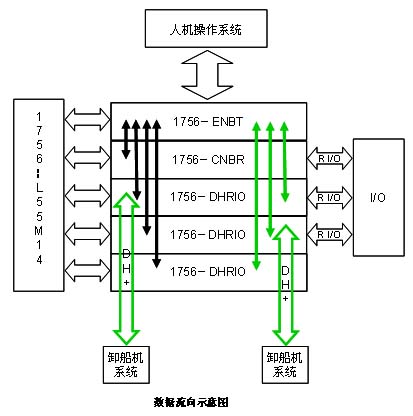 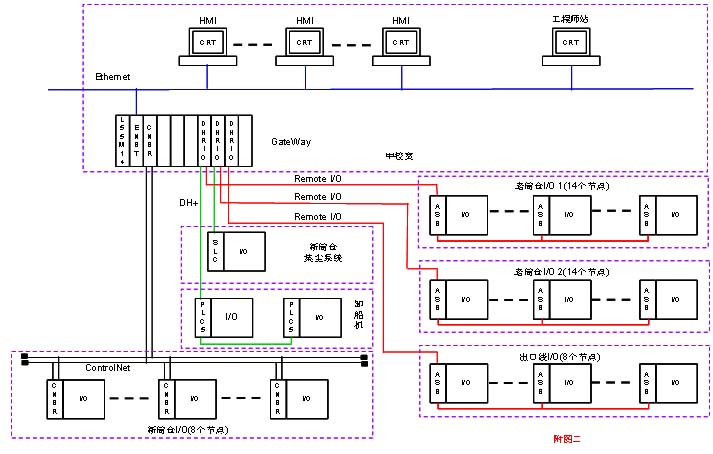
�����ġ�ܛ��ϵ�y(t��ng)
����4��1ϵ�y(t��ng)����ܛ��
������ܛ�������^���У��҂��������cControlLogixϵ�y(t��ng)����RSLogix5000ϵ�о��̭h(hu��n)����RSLogix5000ϵ�о��̭h(hu��n)�����ṩ������ʹ���ҷ���IEC 1131��3��(bi��o)��(zh��n)�Ľӿڣ����ýY(ji��)��(g��u)�͔�(sh��)�M�ķ�̖(h��o)�����̣��Լ����õ������ơ��\(y��n)��(d��ng)���ơ�����(d��ng)���ƺ��^�̿��ƈ��ϵ�ָ�����������˾���Ч�ʡ�
�����`����^������ΈD���܉K�D������ʹ�Ñ�(chu��ng)����(y��ng)�ó���׃���p�����硣�����ΈD���܉K�����У��Ñ��ܿ�����(bi��o)��(zh��n)�ġ�����ʹ�õ���ֱ�^�IJ������档�����µ����M(j��n)�������������ˆT����ľ��Ƴ���
����1���ھ�����������������Ϣ��������Ϣ����Ļ��Ϣ�ͅ�����Ϣ���Լ��ھ���������������Ӱ�����P(gu��n)�����փ�(c��)���Ñ��փ�(c��)
����2�����M�B(t��i)�������D�λ��Ŀ�������������I/O�M�B(t��i)��(du��)Ԓ���\(y��n)��(d��ng)�M�B(t��i)���ߺ��c(di��n)���M�B(t��i)����
����3�����ƵĔ�(sh��)��(j��)̎�������Ô�(sh��)�M���Ñ����x�Y(ji��)��(g��u)�����ṩ��Ҫ���`���ԝM�㑪(y��ng)��ϵ�y(t��ng)Ҫ�����Ǐ�(qi��ng)����ȥ�m��(y��ng)����ă�(n��i)��Y(ji��)��(g��u)����������Ĕ�(sh��)��(j��)���(n��i)��
����4������ʹ�õ�I/O��ַ����
����5��һ��(g��)���ɸ�ʽ���������ΈD�����������Ñ�ͬ�r(sh��)�Ķ���(g��)߉�ݼ�(j��)��Ҳ����ͨ�^�c(di��n)�������ASCIIݔ����ʾݔ���ݼ�(j��)
����6���`��ģ�����ʹ�õĹ��܉K�D����
����7���Ϸž��͌�(d��o)�����ܣ����Կ��ٵ؏�һ��(g��)��(sh��)��(j��)�ļ��Ƅ�(d��ng)��(sh��)��(j��)Ԫ�ص���һ��(g��)��(sh��)��(j��)�ļ�����һ��(g��)�ӳ�����(xi��ng)Ŀ�а��ݼ�(j��)�Ƅ�(d��ng)����һ��(g��)������ݼ�(j��)��ָ���Ƅ�(d��ng)����һ��(g��)�ݼ�(j��)������һ��(g��)�(xi��ng)Ŀ��(n��i)��ָ���ڹ��܉K�D֮�g��Ƅ�(d��ng)
����8�������^������ΈD���܉Kָ���ָ�
����9���\��O(ji��n)�������������������Ġ�B(t��i)�@ʾ�������(y��n)�C���ܺ͏�(qi��ng)�����Ĕ�(sh��)��(j��)�O(ji��n)����
����4��2ϵ�y(t��ng)��ˇ����
����ɢ�ZͲ�}����ɢ�Z�bж������ɢ�Z���I(y��)�a�^�����ж������2��600��/С�r(sh��)���O(sh��)Ӌ(j��)��ͨ�^������120�f��������Ʋ��ֲ��õ���ControlLogixϵ�еĿɾ�������������ơ�
����ɢ�ZͲ�}��ˇ������Ҫ�������� �� ܇��ж�������� �� �}��ж���������}���} �� �}�����}����(��)܇ �� �}��ж܇�����}(��) �� ܇���b܇�����} �� �����D(zhu��n)���������Ϸ��ص��ߴ�����̡�ɢ�ZͲ�}ϵ�y(t��ng)��Ҫ���������O(sh��)�䣨�����O(sh��)����ָݔ�ͼZʳ�Ĺΰ�C(j��)��Ƥ���C(j��)������C(j��)�ȴ����O(sh��)�䣩�����m�����l�y����O(sh��)�䡣
�������˷�ֹ������ݔ���^���аl(f��)�����ϡ����dͣ܇�Ͷ��ϵ��¹ʣ�Ҫ������������Ŀ��Ʒ�ʽ������(d��ng)�r(sh��)���������(d��ng)������ֹͣ�r(sh��)��������ֹͣ����(d��ng)�����\(y��n)���^���У�������̃�(n��i)ijһ�O(sh��)����F(xi��n)���ϣ���ô���������O(sh��)�䑪(y��ng)ԓ�o��ֹͣ�������O(sh��)���^�m(x��)�\(y��n)�У�����l(f��)�����ϵĶ������Ķ���ɼZʳ����©���O(sh��)��ēp�ģ���(d��ng)�����ų����ٰ����������������������(d��ng)���̃�(n��i)���O(sh��)�䡣
��������������ݔ���^���Е�(hu��)�a(ch��n)�������ķۉm�����ֹ�ۉm���l(f��)��ȫ�¹ʣ��ڴ���ݔ���O(sh��)��ăɃ��B��̎߀���b�˳��m����Ҫ�������̆���(d��ng)ǰ5��犆���(d��ng)���m���������O(sh��)��ֹͣ����m�������\(y��n)��5��犡���������̆���(d��ng)�����\(y��n)���г��m���l(f��)�����ϣ���ôҪ����m�����P(gu��n)(li��n)���O(sh��)��Ҫ����ֹͣ�������ɴ����l(f��)ԓ�O(sh��)��������O(sh��)������ֹͣ�����m���ڿ����ϵ����c(di��n)��ÿ��(g��)���m���Ć�ͣ��������Ψһ��һ��(g��)�����O(sh��)����\(y��n)�У��x�Р�B(t��i)�����x���\(y��n)�С�
��������Ҫ���Ƶ��l�y������ͨ�l��TW�����_�P(gu��n)�y��AG�����c���mϵ�y(t��ng)���P(gu��n)�Ě��(d��ng)��늄�(d��ng)�y�T���l�y�����ϵ����c(di��n)�ǿ��������ɂ�(g��)�����O(sh��)�����m���Ϳ��Դ_���l�y���_�����_�]����
��������(g��)ϵ�y(t��ng)�������Sͬ�r(sh��)4�l�������I(y��)��
���������Ϲ�ˇ���Կ�����ɢ�Z�\(y��n)ݔ��(ch��)�����ϵ�y(t��ng)�ǵ��͵�������ϵ�y(t��ng)��
����4��3���ƹ��܌�(sh��)�F(xi��n)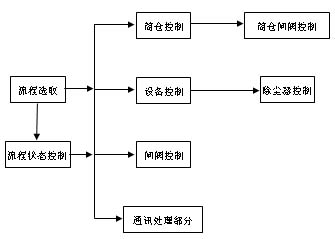
������ɢ�ZͲ�}�Ĺ�ˇ�����У����еĿ��Ƅ�(d��ng)�������̵ķ�ʽ�w�F(xi��n)���������Zʳ�\(y��n)�͵�·�������Ը���(j��)��ˇ�Ŀ��Ƶ���Ҫ�������̿��Ʒ֞������xȡ�����̆���(d��ng)�������\(y��n)�С�����ֹͣ������̎���Ȏׂ�(g��)��Ҫ���ܲ��֡��҂�����(j��)�@�ׂ�(g��)��Ҫ���ܲ��֣�ᘌ�(du��)ÿ��(g��)�����O(sh��)��֞醢��(d��ng)���\(y��n)�С�ֹͣ������̎���Ȏׂ�(g��)���Ʋ��֣�ÿ��(g��)�O(sh��)��ĸ���(g��)�������������P(gu��n)(li��n)�O(sh��)���M(j��n)�І���(d��ng)���\(y��n)�С�ֹͣ������̎���Ŀ��ơ���������Ўׂ�(g��)��Ҫ���ַքe�M(j��n)�н�B��
����4��3��1�����xȡ����
���������xȡ����������(g��)�����^���е���Ҫ���֣�ֻ���xȡ��Ҫ�\(y��n)�е����̣�����(y��ng)���O(sh��)����ܰ��չ�ˇҪ���\(y��n)�У���(d��ng)�������������xȡ�r(sh��)��Ҫ�ЃɷN��������?q��)�ʽ�xȡ����������(j��)�xȡ����β�O(sh��)���ɳ����Ԅ�(d��ng)�x����β�O(sh��)��֮�g�����g�O(sh��)�䣻���̱������xȡ����������(j��)�xȡ����β�O(sh��)�������̱����xȡ����(y��ng)�����̡����У���?q��)�ʽ�xȡ���m���ڹ�ˇ����·���٣��������O(sh��)�䔵(sh��)���٣��O(sh��)�����P(gu��n)��Ψһ�����̣����̱������xȡ���m���ڹ�ˇ����·���࣬�������O(sh��)�䔵(sh��)���࣬�O(sh��)�����P(gu��n)�ԏ�(f��)�s�����̡�
�������ػʍuɢ�ZͲ�}ϵ�y(t��ng)�Ќ�(du��)��(y��ng)7��Ĺ�ˇ�����ж��_(d��)486�l���̿ɹ��x���˳�ְl(f��)�]ϵ�y(t��ng)�O(sh��)��������ʣ���ϵ�y(t��ng)�ṩȫ�������·�����҂�?c��)�ϵ�y(t��ng)�����O(sh��)Ӌ(j��)�r(sh��)��ȡ�����̱������xȡ�����҂�������·����80����(g��)�����O(sh��)�䣨�ΰ�C(j��)�������C(j��)������Ƥ���ȣ������������������У���(du��)�ڲ�ͬ������ʹ�õ����O(sh��)�䰴��������͵�������У������Ҹ���(j��)������͌�ȫ��486�l�����Ƴ����̱�����ControlLogix̎�����в��ö��S��(sh��)�M��486��3Double Word��32Bits�������惦(ch��)���̱�����(du��)����(y��ng)��������Ҫ���õ��O(sh��)���䌦(du��)��(y��ng)λ��1��������ʹ���O(sh��)���䌦(du��)��(y��ng)λ��0��ԔҊ�±���
����ControlLogix̎����ͨ�^������λ�C(j��)�������������x��һ�S��(sh��)�M����ԓ��(sh��)�M�Ќ�Ҫ�M(j��n)�е����̵���β�O(sh��)�估����Ψһ���P(gu��n)�I�O(sh��)�䣨�������ˆT���˙C(j��)����������ͨ�^�c(di��n)������(y��ng)���O(sh��)�䌢�䔵(sh��)�M��(n��i)��(du��)��(y��ng)���O(sh��)����1������xȡ4��(g��)�O(sh��)����ܱ��C����Ψһ����(bi��o)־��������ControlLogix̎�������յ������x������֮���ܵ������x��һ�S��(sh��)�M��(n��i)�Ĕ�(sh��)��(j��)��λ�c���S���̱��M(j��n)����l���̵ı��^���x������(y��ng)�����̡�ͬ�r(sh��)���^���^�m(x��)�M(j��n)�У����Д������Ƿ�Ψһ��������̲�Ψһ���t��(bi��o)־�����̲�Ψһ����ֹͣ�����xȡ��ͬ�r(sh��)��ԓ��Ϣ�����˙C(j��)�����������Ѳ����ˆT�����xȡ�e(cu��)�`�����xȡ���̡�
������(d��ng)�����xȡΨһ�r(sh��)�������xȡ����?q��)��Д����x�������O(sh��)���Ƿ�����O(sh��)��ռ�á��O(sh��)����ϵ���r����������@Щ��rԓ���̾Ͳ����\(y��n)�У��������@Щ��Ϣ�������˙C(j��)�������档
�����������O(sh��)��һ�������������xȡ����?q��)����x�е��O(sh��)����x�И�(bi��o)־��1���Ա��O(sh��)��õ�����(y��ng)���x�����
����4��3��2���̠�B(t��i)���Ʋ���
������������(g��)ϵ�y(t��ng)�������ͬ�r(sh��)���S4�l��ͬ��ͻ�ͬ��͵������\(y��n)�У�����ÿ��(g��)���̵Ġ�B(t��i)��(du��)�����ˆTȫ���˽�����(g��)ϵ�y(t��ng)���\(y��n)�Р�r�O����Ҫ���҂���ÿһ�l���̵Ġ�B(t��i)�֞飺�����x���С������x�С����̆���(d��ng)�С������\(y��n)�С�����ֹͣ�С����̹��ϡ�����ֹͣ��7�N��B(t��i)��
�����������x���_ʼ����ᘌ�(du��)ԓ�l���̵Ġ�B(t��i)�M(j��n)�и�ۙ�����������и���(g��)�O(sh��)��Ġ�B(t��i)���l�y��λ��r�����m���\(y��n)����r�ȵȣ���������O(sh��)��l(f��)�����̆���(d��ng)��ֹͣ��̖(h��o)���������xȡ�����̠�B(t��i)���Ƴ�������x�е��O(sh��)���(bi��o)�R(sh��)���ڎחl���̣�����1��4���x�еĘ�(bi��o)־���Ա��x����O(sh��)�䰴������Ҏ(gu��)��������\(y��n)�С�
����4��3��3�����O(sh��)����Ʋ���
������ȫ����ˇ��������80���_(t��i)�����O(sh��)�䣬�Г�(d��n)���Zʳ��ݔ�͡������ȹ����������քe��ΰ�C(j��)��Ƥ���C(j��)�������C(j��)�ȣ����C��7������̵������\(y��n)�С�
����ÿ��(g��)�����O(sh��)�䶼�ǰ����Ƿ������x�еĘ�(bi��o)־�������ܘ�(bi��o)־�����Ǘl�����x�У���Ȼ�������(j��)���x�еĘ�(bi��o)־�c���ϡ������P(gu��n)(li��n)�O(sh��)����x�И�(bi��o)־�M(j��n)�б��^��������ͬ�����x�И�(bi��o)־���O(sh��)���ͬһ�l�����ϵ��O(sh��)�䣬�����O(sh��)�����(j��)�������O(sh��)��Ć���(d��ng)��r�M(j��n)�����(d��ng)������(j��)�������O(sh��)���ֹͣ��r�M(j��n)�����ֹͣ�����Ҹ���(j��)�������O(sh��)��Ĺ��Ϡ�B(t��i)����ֹͣ�����O(sh��)�估������ͬһ�l���̵����P(gu��n)�O(sh��)�䡣����(j��)�@�N�����������O(sh��)�䲻��ȥ�������Ҫ����(w��)����ʲô��͵����̣�ֻҪ֪�������(w��)�ڵڎחl���̣���1��2��3��4�l���̣��O��غ������O(sh��)����Ƶď�(f��)�s�ԡ�
����ͬ�r(sh��)��ÿ��(g��)�����O(sh��)���ڿ���̎���Ϸ֞醢��(d��ng)��ֹͣ���\(y��n)�С����ϵȲ��֣��������w�F(xi��n)���O(sh��)����ƵĠ�B(t��i)�ͷ�ʽ��
���������е���β�O(sh��)�䣬����(j��)���̠�B(t��i)���Ƴ����еČ�(du��)��(y��ng)���̵Ć���(d��ng)��ֹͣ�����M(j��n)�І���(d��ng)��β�O(sh��)�䣩��ֹͣ�����O(sh��)�䣩��
����ControlLogixϵ�y(t��ng)����һ��(g��)�����ܵĿ���ƽ�_(t��i)���錍(sh��)�H��(y��ng)���ṩ���`��ġ�����đ�(y��ng)�á���ģ�K���ĽY(ji��)��(g��u)�M���˲�ͬ��(y��ng)�íh(hu��n)����Ҫ��(qi��ng)���̎����������N����ϵ�y(t��ng)���õ��\(y��n)���ṩ�˱��C��Ethernet��ControlNet��DH+�ȱ���W(w��ng)�j(lu��)��ʽ���S����c�_���f���Ԅ�(d��ng)������(g��)ϵ�y(t��ng)�M(j��n)����ʽ��ͨӍ��ͬ�r(sh��)�������S���ṩ��������͵ľW(w��ng)�j(lu��)�ӿ�ģ����ʹControlLogixϵ�y(t��ng)������cModbus��Profibus�ȾW(w��ng)�j(lu��)���õ�朽ӡ��cControlLogixϵ�y(t��ng)����RSLogix5000���̭h(hu��n)�����_�l(f��)�ˆT�ṩ�˷����ݵľ��̡��{(di��o)ԇ�ֶΣ������н�B���(xi��ng)Ŀ�Ƀ�λ���̎��H�H����9��(g��)�µĕr(sh��)�g������˳����ơ���(sh��)�(y��n)���{(di��o)ԇ�ͬF(xi��n)���{(di��o)ԇ��ȫ��������
���������ЃH��B��ControlLogixϵ�y(t��ng)��(qi��ng)�����е�һ���� �� �����ƣ�ͬ�r(sh��)ControlLogixϵ�y(t��ng)߀�߂��\(y��n)��(d��ng)���ơ�����(d��ng)���ƺ��^�̑�(y��ng)�õ�Խ�Ĺ��ܣ��Լ�������ͬ�r(sh��)���ʹ�á������fControlLogix����N��͵Ŀ����ṩ��һ��(g��)�����ܵĿ���ƽ�_(t��i)�����_���f���Ԅ�(d��ng)���ṩ����һ���ă�(y��u)�����ƽ�_(t��i)��
���������īI(xi��n)��
����[1] ����t��.�ɾ��̿������ڼZ���Ԅ�(d��ng)����ϵ�y(t��ng)�еđ�(y��ng)��.ˮ�\(y��n)�ƌW(xu��)�о����W(xu��)��(b��o),2000��4��
����[2] Allen-Bradley.�ɾ��̿�����ϵ�y(t��ng)�փ�(c��)
�������ߺ��飺
�����O�ꂥ��1974������1996�ꮅ�I(y��)�ڼ���늚⻯�ߵȌ��ƌW(xu��)У���I(y��)��I(y��)늚��Ԅ�(d��ng)�����I(y��)���F(xi��n)���x�ڱ����Ƽ���W(xu��)MBA���I(y��)�������ڱ������°������Ԅ�(d��ng)���g(sh��)����˾�����Aͬ�����ƹ��̹�˾�����¹��I(y��)�Ԅ�(d��ng)������6��࣬�Ⱥ������ˇ��Ҵ��ѻ�ԇ�(y��n)�����Ԅ�(d��ng)����ϵ�y(t��ng)���ػʍu��ɢ�Z�a�^����Ͳ�}�ĔU(ku��)�������Ԅ�(d��ng)����ϵ�y(t��ng)�ȴ��Ϳ���ϵ�y(t��ng)�(xi��ng)Ŀ�����б��^�S�����Ԅ�(d��ng)��ϵ�y(t��ng)�����(xi��ng)Ŀ�ļ��g(sh��)�����̡������Ƚ�(j��ng)�(y��n)����2002���c��ͨ��ˮ�\(y��n)���\(y��n)�_(d��)���I(y��)���Q(m��o)����˾������(sh��)ʩ���ػʍu��ɢ�Z�a�^����Ͳ�}�ĔU(ku��)�������Ԅ�(d��ng)����ϵ�y(t��ng)��
|

