�������������ߗ����������������F���F(tu��n)��˾��455004��
����ժҪ�� ͨ�^���������_���f���Ԅӻ���˾ProcessLogix Server DCS�ڸ߾����M(j��n)���ӟ�t�����^���еđ�(y��ng)�ã�Ԕ��(x��)��B��ϵ�y(t��ng)�Ŀ��w�Y(ji��)��(g��u)����Ҫ���ƻ�·�Ŀ��Ʒ�����ϵ�y(t��ng)��(y��ng)��ܛ���͌��H�\�нY(ji��)����
�����P(gu��n)�I�~�� ���M(j��n)�ӟ�t ��ɢ�Ϳ���ϵ�y(t��ng) Ӳ�� ܛ��
����һ�� ����
������䓸��پ���܈䓼ӟ�t��һ�����܃�(y��u)���IJ��M(j��n)��ʽ�ӟ�t������Ч�ߴ磺20700��12700 mm���~���ӟ������飺120 t/h�����ӟ�������140 t/h������Ҏ(gu��)���Ų��ϕr��150��150��12000 mm���p�Ų��ϕr��150��150��5800 mm���Ƕ������ϣ�9000-12000 mm�������������2190 kg��ȼ�����|(zh��)���߽�?f��n)t���ú�⣬�Ͱl(f��)��ֵ�� 7536��210 KJ/m3���������24812 m3/h����Ṥ����ϵ�y(t��ng)�����_���f���Ԅӻ���˾��ProcessLogix DCSϵ�y(t��ng)��ɡ����M(j��n)�t��(n��i)�t�ϲ��M(j��n)���t���M(j��n)���������T��PLC���ơ����и����xɢ���ơ��^�̿��ƺͰ�ȫ�����ں���һ��Logix����ƽ�_�����M(j��n)�Ŀ��Ƽ��g(sh��)��ʹ�ӟ�t�Ġt�صĿ��ƾ����ڡ�5�棬����50��H��12�ַN�������Ŀ�ȼ���Ԅӌ���(y��u)��ܛ�������ֵ�x����������x�Ĺ��ܣ����F(xi��n)��ȼ�������Ϳ՚������ă�(y��u)����ȣ��Ķ�ʹȼ���_(d��)��Ѡ�B(t��i)��
��������ϵ�y(t��ng)Ӳ���ĽM��
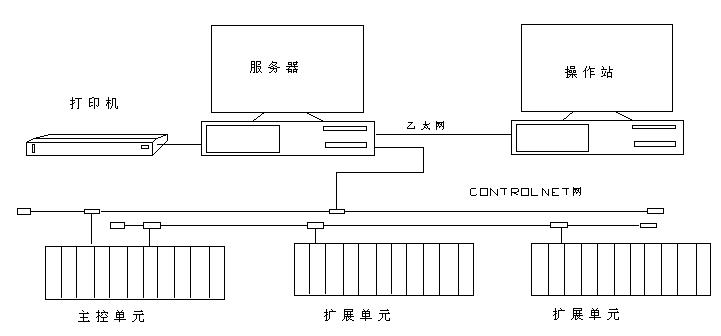
�����߾��ӟ�tʹ���_���f���Ԅӻ���ProcessLogix DCS����ϵ�y(t��ng)������ܛ����ControlBuilder��DisplayBuilder������ϵ�y(t��ng)�����˲���վ������(w��)��������վ�������֡���Y(ji��)��(g��u)��D1��
����2.1 ����(w��)����
�������˸�Ч�����^�̅���(sh��)����ϵ�y(t��ng)������DELL����(w��)����ϵ�y(t��ng)ƽ�_��Windows NT ��������ProcessLogix Server ����(w��)�������ˌ��r��(sh��)��(j��)��������ƵĹ���ģ�K���Ñ�������ContorlBuilder �M�B(t��i)�̓�(y��u)���Ñ����Ƴ�����DisplayBulder����HMI��ͬ�r���Ñ��ɷ������C�Z�Ծ����Լ��������ģ�K��ͬ�r������(w��)��߀��ɴ�ӡ������΄�(w��)���ڲ���վ���F(xi��n)������r�r������(w��)��߀Ҫ�����վ�����й��ܣ�����(w��)����ͨ�^CONTROLNET�W(w��ng)�Ŀ������ռ���(sh��)��(j��)����������l(f��)�����ͨ�^��̫�W(w��ng)�����վ���͔�(sh��)��(j��)�ͽ������
����2.2 ����վ��
��������վ�����A���ؙC�ͻ���Windows NTϵ�y(t��ng)ƽ�_�ϵ�STATIONܛ���M�ɣ�ͨ�^��ò�D�����ƈD���D���^�̠�B(t��i)�D���^�̚vʷ�D�@Щ�S�����˙C���棬�����T�����O(sh��)�����鿴�^�̅���(sh��)���B(t��i)���쿴���ψ�����(x��)��������������������á���?q��)�ʽ���ĽY(ji��)��(g��u)���Ķ�����˲����T�IJ�����
����2.3 ����վ��
��������վ����PLXϵ�y(t��ng)��������Ɍ��ӟ�t�ğṤ���ƺ��^�̅���(sh��)�z�y��ԓϵ�y(t��ng)��̎����1757 PL*52A��Rockwell����̎����������8MRAM�����ٵװ��c�W(w��ng)�j(lu��)�ڞ�һ�w��I/Oģ�K�Ɏ�늲�ܣ����������ⰲ�š���ԓϵ�y(t��ng)�У�����վ���O(sh��)��һ�����C�ܺͶ����Uչ�C�ܣ�����������ӟ�t��6�Μضȿ��ơ�60���c��ģ�M���z�y��20�����_�P(gu��n)����ݔ���ݔ����ϵ�y(t��ng)ģ��������£�4��756 OF6CI/Aģ�K��9��1756 IB16D/Aģ�K��2��1756OW16Iģ�K��4��1756IF6I/Aģ�K��5��1756IR6I/Aģ�K��4��1756IT6I/Aģ�K������߱�ϵ�y(t��ng)�Ŀɿ���������AI��DI��DO���c�F(xi��n)���M(j��n)���˸��x��AIģ��߀�x����ͨ����ͨ���g���и��x���p���xģ�塣���մ_���Ŀ���Ҏ(gu��)�t�M(j��n)�о��̣�����(j��)�ӟ�t�Ĺ��r�x��ʹ�á����F(xi��n)����̖�ɘөpȼ?x��)�����ģ�����ƻ�·�p�՚�����ģ�����ƻ�·�p�ض�ģ�����ƻ�·�����ӳ���ģ�K���������������{(di��o)�ã��������{(di��o)ԇ�Ϳ��ƹ��ܽM�B(t��i)��
����2.4 CONTROLNET�W(w��ng)�j(lu��)�c�F(xi��n)���x����
����ԓ�W(w��ng)�j(lu��)���ڟoԴ�ĸ����ܶ�Ԫ������5M�Ă�ݔ�ٶȡ���(sh��)��(j��)��ݔ���ô_���ԵĂ�ݔ��ʽ�����p���˔�(sh��)��(j��)��ݔ�����F(xi��n)���x�������y�����ߜصĿ����y����(zh��)�ЙC��(g��u)���Ú�ӈ�(zh��)�ЙC��(g��u)�������Ͳ׃��������FISHER 3051׃�������Ķ����C�˾��п��̕r�gҪ��ļӟ�t���Ƒ�(y��ng)�íh(hu��n)����
�D1 �ӟ�t����ϵ�y(t��ng)�Y(ji��)��(g��u)�D
��������ϵ�y(t��ng)��Ҫ���ܼ����ԣ�
�����ӟ�t������Ҫ�����t�Ŝضȿ��ơ�ȼ�����|(zh��)�������ơ�ȼ�����|(zh��)�������Ƽ������O(sh��)�䱣�o(h��)���ơ��{(di��o)��ȼ������ܛ���еĜض�ģ�����Ƴ��������ģ�����Ƴ���(sh��)���ɘ�/�������ڣ�ƫ��ģ�������ӣ�ƫ��׃����ģ�������ӣ�ݔ���������ӣ�ͬ�r��ģ�����ƅ���(sh��)���M(j��n)���˳�����(y��u)����
����3.1 �t�ؿ��ƣ�
�����t�ؿ����Ǽӟ�t�ĺ��Ŀ��Ʋ��֣���Ŀ����ͨ�^����ȼ�ϡ���ú�����ȼ��������՚��������ʹ?f��n)t�صĄӑB(t��i)����ָ��(bi��o)���o�B(t��i)����ָ��(bi��o)�M�㹤ˇҪ��
����6�Πt�ؙz�y������(����������)��6��ú�⡢�՚����������{(di��o)��(ji��)��6��ú������/��Ӌ���՚�����ӛ䛡�
�����ӟ�tÿ���O(sh��)��֧���ż�y���t�أ���(j��ng)��ż�z�y���z������DCSϵ�y(t��ng)�Ĝضȿ��������ضȿ��������O(sh��)��ֵ�ɲ����T�O(sh��)�����ڠt�ӟ�����(n��i)�O(sh��)���������x��������ĺ������M(j��n)���ھ���������̖��DCSϵ�y(t��ng)�У��ԄӅ��c��ȼ���������ضȿ������ͳ�����̖��(j��ng)�^�p���������ơ���������У���ȭh(hu��n)��(ji��)��քe�ͽo�՚��ȼ?x��)��������������?g��u)�ɜض�����������·���{(di��o)��(ji��)�՚��ȼ?x��)�����������_(d��)�����Ơt�ص�Ŀ�ġ�����҂����×l���Д��Z��ģʽ������(j��)�ض��`���С����׃��څ��������ģʽ�M(j��n)�Ѓ�(y��u)�����Ķ�ʹ�������������O(sh��)��ֵ��(zh��n)�_���������˜ضȿ���Ч����
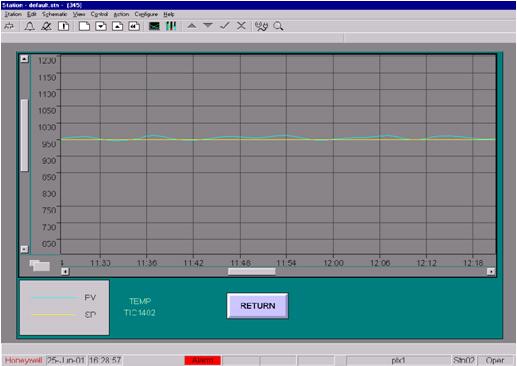
�������˿˷��p���������������ؕr�g�^����ȱ�c�������в��ö���������ǰ���{(di��o)��(ji��)�����g(sh��)���_(d��)��������(��)�ص�Ŀ�ġ������@Щ���M(j��n)�Ŀ��Ʋ��Ե�Ŀ�����_(d��)����ֵ�ȼ������ӟ��|(zh��)�����Լ�����܈�C���t�r�ضȿ��ƣ����_��ȼ���Ԅӿ��Ƶķ�(w��n)���ԡ�����ϵ�y(t��ng)ܛ���ϴ��ڵĸɔ_���}������ɶ��Ӌ��C���C�����慢��(sh��)ˢ�¾����Ȇ��}����(j��ng)�^��(y��u)������ȫ��Q�˴��ڵ��[����ͬ�r����ȼ���Ԅӌ���(y��u)���M(j��n)�����M(j��n)һ���ă�(y��u)�����{(di��o)���˿��Ʊ��е�һЩ���w���ƅ���(sh��)������˿��ƾ��ȣ���(ji��)�s��ȼ�ϣ��M�������a(ch��n)��Ҫ�t�ؿ��ƾ����ڡ�5�棬����50��H��12��犡�ú�≺���_�ӕr�ض�����Ҋ�D2��
����3.2 �t�����ƣ�
�����t�����ƌ����o(h��)�t�Št�ں͠t�T�����Ơt��(n��i)�����Ě������Ҫ�����x���t�����Ʋ��Æλ�·���Ʋ��ԣ�����ͨ�^�{(di��o)���������~�����_�ȣ��Ķ��{(di��o)��(ji��)������������M(j��n)�����Ơt�ʼn��������t���z�y�cλ�ڳ��϶ˣ����Ϡt�T���_�]���t���Ĝy����һ���ĸɔ_�����ƿ��Ƒ�(y��ng)��ܛ�������M(j��n)�������DZ�Ҫ�ġ�
����3.3 ú��Ϳ՚≺�����ƣ�
����ú��Ϳ՚�ĉ����Ƿ�(w��n)������������������ʮ����Ҫ���M(j��n)��Ӱ푵��t�صĿ��ơ�ú��Ϳ՚�ĉ������Ʋ��Æλ�·���Ʋ��ԣ�����ͨ�^ú�⿂���{(di��o)��(ji��)�y����ȼ�L(f��ng)�C�M(j��n)�L(f��ng)�е��{(di��o)��(ji��)�y�M(j��n)�п��Ƶġ�
�D2 �ض����� (ú�≺���_�ӕr)
����3.4 �O(sh��)�䱣�o(h��)���ƣ�
�������ڼӟ�t�ضȸߣ�ȼ������ȼ�ױ��ĸ߽�?f��n)t���ú�⣬��˲�ȡ��Ҫ�ı��o(h��)��ʩ�DZ�횵ġ���ϵ�y(t��ng)�ı��o(h��)��ʩ�����Q�����ı��o(h��)����sˮ�ܱ��o(h��)����ȫ(li��n)�i���Ʊ��o(h��)��
����3.4.1 �Q�����ı��o(h��)��
�����Q�����ı��o(h��)��ͨ�^���������L(f��ng)����ɢ�A(y��)��՚��M(j��n)�еġ������U��ض��^�ߕ����ēQ������ͨ�^�y���Q����ǰ�ďU��ضȣ���(d��ng)�䳬�^���A(y��)��ֵ�r������ϵ�y(t��ng)�ԄӴ��_ϡ��L(f��ng)�C������ϡ����L(f��ng)���_(d��)�����͟���ضȡ����o(h��)�Q������Ŀ�ġ�ϡ��L(f��ng)������(j��)����ضȣ����O(sh��)��ϡ��L(f��ng)�C���L(f��ng)�ڵ��Ԅӿ����y�M(j��n)�п��ơ��A(y��)��՚�ض��^�ߕr������ϵ�y(t��ng)�Ԅӷ�ɢ��՚⣬�_(d��)�����o(h��)�Q������Ŀ�ġ�
����3.4.2 ��sˮ�ܱ��o(h��)��
�����t��(n��i)ÿ����sˮ��·�Ͼ����Мضșz�y�_�P(gu��n)�������z�y�_�P(gu��n)���ض��_�P(gu��n)���ڳ��ؕr�������_�P(gu��n)�����������ޕr���Ķ��Ɍ��t��(n��i)ÿ��ˮ���M(j��n)���g�ӱO(ji��n)ҕ���_(d��)���˱��o(h��)��Ŀ�ġ�
����3.4.3 ��ȫ(li��n)�i���ƣ�
�������ӟ�t�O(sh��)�����Ƶİ�ȫ(li��n)�i�b�á��ڿ՚��ú���ڵ͉������¹ʰl(f��)���r������ϵ�y(t��ng)�Ɉ���ȫ���Д�ú���(y��ng)��ͬ�r��ú�⿂�ܺ���ú�⌍�е�����ౣ�o(h��)��
�����ġ�����ϵ�y(t��ng)��ܛ���O(sh��)Ӌ
����ԓDCS��Ŀǰ���M(j��n)�ăx���^�̿���ϵ�y(t��ng)������������Ԅӻ�Ҫ��ĸ��N�^�̱O(ji��n)ҕ����·���ơ������ơ�߉���ơ�����߀�����\�㡢�������y(t��ng)Ӌ������������ȼ�������㷨�ȶ�N���ܡ�DCSܛ����Ҫ�������ƽM�B(t��i)ܛ���ͱO(ji��n)�ؽM�B(t��i)ܛ���ɲ��֣�����(j��)��ˇҪ���O(sh��)�侎�Ƽӟ�t���r���Ƒ�(y��ng)��ܛ������Ҫ�У�6���t�ε�ȼ�����Ƴ���ÿ���t�ε�ȼ�����Ƴ��������1�������ض�/�՚�����/ú�����������ӳ����1����ÿ���ض�/�՚�����/ú�����������ӳ����ָ�����4���Ԍ���(y��u)�ӳ�������������\�D(zhu��n)��(zh��n)��O(ji��n)ҕ���څ���(sh��)�Į��棬���\�D(zhu��n)��B(t��i)�c���Ϡ�B(t��i)�O(ji��n)ҕ���܈��棬�ݲ���ָ��(d��o)���棬�������̮��棬�߃x����·���棬�����rڅ�ݮ���p�vʷڅ�ݮ���ӛ䛮��档
�����塢Ч�����Y(ji��)Փ��
��������ԓϵ�y(t��ng)���F(xi��n)���x���O(sh��)Ӌ���������Ʋ��Լ�ܛ����ʩ�ƌW(xu��)����ʹ�ӟ�t�����غͽ��ض��ȳ�Ҏ(gu��)���Ʋ��Ժ�PID�㷨�죬һ��ÿ����50���(ji��)�s��Ҫ18��犣��t�ؿ��ƾ��ȴ����ߣ�һ������ڡ�8�淶����(n��i)���������ز���10��20�棬���L�ȷ����ϣ����ɶ��c�����ĜضȲ��20��30�棬�M��������Morgan��˾���M(j��n)�ĸ���܈�C��Ҫ��ϵ�y(t��ng)�IJ����Ǹ���(j��)����䆵Ĝyԇ�Y(ji��)��������ȼ�ȣ�Ч����̫���롣�҂���̽���͌���ڛ]�П�ֵ�x����r���������ڬF(xi��n)���\�����õČ���(y��u)�㷨ȥ���F(xi��n)��ȼ���ھ�����(y��u)��
���������īI(xi��n)��
����[1] ���l(w��i)����������.ģ��������Փ�c��(y��ng)��[M].�������������I(y��)��W(xu��)�����磬1999��1-248
�������ߺ��飺
��������1970��������У�����ˣ����̎�����Ҫ���S�Ԅӻ�����ϵ�y(t��ng)�Ĺ����c��(y��ng)�ù�����