|
ĶTĶF║ĖĮėŲĮ┼_Ż©ę▓ĘQ║ĖĮėŲĮ░ÕĪóT ą═▓█║ĖĮėŲĮ░ÕŻ®╩ŪÖCąĄ║ĖĮėū„śIīŻė├Ą─Ė▀Š½Č╚╗∙£╩╣żū„┼_Ż¼ė├ė┌╣ż╝■Ą─Č©║═╬╗ĪóŖAŠoĪó║ĖĮė╝░Öz“ׯ¼ÅVĘ║ė├ė┌╣ż│╠ÖCąĄĪóē║┴”╚▌Ų„ĪóõōĮYśŗĄ╚ųŲįņŅIė“ĪŻ
▓─┘|Ż║ś╦£╩×ķĖ▀ÅŖČ╚╗ęĶTĶF HT200–HT300Ż©│Żė├ HT250Ż®Ż¼╣żū„├µė▓Č╚ HB170–240Ż╗╩»─½Ų¼ĀŅĮYśŗĦüĒā׫ɥ─£pšąį┼c┐╣¤ßūāą╬─▄┴”ĪŻ
ĻPµI╣ż╦ćŻ║▒ž║═ĒÜĮø 600–700Īµ╚╦╣ż═╦╗Ż©▒Ż£ž 8–12h ŠÅ┬²└õģsŻ®╗“ 2–3 ─Ļūį╚╗Ģrą¦Ż¼Åž║═ĄūŽ¹│²ĶTįņā╚æ¬┴”Ż╗Ąū▓┐įOėŗŠ«ūų / ├ūūų╝ėÅŖĮŅŻ¼╠ß╔²š¹¾wäéąįŻ╗╣żū„├µ│Ż╝ė╣ż T ą═▓█Ż©ĘĮ▒Ńė├ T ą═┬▌╦©╣╠Č©╣ż╝■Ż®Īó┼┼į³┐ūŻ¼é╚├µŅA┴¶ĮėĄž┬▌┐ūĘ└║ĖĮėņoļŖĪŻ
ĶTĶFŻ©╠žäe╩Ū╗ęĶTĶFŻ®Ą─║ĖĮėę“Ųõ▓─┴Ž╠žąįČ° notoriously difficultŻ© notoriously difficultŻ®Ż¼Ą½═©▀^š²┤_Ą─ĘĮĘ©║═£╩éõŻ¼ą▐Å═ĶTĶFŲĮ┼_╩Ū═Ļ╚½┐╔ęįīŹ¼FĄ─ĪŻ
ęįŽ┬×ķ─·╚½║═├µĮŌ╬÷ĶTĶF║ĖĮėŲĮ┼_Ą─╝╝ągę¬³cĪó▓Į¾EĪóĘĮĘ©║═ūóęŌ╩┬ĒŚĪŻ
║╦║═ą─ļy³cŻ║×ķ╩▓├┤ĶTĶFļy║ĖŻ┐
Ė▀╠╝║¼┴┐Ż©2%-4%Ż®Ż║║ĖĮėĢrŻ¼╠╝┼c┐šÜŌųąĄ─č§Ę┤æ¬╔·│╔ę╗č§║═╗»╠╝Ż¼ęū«a╔·ÜŌ┐ūŻ╗ČÓėÓĄ─╠╝Ģ■ą╬│╔ė▓Č°┤ÓĄ─±R╩Ž¾wĮM┐ŚŻ¼į┌¤ßė░Ēæģ^Ż©HAZŻ®«a╔·░ū┐┌║═┴č╝yĪŻ
Ą═╦▄ąį║═Ė▀┤ÓąįŻ║ĶTĶFÄū║§¤očėš╣ąįŻ¼¤oĘ©═©▀^╦▄ąįūāą╬üĒßīĘ┼║ĖĮėæ¬┴”Ż¼ŽÓ«öęū«a╔·¤ßæ¬┴”┴č╝y║═äāļx┴č╝yĪŻ
ī”└õģs╦┘Č╚├¶ĖąŻ║┐ņ╦┘└õģsŻ©╚ńŁhŠ│£žČ╚Ą═╗“╣ż╝■║±┤¾Ż®Ģ■ŽÓ«ö┤¾╝ėäĪ░ū┐┌║═┴č╝yāAŽ“ĪŻ
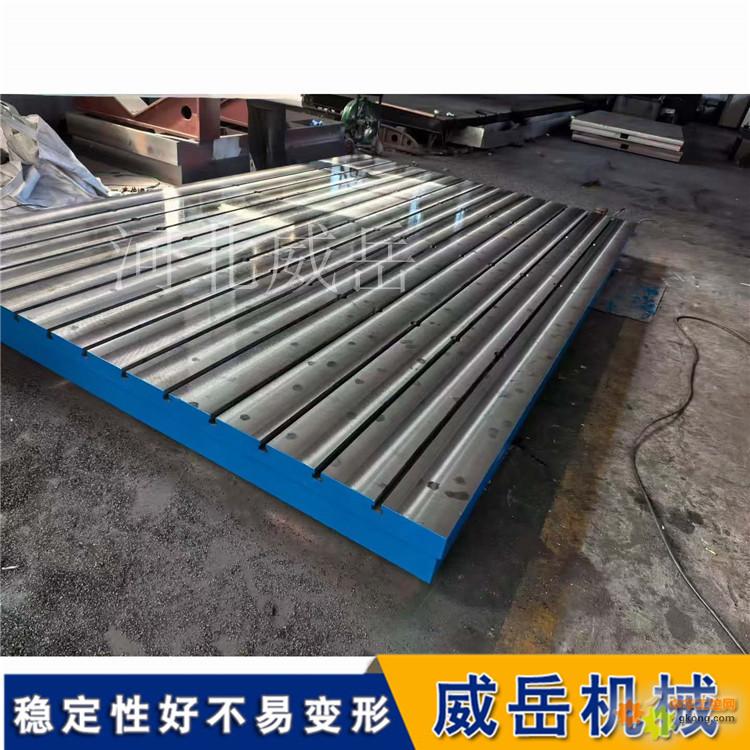
║ĖĮėŪ░▒ž▓╗┐╔╔┘Ą─£╩éõ╣żū„
Åž║═ĄūŪÕØŹŻ║ė├ĮŪ─źÖCĪóõōĮz╦óĪó╗čµ║µ┐ŠĄ╚ĘĮ╩ĮŻ¼Åž║═ĄūŪÕ│²┤²║Ėģ^ė“╝░ų▄▀ģĄ─ė═╬█ĪóõP█EĪóė═ŲßĪó╦«ĘųĪŻė═╬█╩ŪÜŌ┐ūĄ─ų„ę¬üĒį┤ĪŻ
ķ_Ų┬┐┌Ż║
ī”ė┌┴č╝yŻ¼▒ž║═ĒÜŽ╚į┌┴č╝yā╔Č╦Ń@“ų╣┴č┐ū”Ż©φ6-φ8mmŻ®Ż¼Ę└ų╣┴č╝yį┌║ĖĮė▀^│╠ųąčė╔ņĪŻ
ė├ĮŪ─źÖC╗“ńYūėčž┴č╝yķ_│÷Uą╬╗“Vą╬Ų┬┐┌Ż©ĮŪČ╚60-90°Ż®Ż¼Ų┬┐┌ę¬ėąūŃē“Ą─īÆČ╚║═╔ŅČ╚Ż¼┤_▒Ż║Ė▓──▄╚█═ĖĄĮĄū▓┐ĪŻ
ŅA¤ßŻ║▀@╩Ū│╔╣”║ĖĮėĶTĶFŲĮ┼_▒╚▌^ĻPµIĄ─ę╗▓ĮŻĪ
─┐Ą─Ż║ĮĄĄ═║ĖĮėģ^Ą─£žČ╚╠▌Č╚Ż¼£pŠÅ└õģs╦┘Č╚Ż¼Ę└ų╣░ū┐┌║═┴č╝yŻ¼£p╔┘║ĖĮėæ¬┴”ĪŻ
£žČ╚Ż║ī”ė┌┤¾ą═ĪóÅ═ļs╗“Šą╩°Č╚Ė▀Ą─ŲĮ┼_Ż¼═Ų║═╦]š¹¾wŅA¤ßų┴ 300-500°CŻ©░Ą╝t╔½ĄĮķ┘╝t╔½Ż®ĪŻŠų▓┐ŅA¤ßų┴╔┘ę¬īóŲ┬┐┌ų▄ć·150mmģ^ė“Š∙ä“╝ė¤ßĪŻ
ĘĮĘ©Ż║┤¾ą═ŲĮ┼_│Żė├╝ė¤ßĀt╗“┬─Ħ╩Į╝ė¤ß╠║Ż¼¼Fł÷┐╔ė├┤¾╠¢║Ėśī╗“č§-ęę║═╚▓╗赊Å┬²Š∙ä“╝ė¤ßĪŻ
ų„ę¬║ĖĮėĘĮĘ©╝░║Ė▓─▀xō±
Ė∙ō■ŲĮ┼_Ą─╩╣ė├ę¬Ū¾Ż©ÅŖČ╚Īó┐╔╝ė╣żąįĪóŅü╔½Ųź┼õĄ╚Ż®▀xō±ĪŻ
1. «É┘|║Ė┐pŻ©▒╚▌^│Żė├Īó▒╚▌^┐╔┐┐Ą─ĘĮĘ©Ż®
╩╣ė├ĘŪĶTĶF║ĖŚlŻ¼║Ė┐pĮī┘┼c─Ė▓─│╔Ęų▓╗═¼ĪŻ
µć╗∙║ĖŚlŻ©╩ū║═▀xŻ®Ż║
╝āµć║ĖŚlŻ©╚ńZ308Ż®Ż║║Ė┐p▄øĪó╦▄ąį║├Ż¼┐╣┴čąįāׯ¼ęūÖC╝ė╣żĪŻŅü╔½┼c─Ė▓─ĮėĮ³ĪŻ▒╚▌^▀m║Žė├ė┌ŲĮ┼_╣żū„├µ╗“ąĶę¬║¾└m╝ė╣żĄ─▓┐╬╗ĪŻĄ½ÅŖČ╚ŽÓī”▌^Ą═ĪŻ
µćĶF║ĖŚlŻ©╚ńZ408Ż®Ż║ÅŖČ╚Ė▀Ż©≈400MPaŻ®Ż¼╦▄ąį║├Ż¼┐╣┴čąįŽÓ«ö╝čĪŻ╩Ūą▐Å═ŲĮ┼_╩▄┴”▓┐╬╗Ż©╚ńĮŅ░ÕĪóų¦ō╬═╚Ż®Ą─▒╚▌^╝č▀xō±ĪŻĄ½Ņü╔½Ų½³SŻ¼╝ė╣żąį┬į▓Ņė┌╝āµć║ĖŚlĪŻ
µćŃ~║ĖŚlŻ©Z508Ż®Ż║ąį─▄Įķė┌ā╔š▀ų«ķgĪŻ
Ė▀ÅŖČ╚õō║ĖŚlŻ©╚ńJ506Ż¼ J507Ż®Ż║
╣ż╦ćę¬³cŻ║▒ž║═ĒÜ┼õ║ŽįįĮzĘ©ŻĪį┌Ų┬┐┌ā╚ŅAŽ╚╣źĮzŻ¼öQ╚ļę╗┼┼╠╝õō┬▌ĮzŻ©M8-M12Ż®Ż¼║ĖĮėĢrŽ╚īó┬▌Įz║Ė║ŽŻ¼į┘Ė▓╔w▀BĮė┬▌ĮzķgĄ─║Ė┐pĪŻ┬▌ĮzŲĄĮÖCąĄ╣╠Č©║═Ęų╔óæ¬┴”Ą─ū„ė├ĪŻ
ā׳cŻ║│╔▒Š▒╚▌^Ą═Ż¼║Ė┐pÅŖČ╚Ė▀ĪŻ
╚▒³cŻ║║Ė┐pė▓Īó┤ÓŻ¼Äū║§▓╗┐╔╝ė╣żŻ¼Ņü╔½▓Ņ«É┤¾Ż¼ęūķ_┴诩¤oįįĮzĢrĮ^║═ī”Į¹ų╣╩╣ė├Ż®ĪŻāHė├ė┌ĘŪ╝ė╣ż├µĪóĘŪųžę¬▓┐╬╗Ą─ą▐čaĪŻ
2. ═¼┘|║Ė┐pŻ©ĶTĶF║ĖŚlŻ®
╩╣ė├ĶTĶFąŠ╗“õōąŠ╩»─½╗»║ĖŚlŻ©╚ńZ208, Z238Ż®ĪŻ
ę¬Ū¾ŽÓ«öĖ▀Ż║▒ž║═ĒÜīó╣ż╝■š¹¾wŅA¤ßų┴600-700°CŻ©░ĄÖč╝t╔½Ż®Ż¼║ĖĮė▀^│╠ųą▒Ż│ų┤╦£žČ╚Ż¼║Ė║¾ąĶŠÅ┬²└õģsŻ©┬±╚ļ¤ß╔░╗“╩»├▐╗ęųąŻ®ĪŻ
ĮY╣¹Ż║║Ė┐pĮM┐ŚĪóąį─▄ĪóŅü╔½┼c─Ė▓─▒╚▌^Ųź┼õĪŻ
╚▒³cŻ║╣ż╦ćÅ═ļsŻ¼─▄║─┤¾Ż¼ūāą╬’LļUĖ▀Ż¼ī”┤¾ą═ŲĮ┼_īŹ╩®└¦ļyĪŻ═©│Żė├ė┌ĶTįņÅS╗“ėąŚl╝■Ą─¤ß╠Ä└Ē▄ćķgĪŻ
ś╦£╩║ĖĮė▓┘ū„▓Į¾EŻ©ęįµć╗∙║ĖŚl+ŅA¤ß×ķ└²Ż®
£╩éõ┼cŅA¤ßŻ║═Ļ│╔ŪÕØŹĪóķ_Ų┬┐┌Īóų╣┴č┐ū║¾Ż¼īóŲĮ┼_š¹¾w╗“Šų▓┐Š∙ä“ŅA¤ßų┴ŅAČ©£žČ╚ĪŻ
║ĖĮėģóöĄŻ║▓╔ė├ąĪļŖ┴„Īóų▒┴„Ę┤ĮėŻ©║ĖŚlĮėš²ŽÓ«öŻ®ĪŻļŖ┴„▒╚║Ė═¼Ą╚║±Č╚õō╝■ąĪ20%ū¾ėęĪŻČ╠Č╬ĪóöÓ└mĪóĘų╔ó║ĖĪŻ
║ĖĮė╝╝Ū╔Ż║
Č╠║ĖĄ└Ż║├┐┤╬ų╗║Ė30-50mmķLČ╚ĪŻ
ÕNō¶Ż║├┐║Ė═Ļę╗ąĪČ╬Ż¼┴ó╝┤ė├łAŅ^ąĪÕN┐ņ╦┘Īó▌p▌pĄžÕNō¶║Ė┐pĮī┘Ż¼ęįčėš╣Įī┘ĪóßīĘ┼æ¬┴”ĪŻ┤²║Ė┐p£žČ╚ĮĄų┴░Ą╝t╔½į┘ÕNō¶ĪŻ
ĮĄ£žŻ║Ą╚┤²įōČ╬║Ė┐p└õģsĄĮ▓╗ĀC╩ųŻ©╝s50-60°CŻ®Ż¼į┘║ĖŽ┬ę╗Č╬ĪŻ
╠°║Ė/Ęų╔ó║ĖŻ║▓╗ę¬▀B└m║ĖŻ¼æ¬Ž±“³cČ╣Ė»”ę╗śėį┌Ų┬┐┌▓╗═¼╬╗ų├Ęų╔ó║ĖĮėŻ¼▒▄├Ō¤ß┴┐╝»ųąĪŻ
║Ė║¾╠Ä└ĒŻ║
▒Ż£žŠÅ└õŻ║║ĖĮė═Ļ│╔║¾Ż¼┴ó╝┤ė├▒Ż£ž├▐Īó¤ß╔░╗“╩»├▐Üųīó╣ż╝■ć└├▄░³╣³Ż¼ūīŲõŽÓ«öŲõŠÅ┬²Ąž└õģsų┴╩ę£žŻ©┐╔─▄ąĶę¬24ąĪĢr╗“Ė³Š├Ż®ĪŻ▀@╩ŪĘ└ų╣┴č╝yĄ─▒╚▌^ĮK▒ŻšŽĪŻ
║¾╝ė╣żŻ║═Ļ╚½└õģs║¾Ż¼ė├ĮŪ─źÖC╗“ŃŖ┤▓Ą╚ī”║Ė┐p▀Mąą┤“─źĪóą▐ŲĮĪŻ
┐éĮY┼cĮ©ūh
ī”ė┌ÖC┤▓ŲĮ┼_ĪóÖz“×ŲĮ┼_Ą╚ĻPµIįOéõŻ║═Ų║═╦]▓╔ė├µć╗∙║ĖŚlŻ©Z308/Z408Ż®+ │õĘųŅA¤ßŻ©300°Cęį╔ŽŻ®+ ÕNō¶ + ▒Ż£žŠÅ└õĄ─╣ż╦ćĪŻļm╚╗│╔▒ŠĖ▀Ż¼Ą½│╔╣”┬╩▒╚▌^Ė▀Ż¼─▄▒ŻūCą▐Å═┘|┴┐ĪŻ
ī”ė┌ĘŪųžę¬Īó▓╗╩▄┴”Īó▓╗╝ė╣żĄ─ŲĮ┼_▓┐╬╗Ż║┐╔┐╝æ]╩╣ė├įįĮzĘ©+Ą═Üõą═õō║ĖŚlŻ¼ć└Ė±┐žųŲ╣ż╦ćŻ¼ę▓─▄▀_ĄĮ┐╔ė├ą¦╣¹ĪŻ
Į^║═ī”Į¹ų╣Ż║į┌▓╗ŅA¤ßĪó▓╗▓╔╚Ī╠ž╩Ō╣ż╦ćĄ─ŪķørŽ┬Ż¼ų▒Įėė├Ųš═©õō║ĖŚl║ĖĮėĶTĶFŲĮ┼_Ż¼▀@Äū║§100%Ģ■ī¦ų┬ķ_┴č╔§ų┴╩╣┴č╝yöU┤¾ĪŻ
▒╚▌^║¾╠ßąčŻ║ĶTĶF║ĖĮėĘŪ│Żę└┘ć║Ė╣żĄ─Įø“×ĪŻ╚ń╣¹ŲĮ┼_ārųĄĖ▀╗“ōpē─ĻPµIŻ¼Į©ūhū╔įāīŻśIĄ─ĶTĶF║ĖĮė╝╝Ĥ╗“║ĖĮėĘ■äš╣½╦ŠĪŻį┌▀Mąą║ĖĮėŪ░Ż¼▒╚▌^║├─▄į┌ŲĮ┼_Ą─ÅU┴Ž╗“ŽÓ═¼▓─┴Ž╔ŽŽ╚▀Mąąįć║ĖĪŻ
|

