|
����ժҪ����ͤˮ�S�ĞV�ؚ�ˮ���_ϴ�b��̎���քӠ�B�r�����������ܾ��_���r���_���漰���O�䷱�ࡢ���Ʒ��͵�һϵ�еĆ��}�������a��ɲ�����Ӱ푡����Ŀ�� PLC ���g�����ڷ��_ϴ���ƣ�ͨ�^��Ӳ��ϵ�y�ă������ƣ����F���Ԅӵķ��_ϴ���ơ��ںܴ�̶������˹�ˮ���ܡ����ϵ�y���_ϴ���|�����p�p���˵Ąڄӏ��ȵ�Ŀ�ġ�
�����P�I�~ ��ˮ�Ϸ��_ϴ���� PLC ��ɢ����
����һ������
�����ԁ�ˮ���^�V���Pϵ��ˮ�|�Ƿ�ϸ���P�I���E���V�صķ��_ϴ�r�g��Ч���tֱ��Ӱ��ԁ�ˮ���^�V�|��������Ҫ�r���Ʒ��_ϴ�����ǿ���ˮ�|�|���ĺ��ġ�
�������_ϴ�O��̎���քӠ�B�r����ˮ�y�yλ��ˮλ���ܾ��_��ϣ����������_�^���п����O��࣬�������s��Һλ���r�g�o�����_���ƣ����F�_�ߞV�ϵȆ��}��Ӱ푷��_ϴЧ�����ڷ��_ϴ�^�̷��_�á����L�Cʼ�K̎�ڝMؓ���\�D����ɴ�����ܓpʧ������ÿ���V�ض���Ϊ��������������˄ڄӏ��Ⱥܴ��@Щ�������a��ɲ�����Ӱ푡�
���� ��ˌ����_ϴ�b�õ��M���Ԅӻ��OӋ�����H�ɜp�p�������˵Ąڄӏ��ȣ�����Ҫ���������ϵ�y���_ϴ���|����ʹ�O���_����ѵ��\��Ч����
����������ˇ����
����ˮ�S�е�ˮ�����_��ˎ�����Ƃ��cͶ�ӡ�������ƽ�������Ȳ��E���M��V�أ����^������ע����ˮ�ء��V�ȞV�Ͻ��^һ�Εr�g�����eһЩ�s�|���۹����L����Ӌ��Ӱ��M����ˮ�ص�ˮ�|����Ӱ푳����ٶȡ��@�r����Ҫ�����M�з��_ϴ��
������ͤˮ�S�ķ��_ϴ��ˇ��Ҫ���Ú�ˮ�Ϸ��_���g���ڲ�ͬ�IJ��E��ͨ�^�_�P���L�C�����_���_�����_���⡢ˮ���_�IJ�ͬ�����M�Л_ϴ�����_����ϴ�w�����|��ʯӢɰ����Ŀ�ġ�
�����ڌ��H���a�У��քӿ��Ʒ��_ϴ�������E���£�
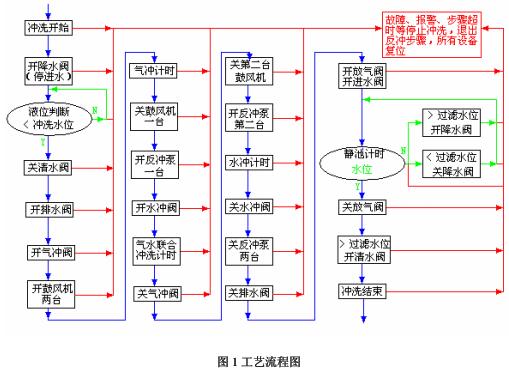
������1�� �� �_��ˮ�y��ֹͣ�Mˮ�� ��
������2�� �� ��Һλ�Ƿ�С�ڛ_ϴˮλ�r�P��ˮ�y��
������3�� �� ��ˮ�y�P����_��ˮ�y��
������4�� �� ��ˮ�y�_����_��_�y��
������5�� �� ��_�y�_����_���_���L�C���������L�C�_�C���̣� ��
������6�� �� ���_���L�Cȫ�_����_Ӌ�r��
������7�� �� ��_Ӌ�r��ɺ��Pһ�_���L�C���������L�C�P�C���̣� ��
������8�� �� �P���L�Cһ�_��ɺ��_һ�_���_�á�
������9�� �� �_���_��һ�_��ɺ��_ˮ�_�y��
������10�� �� �_ˮ�_�y��ɺ�����ˮ�ϛ_ϴӋ�r��
������11�� �� ��ˮ�ϛ_ϴӋ�r��ɺ��P�]��_�y��
������12�� �� �P��_�y��ͬ�r�����_ʣ��һ�_���L�C����ͨ�y���P�]ʣ��Ĺ��L�C��
������13�� �� �P���L�C�ڶ��_��ɺ��_�ڶ��_���_�á�
������14�� �� �_���_�õڶ��_��ɺ���ˮ�_Ӌ�r��
������15�� �� ˮ�_Ӌ�r��ɺ��Pˮ�_�y��
������16�� �� �Pˮ�_�y��ɺ��P���_���_�á�
������17�� �� �P��ˮ�y�����_�Ś��y��ͬ�r���_�Mˮ�y��
������18�� �� Ȼ����_ʼ�o��Ӌ�r������ˮλ��Ҫ�V�ϱ��_�ߡ�
������19�� �� �ڞV�Ͻӽ��oֹ�r���P�Ś��y����Һλ�����^�Vˮλ���_��ˮ�y���@�ӛ_ϴ������ˡ�
����1����ˮ�Ϸ��_ϴ��ˇ���̣� �����O��Ć��Ӻ�ֹͣ�ɲ����ˆT����λ�C�l��ָ��������Ԅ��Д࣬�� PLC ������ɲ��������w����Ҋ �D 1��
����2���_���L�C����
������1�� �� �_��ͨ�yͬ�r�P���L�y��
���� ��2�� �� ����ͨ�yȫ�_�����L�yȫ�P��̖�������_���L�C��
������3�� �� �ȹ��L�C�_��̖�������_���L�y���ȳ��L�yȫ�_��̖�������P��ͨ�y����ͨ�yȫ�P���_���L�C������ɡ�
�����P���L�C����
������1�� �� �_��ͨ�y������ͨ�yȫ�_��̖�������P���L�y��
������2�� �� �ȳ��L�yȫ�P��̖������ͣ���L�C���P���L�C������ɡ�
����3���V��ѭ�h�_ϴ��ˇ���̣��� SLC 500 ���ƣ����w����Ҋ �D 2��
��������ϵ�y�M��
������ˮ�Ϸ��_ϴ��ˇ��Ҫ�����������c�� ��1�����V�ؿ����������������w�O��ࡣ ��2���ɼ���B��̖���s�� ��3���ԁ�ˮ���a�����B�m�ԡ���������ԺͲ��g���Ե����ԡ� ��4�����V�ص��O���ɢ��
������ˮ�Ϸ��_ϴ�Ԅӿ���ϵ�y����̖��Ҫ�У���λ�C�������_���|�����Ŀ���ݔ�뼰�yλ�_/�P������̖��PLCϵ�y�Ŀ���ؓ�d��Ҫ������ˮ�y�_�ȿ��ơ��y�T�_/�P��̖�����L�C���_�õȵ�늙C��/ͣ��̖�������_�P��ݔ�루DI��130 ��ݔ���c���_�P��ݔ����DO��70 ��ݔ���c��ģ�M��ݔ�루AI��18��ݔ���c��ģ�M��ݔ����AO��6 ��ݔ���c��������̖��ȡ�ȴ���̖��
�����������_ϴ���a��ˇ���c�� �ڴ_�����Ʒ����� ݔ�롢 ݔ���c���� ��ϵ�y�M�����������x�ͣ� ���ù��I����Ӌ��C����λ�C�� �ù���ܛ�� INTOUCH7.1
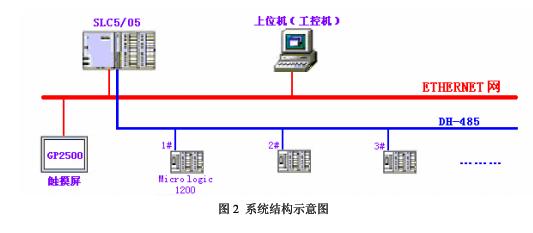
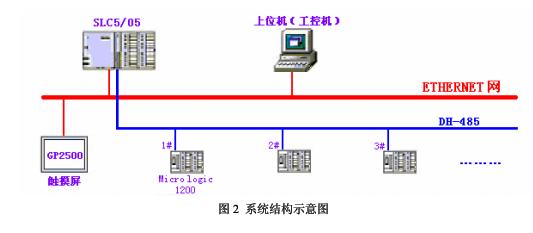
�������ƱO��ܛ�����x�� AB ��С�� PLC SLC5/05 �����������վ���������_�ü����L�C�M�п��ƣ�GP2500�|��������F���@ʾ���Ɔ�Ԫ���x�� AB ���� PLC Micro logix 1200������V�صĻ������Ƽ��������V�ص����a�O���M�з�ɢ���ƣ�ģ�K����ݔ��ģ�K 1762-IF4��ģ�M��ݔ��ģ�K 1762-IF2OF2��ͨ�^ 1761 NET-AIC �Bͨ DH-485 �� ETHERNET ���M�ɾW�j���O����λ�C���F�����˙C���棬�����a�����͔����M�нyӋ̎����
������ϵ�yȫ���O��Ŀ��ƶ��� PLC ����ɣ� �������� RSLogix 500 ����ܛ�����ơ� �ɷ�������� ETHERNET �W�j�� DH-485 �W�j�������� PLC ��CPU��Ԫ���ڸ���ˇ�μ����w�O��Ŀ��Ƴ���������������������ͬ�Ĺ�ˇ�����ӳ����{��ģʽ�����ڲ���Ҫ���^�߾��ȵĹ�ˇ�����Ŀ��ƣ��t���� PLC �M���]�h���ƣ��ڬF��ʹ������ȫ�ܝM�����aҪ����˳���Y�����^���Σ��{ԇ�;S���㡣
���� ����ϵ�y�Y���D��D 2��ʾ��
�����ġ�ϵ�yܛ�����OӋ
����ϵ�yܛ����Ҫ���������ؽM�Bܛ�� INTOUCH��RSLINX��RSLOGIX 500 ����ܛ�����|��������ܛ����
�������ؽM�Bܛ������ INTOUCH7.1�M�Bܛ�������� WindowMaker�˙C����M�B���ߣ��� WindowView�D�ν����\��ϵ�y�\�нM�B����ͨ�^ I/O server���F SLC5/05 ��ͨ�š�
����RSLOGIX 500 ����ܛ��֧�� SLC500��Micro logix ϵ��̎�������������ΈD���̿��ƹ��L�C�����_�õ��_�P��B�����Ƹ��������Ƽ� PLC�� �����Ƹ����y�T�_�P��B��ˮλ������ɶ��r���_ϴ��
�����|����ܛ�����ƌ��r�@ʾ�����ƬF����ˇ���̈D��
�����塢ϵ�y�ĺ���
�����Y�Ϲ�ˇ�Č��H��r��ϵ�y��Ӳ�����ã���ԓϵ�y�֞� 3 �����Ƽ������h�̿��Ƽ������ؙC�� ���F�����Ƽ��ͻ������Ƽ���
������һ�����h�̿��Ƽ����� 1 �_���I����Ӌ��C�M�ɣ�λ���п��ң�ʹ�� INTOUCH �������ƽ�_����Ҫ���ܞ��@ʾ���O���B����������ˇ���̣�ֵ�����ˆT���r�O�جF���^�V���̺ͷ��_ϴ���̵Ĺ�����B�������O�����r�M�з��_ϴ��ӛ䛷��_ϴ�����͕r�g��
�����ڶ�����F�����Ƽ��� �� AB ��˾С�� PLC SLC5/05 PLC �� AB ��˾�� PLC Micro logix 1200 series C�� ݔ��ģ�K 1762-IF4�� ݔ��ģ�K 1762-IF2OF2���� GP 2500�|�����M�ɣ��� SLC5/05 PLC ������վͨ�^ ETHERNET �W�j�Ѹ��V�صķ�վ PLC�B���������f�{ϵ�y�Ľyһ���������Ƹ���վ���\�У�����ԄӶ��r���_ϴ�Ŀ������̡�ͨ�^ GP 2500�|�����γ��˙C���棬����˙C�������F���@ʾ��ˇ���̺��y�T�Ĺ�����B��
������������������Ƽ������yλ�����������g�^��������o�ȽM�ɡ������ք�/�ԄӃɷN���Ʒ�ʽ�����քӠ�Bͨ�^�F�������_���o���F���y�T��늙C�IJ��������ԄӠ�Bͨ�^ݔ��ģ�K��Ɍ��y�T��늙C�Ŀ��ơ�ݔ��ģ�K��Ҫ�ɼ����y�T��B������̖����ݔ���|�������ؙC�M���@ʾ���� PLC �M���Д���ơ�
�����������P PLC ��B
����1��SLC5/05 PLC �nj����_���f���Ԅӻ���˾ SLC 500TM ϵ�е�С�Ϳɾ��̿������� SLC500 ϵ�пɾ��̿����������ٶȿ졢���������̷��㡢�\�пɿ��Լ������`������c����� I/O�c���_ 4096�c��������������_ 64K �֣�128K�ֹ����Ĕ���/����ȴ棬ָ����� 0.9ms/K �����Ñ�����,�ھ��ɾ��̣������\�Еr�ɾ��̣����Ѓ��� 10 BASE-T ��̫�WͨӍ�ӿڡ�
����2��Micro logix 1200 series C �nj����_���f���Ԅӻ���˾ Micro logix ϵ�е��Ϳɾ��̿��������m���ڷ�ɢ���ƣ���� I/O�c���� 88 �c,֧���ھ��ɾ��̣������\�Еr�ɾ��̣� ������ DH485�W�j�ӿڡ�
���� �ߡ��Y���Z
�������Ŀ���ù��IӋ��C�Ͷ� PLC ͨ�^ ETHERNET��DH-485 �W�j���B�ӽM�ɵļ�ɢ�Ϳ���ϵ�y�� �����ü�ɢ�Ϳ��Ƶă��c���ڣ����V�ذl���ֲ��ʕr��Ӱ������V�ص��\�С� �������� PLC ���ɔ_���������M�W���㡢�m���ڹ��I�F���ij��c������λ�C�܌��F���������a�^�����O��Ŀ��ƺ�ˇ�������O�á��{���c�O�y��ʹ�������_�b�óɞ�һ���yһ���ЙC���w�����_�^���B؞�����Ɯʴ_������Ҫ����ɶ��r���_ϴ������_ϴ���γط��_ϴ�ȶ�N�Ԅӷ��_ϴ�^�̣��Ķ����ؽ����˲������˵Ąڄӏ��ȣ�����˷��_ϴ�|������ȫ�ܝM���ԁ�ˮ�S�Ԅӷ��_ϴ���Ƶ�Ҫ������������ȫ�ɿ����������ã����ھ��̡��������S�ޣ��ڰ�ͤˮ�S�õ����õđ��á�
���������īI��
����1�� SLC500 ָ����� 2002.5
����2�� MicroLogix 1200 Programmable Controllers 2004.3
����3�� Advance Interface Converter (AIC+) 2003.7
����4�� INTOUCH 7.1 USER��S GUIDE 1999.7
����5�� INTOUCH�䷽�������Ñ�ָ�� 2001.6
����6�� GP ϵ�� Pro-face �������փ� 2004.8
�������ߺ��飺
������ܣ���Ҫ����Ӌ���x�����Ԅӻ��x�������Լ�ˮ̎���Ԅӿ���ϵ�y���_�l�;S�o��
|

