|
▀xTą═▓█ŲĮ┼_╝mĮYĄ─ł÷Š░Ż¼─¬▀^ė┌├µī”║ĖĮėĪóÖz£yā╔ĘN║╦ą─╣żørĢrŻ¼▓╗ų¬Ą└įōį§├┤╠¶——═¼śė╩ŪTą═▓█ŲĮ┼_Ż¼▀xī”┴╦▀m┼õ╣żørŻ¼─▄┤¾Ę∙╠ß╔²ū„śIą¦┬╩Ż╗▀xÕe┴╦▓╗āH└╦┘M│╔▒ŠŻ¼▀ĆĢ■ŅlĘ▒│÷å¢Ņ}Ż©▒╚╚ń║ĖĮėūāą╬ĪóÖz£yöĄō■╩¦šµŻ®ĪŻŲõīŹŻ¼║╦ą─▀ē▌ŗ║▄║åå╬Ż║║ĖĮė╣żørųž“ĘĆ▌dĪó┐╣š±Īó▀m┼õŖAŠ▀”Ż¼Öz£y╣żørųž“Š½Č╚ĪóŲĮ├µČ╚Īó┐╣Ė╔ö_”ĪŻū÷┴╦ę╗Ę▌╣żørī”▒╚ųĖ─ŽŻ¼ų▒Įė░┤ł÷Š░“│Łū„śI”Ż¼ą┬╩ųę▓─▄▀xą═Ż¼Ėµäe▀xō±└¦ļyĪŻ
Ž╚├„┤_║╦ą─Ū░╠߯║║ĖĮė┼cÖz£y╣żørĄ─║╦ą─įVŪ¾▓╗═¼Ż¼ī¦ų┬Tą═▓█ŲĮ┼_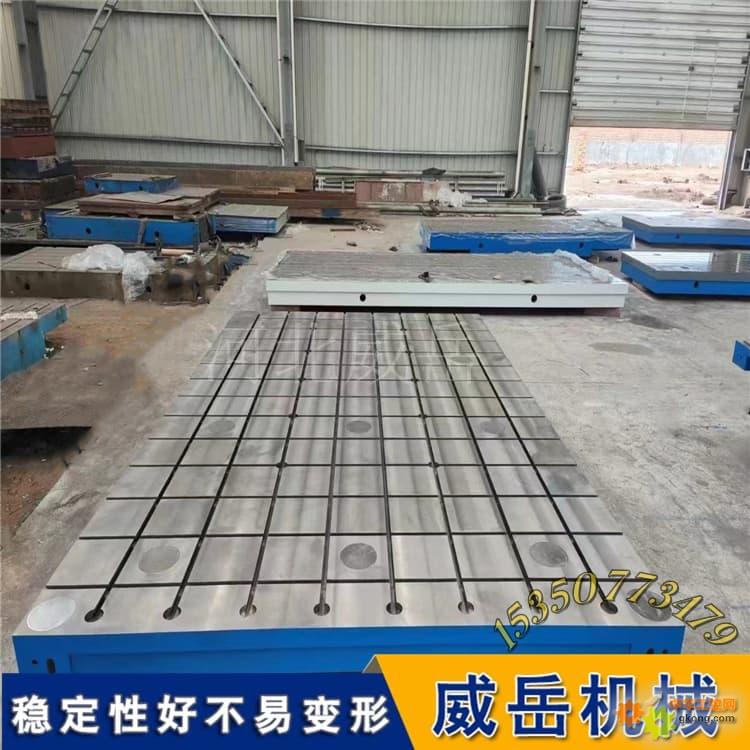 Ą─▀xą═ģóöĄŻ©Š½Č╚Īó▓─┘|╠Ä└ĒĪóTą═▓█ęÄĖ±ĪóĮYśŗįOėŗŻ®┤µį┌▒Š┘|▓Ņ«ÉŻ¼▓╗─▄“ę╗ĄČŪą”▀x═¼ę╗┐ŅĪŻŽ┬├µÅ─5éĆ║╦ą─ŠSČ╚ī”▒╚▓ĮŌŻ¼├┐éĆŠSČ╚Č╝Įo│÷├„┤_Ą─╣żør▀m┼õĘĮ░ĖŻ¼ų▒Įėī”šš▀xō±╝┤┐╔ĪŻ Ą─▀xą═ģóöĄŻ©Š½Č╚Īó▓─┘|╠Ä└ĒĪóTą═▓█ęÄĖ±ĪóĮYśŗįOėŗŻ®┤µį┌▒Š┘|▓Ņ«ÉŻ¼▓╗─▄“ę╗ĄČŪą”▀x═¼ę╗┐ŅĪŻŽ┬├µÅ─5éĆ║╦ą─ŠSČ╚ī”▒╚▓ĮŌŻ¼├┐éĆŠSČ╚Č╝Įo│÷├„┤_Ą─╣żør▀m┼õĘĮ░ĖŻ¼ų▒Įėī”šš▀xō±╝┤┐╔ĪŻ
ę╗Īó║╦ą─ŠSČ╚ī”▒╚Ż║║ĖĮėvsÖz£yŻ¼ģóöĄ▓Ņ«Éę╗─┐┴╦╚╗
1.Š½Č╚Ą╚╝ēŻ║Öz£y╣żør“Ū¾”Ż¼║ĖĮė╣żør“Ū¾īŹė├”ĪŻÖz£y╣żørŻ©╚ń┴Ń╝■ą╬╬╗╣½▓ŅÖz£yĪóįOéõąŻ£╩Ż®ī”ŲĮ├µČ╚ę¬Ū¾Ė▀Ż¼ąĶ▀x1╝ēŠ½Č╚ŲĮ┼_Ż¼ŲĮ├µČ╚š`▓Ņ≤0.02mm/mŻ¼┤_▒ŻÖz£y╗∙£╩¤oŲ½▓ŅŻ╗║ĖĮė╣żørŻ©│ŻęÄ║ĖĮėĪóųąą═║Ė╝■čb┼õŻ®¤oąĶŠ½Č╚Ż¼2╝ēŠ½Č╚═Ļ╚½ē“ė├Ż¼ŲĮ├µČ╚š`▓Ņ≤0.05mm/mŻ¼╝µŅÖĘĆČ©ąį┼cąįār▒╚Ż¼▀^Č╚ūĘŪ¾Ė▀Š½Č╚ų╗Ģ■į÷╝ė│╔▒ŠĪŻ
2.▓─┘|┼cĢrą¦╠Ä└ĒŻ║║ĖĮė╣żør“┐╣įņ”Ż¼Öz£y╣żør“┐╣ūāą╬”ĪŻā╔š▀Š∙▀xė├HT250/HT300╗ęĶTĶFŻ¼Ą½╠Ä└Ē╣ż╦ćėą▓Ņ«ÉŻ║║ĖĮė╣żørąĶĮøÜvĖ▀£žø_ō¶┼cš±äėŻ¼ŲĮ┼_ąĶū÷ļpųžĢrą¦╠Ä└ĒŻ©ūį╚╗+╚╦╣żŻ®Ż¼ÅŖ╗»┐╣š±ąį┼c─═¤ßūāą╬─▄┴”Ż¼▒▄├Ō║ĖĮėĖ▀£žī¦ų┬ŲĮ┼_┬NŪ·Ż╗Öz£y╣żøré╚ųžķLŲ┌Š½Č╚ĘĆČ©Ż¼│²ļpųžĢrą¦═ŌŻ¼▀ĆąĶū÷Š½─ź╝ė╣żŻ¼┤_▒Ż├µ░Õ¤oā╚æ¬┴”Üł┴¶Ż¼ķLŲ┌╩╣ė├¤oŠ½Č╚Ų»ęŲĪŻ
3.Tą═▓█ęÄĖ±Ż║║ĖĮė╣żør“┤ų╣╠”Ż¼Öz£y╣żør“Š½╣╠”ĪŻ║ĖĮė╣żør▀m┼õųąą═/ųžą═ŖAŠ▀Ż¼Tą═▓█▀xīÆ▓█/ųą▓█Ż©▓█īÆ18mm/28mmŻ®Ż¼ī”æ¬M16/M24┬▌╦©Ż¼▓█ķgŠÓ150-200mmŻ¼─▄└╬└╬╣╠Č©ųž▌d║Ė╝■Ż¼Ąųė∙║ĖĮėš±äėŻ╗Öz£y╣żør▀m┼õŖAŠ▀Ż¼Tą═▓█▀xšŁ▓█/ųą▓█Ż©▓█īÆ14mm/18mmŻ®Ż¼ī”æ¬M12/M16┬▌╦©Ż¼▓█ķgŠÓ100-150mmŻ¼╣╠Č©ņ`╗ŅŪę▓╗ė░ĒæÖz£y▓┘ū„Ż¼▒▄├ŌŖAŠ▀š╝ė├▀^ČÓÖz£y┐šķgĪŻ
4.ĮYśŗįOėŗŻ║║ĖĮė╣żør“┐╣ø_ō¶”Ż¼Öz£y╣żør“┐╣Ė╔ö_”ĪŻ║ĖĮė╣żørąĶ│ą▌d║Ė╝■ųž┴┐┼c║ĖĮėø_ō¶Ż¼ŲĮ┼_├µ░Õ║±Č╚▀x50-80mmŻ¼Ąū▓┐╝ė├▄╝ėÅŖĮŅŻ©ķgŠÓ≤300mmŻ®Ż¼╠ß╔²┐╣ø_ō¶─▄┴”Ż╗Öz£y╣żøré╚ųžĘ└š±äėĖ╔ö_Ż¼├µ░Õ║±Č╚▀x40-60mmŻ¼Ąū▓┐▓╔ė├ūĶ─ßĮYśŗįOėŗŻ¼┤Ņ┼õ£pšē|ĶFŻ¼─▄╬³╩šŁhŠ│š±äėŻ¼▒▄├ŌĖ╔ö_Öz£yöĄō■ĪŻ
5.ĖĮ╝ė╣”─▄Ż║║ĖĮė╣żør“Ę└’w×R”Ż¼Öz£y╣żør“Ę└─źōp”ĪŻ║ĖĮė╣żør┐╔▀xō±├µ░ÕĦĘ└’w×R═┐īėĄ─ŲĮ┼_Ż¼▒▄├Ō║Ėį³š│▀BĪóōpē─├µ░ÕŻ╗Öz£y╣żørĮ©ūh▀xō±├µ░ÕÆü╣Ō╠Ä└ĒĄ─ŲĮ┼_Ż¼£p╔┘╣ż╝■┼c├µ░ÕĄ──”▓┴─źōpŻ¼═¼Ģr▒Ńė┌ŪÕ└ĒŻ¼▒▄├Ōļs╬’ė░ĒæÖz£yŠ½Č╚ĪŻ
▀xą═▒▄┐ė╠ßąčŻ║ó┘Į¹ų╣ė├Öz£y╝ēĖ▀Š½Č╚ŲĮ┼_ū÷║ĖĮėė├═ŠŻ¼ęū▒╗║Ėį³ōpē─ĪóŠ½Č╚╩¦ą¦Ż╗ó┌║ĖĮėŲĮ┼_äe▀xšŁ▓█ąĪ┬▌╦©Ż¼╣╠Č©▓╗└╬ęūī¦ų┬║Ė╝■ęŲ╬╗Ż╗ó█ŠC║Ž╣żørā׎╚▀xųąęÄĖ±Ż¼▒▄├Ō“┤¾▓─ąĪė├”╗““ąĪ▓─┤¾ė├”Ż╗ó▄¤ošō──ĘN╣żørŻ¼Č╝ę¬▀xĘ¹║ŽGB/T22095-2023ś╦£╩Ą─«aŲĘŻ¼ģóöĄĖ³ęÄĘČĪŻ
┐éĮYüĒšfŻ¼Tą═▓█ŲĮ┼_▀xą═Ą─║╦ą─╩Ū“╣żørŲź┼õ”Ż¼║ĖĮė┼cÖz£y╣żørĄ─║╦ą─įVŪ¾▓╗═¼Ż¼▀xą═ģóöĄūį╚╗ėą▓Ņ«ÉĪŻ░┤Ą─ŠSČ╚ī”▒╚┼cł÷Š░ŪÕå╬“│Łū„śI”Ż¼¤oąĶį┘╝mĮYŠ½Č╚ĪóęÄĖ±ĪóĮYśŗĄ╚╝Ü╣ØŻ¼┐ņ▀xĄĮ▀m┼õ╣żørĄ─ŲĮ┼_Ż¼╝╚╣Ø╩Ī│╔▒ŠŻ¼ėų─▄▒▄├Ō║¾└m╩╣ė├╣╩šŽŻ¼šµš²īŹ¼Fū„śIĪŻ
|

