|
ĶTĶFčb┼õŲĮ┼_Ą─T ą═▓█įO(sh©©)ėŗ(j©¼)ąĶū±čŁć°╝ęś╦(bi©Īo)£╩(zh©│n)┼c╣żśI(y©©)╩╣ė├ąĶŪ¾Ż¼║╦ą─ęÄ(gu©®)ĘČ╝»ųąį┌│▀┤ńŠ½Č╚ĪóĮY(ji©”)śŗ(g©░u)Ųź┼õąįĪó│ą▌d░▓╚½ąį╚²┤¾ŠSČ╚Ż¼Š▀¾wę¬Ū¾╚ńŽ┬Ż║
ū±čŁĄ─ć°╝ęś╦(bi©Īo)£╩(zh©│n)ĶTĶFŲĮ┼_ T ą═▓█Ą─╗∙ĄA(ch©│)įO(sh©©)ėŗ(j©¼)ęÄ(gu©®)ĘČģó┐╝ GB/T 22095-2008ĪČĶTĶFŲĮ░ÕĪĘŻ¼═¼Ģr(sh©¬)ąĶĮY(ji©”)║Ž GB/T 158-2018ĪČT ą═▓█ĪĘ ųąī”▓█ą═│▀┤ńĪó╣½▓ŅĄ─├„┤_ę¬Ū¾Ż¼┤_▒Ż T ą═▓█┼c┼õ╠ū┬▌╦©Īóē║░ÕĄ─═©ė├ąįĪŻ
▓█ą═│▀┤ń┼c╣½▓ŅęÄ(gu©®)ĘČ
▓█īÆ┼c▓█ŠÓŻ║T ą═▓█Ą─īÆČ╚Ż©│ŻęŖęÄ(gu©®)Ė±ėą 12mmĪó16mmĪó20mmĪó24mmĪó30mm Ą╚Ż®ąĶĖ∙ō■(j©┤)ŲĮ┼_│ą▌d─▄┴”║═ŖAŠ▀┬▌╦©ęÄ(gu©®)Ė±┤_Č©Ż¼▓█īÆ╣½▓ŅąĶ┐žųŲį┌ H8~H10 ╝ēŻ╗▓█ķgŠÓąĶŠ∙ä“Ęų▓╝Ż¼ŽÓÓÅ▓█ķgŠÓ╣½▓Ņ≤±0.5mmŻ¼═¼┼┼▓█Ą─ų▒ŠĆČ╚š`▓Ņ≤0.1mm/mŻ¼▒▄├Ōė░ĒæŖAŠ▀Ą─ŲĮąą░▓čbĪŻ
▓█╔Ņ┼c▓█Ąū│▀┤ńŻ║▓█╔ŅąĶ▒ŻūC┬▌╦©Ņ^▓┐─▄═Ļ╚½ŪČ╚ļ▓█ā╚(n©©i)Ż¼═©│Ż▓█╔Ņ▒╚┬▌╦©Ņ^▓┐Ė▀Č╚┤¾ 2~3mmŻ╗▓█ĄūąĶįO(sh©©)ėŗ(j©¼)│╔łA╗Ī▀^Č╔Ż©░ļÅĮ R≥1mmŻ®Ż¼Ę└ų╣æ¬(y©®ng)┴”╝»ųąī¦(d©Żo)ų┬▓█Ąūķ_┴čĪŻ
é╚(c©©)├µ┤╣ų▒Č╚Ż║T ą═▓█Ą─ā╔é╚(c©©)├µ┼cŲĮ┼_╣żū„├µąĶ▒Ż│ų┤╣ų▒Ż¼┤╣ų▒Č╚š`▓Ņ≤0.05mm/100mmŻ¼┤_▒Żē║░Õ┼c▓█é╚(c©©)├µ┘N║ŽŠo├▄Ż¼ŖAŠo┴”Š∙ä“ĪŻ
ĮY(ji©”)śŗ(g©░u)▓╝ŠųęÄ(gu©®)ĘČ
┼┼▓╝ĘĮ╩ĮŻ║T ą═▓█═©│Ż▓╔ė├┐vŽ“ĪóÖMŽ“╗“╩«ūųĮ╗▓µ┼┼▓╝Ż¼Į╗▓µ╠ÄąĶū÷Ą╣ĮŪ╗“łA╗Ī╠Ä└ĒŻ¼▒▄├ŌĄČŠ▀╝ė╣żĢr(sh©¬)«a(ch©Żn)╔·▒└ĮŪŻ╗ųžą═čb┼õŲĮ┼_┐╔▓╔ė├ČÓ┼┼ŲĮąą┼┼▓╝Ż¼ØMūŃČÓ╣ż╬╗╗“┤¾ą═╣ż╝■Ą─ČÓ³c(di©Żn)╣╠Č©ąĶŪ¾ĪŻ
▀ģŠēŠÓļxŻ║▌^═Ōé╚(c©©) T ą═▓█ŠÓļxŲĮ┼_▀ģŠēĄ─ŠÓļx≥▓█╔ŅĄ─ 2 ▒ČŻ¼Ūę▓╗ąĪė┌ 50mmŻ¼Ę└ų╣ŲĮ┼_▀ģŠēę“ķ_▓█▀^Į³Č°│÷¼F(xi©żn)▒└┴čĪóūāą╬ĪŻ
öĄ(sh©┤)┴┐Ųź┼õŻ║T ą═▓█öĄ(sh©┤)┴┐ąĶĮY(ji©”)║ŽŲĮ┼_│▀┤ń║═╩╣ė├ł÷Š░Ż¼ąĪą═ŲĮ┼_Ż©≤1000mm×1000mmŻ®ę╗░ŃįO(sh©©) 2~4 Śl▓█Ż¼┤¾ą═ŲĮ┼_Ż©≥2000mm×1500mmŻ®┐╔įO(sh©©) 6~10 Śl▓█Ż¼▒ŻūC╣ż╝■▓╗═¼╬╗ų├Ą─ŖAŠoąĶŪ¾ĪŻ
╝ė╣ż┼c┘|(zh©¼)┴┐ęÄ(gu©®)ĘČ
╝ė╣ż╣ż╦ćŻ║T ą═▓█ąĶį┌ŲĮ┼_Ģr(sh©¬)ą¦╠Ä└Ē║═Š½╝ė╣ż═Ļ│╔║¾▀M(j©¼n)ąąŃŖŽ„╝ė╣żŻ¼▒▄├ŌŽ╚ķ_▓█į┘Ģr(sh©¬)ą¦ī¦(d©Żo)ų┬▓█¾wūāą╬Ż╗╝ė╣ż║¾ąĶī”▓█ā╚(n©©i)▀M(j©¼n)ąą╚ź├½┤╠╠Ä└ĒŻ¼Ę└ų╣äØé¹┬▌╦©╗“▓┘ū„╚╦åTĪŻ
▒Ē├µ┘|(zh©¼)┴┐Ż║▓█ā╚(n©©i)▒Ē├µ┤ų▓┌Č╚ąĶ≤Ra3.2μmŻ¼¤oÜŌ┐ūĪó╔░č█Īó┴č╝yĄ╚ĶTįņ╚▒Ž▌Ż╗╣żū„├µ┼c T ą═▓█Ą─ŃĢĮė╠ÄąĶŲĮ╗¼▀^Č╔Ż¼¤o┼_ļA▓ŅĪŻ
│ą▌d┼c╩╣ė├ęÄ(gu©®)ĘČ
▌d║╔Ųź┼õŻ║T ą═▓█Ą─įO(sh©©)ėŗ(j©¼)ąĶ┼cŲĮ┼_Ņ~Č©▌d║╔ī”æ¬(y©®ng)Ż¼ųžą═ŲĮ┼_Ą─ T ą═▓█ąĶ╝ė║±▓█▒┌Īóūā┤¾▓█īÆŻ¼Ę└ų╣ŖAŠo╗“│ąųžĢr(sh©¬)▓█¾wūāą╬Ż╗å╬éĆ(g©©) T ą═▓█Ą─įSė├ŖAŠo┴”ąĶ═©▀^ėŗ(j©¼)╦Ń┤_Č©Ż¼ć└(y©ón)Į¹│¼▌d║╔Šo╣╠┬▌╦©ĪŻ
┼õ╠ū╝■ę¬Ū¾Ż║░▓čbĢr(sh©¬)ąĶ╩╣ė├┼c T ą═▓█ęÄ(gu©®)Ė±Ųź┼õĄ─T ą═┬▌╦©Īóē║░ÕĪó┬▌─ĖŻ¼Į¹ų╣╩╣ė├ĘŪś╦(bi©Īo)┬▌╦©╗“ÅŖ(qi©óng)ąą░▓čb▀^┤¾ęÄ(gu©®)Ė±Ą─Šo╣╠╝■Ż¼▒▄├ŌöDē║ōpē─▓█▒┌ĪŻ
ĶTĶFčb┼õŲĮ┼_Ą─ T ą═▓█╩ŪīŹ(sh©¬)¼F(xi©żn)╣ż╝■ŖAŠo╣╠Č©Ą─║╦ą─ĮY(ji©”)śŗ(g©░u)Ż¼╩╣ė├Ģr(sh©¬)╚¶▓┘ū„▓╗«ö(d©Īng)Ż¼ŽÓ«ö(d©Īng)ęūįņ│╔▓█¾wūāą╬Īó─źōp╔§ų┴ķ_┴čŻ¼ų▒Įėė░ĒæŲĮ┼_Š½Č╚║═╩╣ė├ē█├³ĪŻęįŽ┬╩ŪŠ▀¾wūóęŌ╩┬ĒŚ(xi©żng)Ż║
┼õ╠ū╝■▀xą═ꬊ½║═£╩(zh©│n)
▒ž║═ĒÜ╩╣ė├┼c T ą═▓█ęÄ(gu©®)Ė±═Ļ╚½Ųź┼õĄ─ T ą═┬▌╦©Īóē║░Õ║═┬▌─ĖŻ¼ć└(y©ón)Į¹ė├ĘŪś╦(bi©Īo)┬▌╦©╗“│▀┤ńŲ½┤¾Ą─Šo╣╠╝■ÅŖ(qi©óng)ąąŪČ╚ļĪŻ┬▌╦©Ņ^▓┐ąĶ═Ļ╚½┐©╚ļ▓█ā╚(n©©i)Ż¼▓╗Ą├│÷¼F(xi©żn) “æę┐š” ╗“ “┐©▀ģ” ŪķørŻ¼Ę±ätŠo╣╠Ģr(sh©¬)Ģ■öDē║▓█▒┌ī¦(d©Żo)ų┬ūāą╬ĪŻ
ē║░Õ║±Č╚║═īÆČ╚ąĶ▀m┼õ▓█ą═Ż¼▒▄├Ōē║░Õ▀^šŁī¦(d©Żo)ų┬Šų▓┐ē║ÅŖ(qi©óng)▀^┤¾Ż¼äØé¹▓█é╚(c©©)├µŻ╗ē║░Õ┼c╣ż╝■Įėė|▓┐╬╗Į©ūhē|╔Ž▄øē|Ż©╚ńŽ─zē|ĪóŃ~ē|Ż®Ż¼Ęų╔óŖAŠo┴”Ą─═¼Ģr(sh©¬)Ę└ų╣┬▌╦©┤“╗¼ōpé¹▓█¾wĪŻ
Šo╣╠▓┘ū„ę¬ęÄ(gu©®)ĘČ
Šo╣╠┬▌╦©Ģr(sh©¬)ąĶŠ∙ä“ė├┴”Ż¼▓╔ė├Į╗▓µī”ĘQĄ─öQŠoĒśą“Ż©╚ń╦─ĮŪ→ųąķgŻ®Ż¼▒▄├Ōå╬é╚(c©©)╩▄┴”▀^┤¾ī¦(d©Żo)ų┬▓█¾wŠų▓┐æ¬(y©®ng)┴”╝»ųąĪŻĮ¹ų╣ė├╝ėķL░Ō╩ų▒®┴”öQ╦└Ż¼Ę└ų╣┬▌╦©öÓ┴č╗“▓█▒┌▒└┴čĪŻ
ŖAŠo┴”ąĶĖ∙ō■(j©┤)╣ż╝■ųž┴┐║═▓─┘|(zh©¼)š{(di©żo)š¹Ż¼▌pą═╣ż╝■▀mČ╚ŖAŠo╝┤┐╔Ż¼ųžą═╣ż╝■ąĶĘųČÓ┤╬ų▓Į╝ė┴”Ż¼┤_▒Ż╣ż╝■ĘĆ(w©¦n)╣╠Ūę▓╗ōpé¹▓█¾wĪŻ
╩╣ė├▀^│╠ę¬Ę└ōpé¹
Į¹ų╣į┌ T ą═▓█ā╚(n©©i)▀M(j©¼n)ąą║ĖĮėĪóŪąĖŅĄ╚Ė▀£žū„śI(y©©)Ż¼Ė▀£žĢ■╩╣▓█¾wĶTĶFĮM┐Ś░l(f©Ī)╔·ūā╗»Ż¼ī¦(d©Żo)ų┬▓█▒┌ūāą╬Īóė▓Č╚Ž┬ĮĄŻ¼║¾└m(x©┤)¤oĘ©ĘĆ(w©¦n)Č©╣╠Č©┬▌╦©ĪŻ
ęŲäė╗“Ą§čb╣ż╝■Ģr(sh©¬)Ż¼▒▄├Ō╣ż╝■▀ģŠēäÄ▓õ T ą═▓█┐┌Ż¼Ę└ų╣▓█┐┌│÷¼F(xi©żn)▒└ĮŪĪó├½┤╠Ż╗╚¶ąĶį┌ŲĮ┼_╔Žš{(di©żo)š¹╣ż╝■╬╗ų├Ż¼æ¬(y©®ng)Ž╚╦╔ķ_┬▌╦©Ż¼ć└(y©ón)Į¹ÅŖ(qi©óng)ąą═Žū¦╣ż╝■Ħäė┬▌╦©╗¼äėŻ¼įņ│╔▓█ā╚(n©©i)ć└(y©ón)ųž─źōpĪŻ
ŪÕØŹŠSūo(h©┤)ę¬╝░Ģr(sh©¬)
├┐┤╬╩╣ė├║¾Ż¼ąĶė├├½╦ó╗“ē║┐s┐šÜŌŪÕ└Ē T ą═▓█ā╚(n©©i)Üł┴¶Ą─ĶFą╝Īóė═╬█Īó└õģsę║Ą╚ļs┘|(zh©¼)Ż¼▒▄├Ōļs┘|(zh©¼)ČčĘeį┌▓█Ąū╗“é╚(c©©)├µŻ¼ė░Ēæ║¾└m(x©┤)┬▌╦©░▓čbĄ─┘N║ŽČ╚Ż¼ķLŲ┌ČčĘe▀ĆĢ■ī¦(d©Żo)ų┬▓█ā╚(n©©i)╔·õPĪŻ
╚¶▓█ā╚(n©©i)│÷¼F(xi©żn)▌p╬ó├½┤╠Ż¼┐╔ė├ė═╩»▌p▌p┤“─ź╚ź│²Ż¼Į¹ų╣ė├õSĄČ╗“╔░▌å▒®┴”┤“─źŻ¼Ę└ų╣ŲŲē─▓█¾w│▀┤ńŠ½Č╚ĪŻ
ķeų├Ę└ūo(h©┤)ꬥĮ╬╗
ŲĮ┼_ķLŲ┌ķeų├Ģr(sh©¬)Ż¼│²┴╦į┌╣żū„├µ═┐Ę└õPė═Ż¼▀ĆąĶį┌ T ą═▓█ā╚(n©©i)Š∙ä“═┐─©Ę└õPų¼Ż¼╗“▓Õ╚ļīŻė├Ą─▓█ą═▒Żūo(h©┤)ŚlŻ¼Ę└ų╣▓█ā╚(n©©i)╔·õPĪóĘe╗ęĪŻ
▒▄├Ōį┌ T ą═▓█ā╚(n©©i)Ę┼ų├ųž╬’╗“╝ŌõJ╣żŠ▀Ż¼Ę└ų╣▓█¾w▒╗ē║ūāą╬╗“äØé¹ĪŻ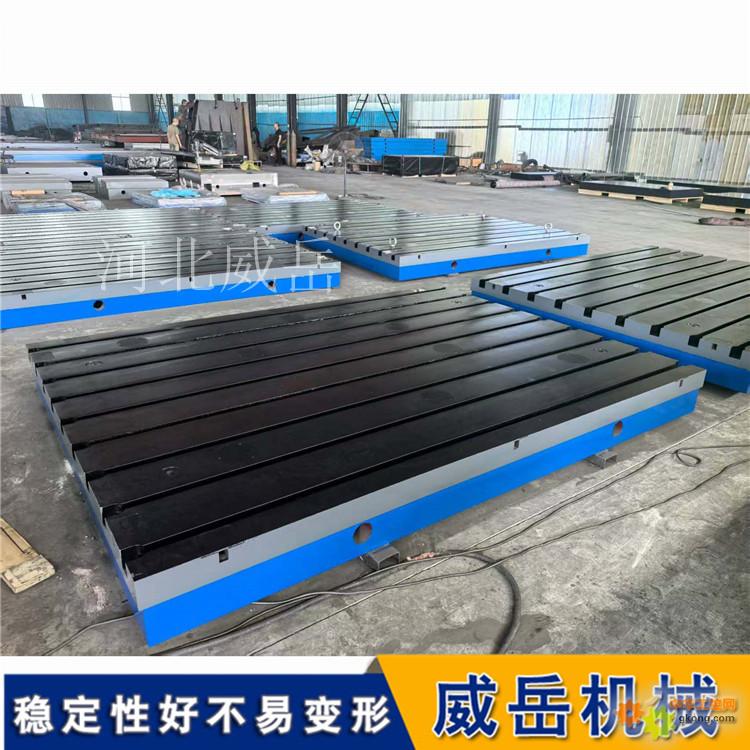
|

