|
ę╗Īó╣╠Č©ĘĮ╩Į║╦ą─įŁ└Ē
T ą═▓█įć“×(y©żn)ŲĮ┼_(t©ói)Ą─╣╠Č©║╦ą─╩Ū “▓█¾wŽ▐╬╗ + ĖĮ╝■µiŠo” Ą─ĮM║ŽÖC(j©®)ųŲŻ║└¹ė├ T ą═▓█Ą─Ą╣╠▌ą╬Įž├µĮY(ji©”)śŗ(g©░u)Ż¼╩╣īŻė├Šo╣╠╝■Ż©╚ń T ą═┬▌╦©Ż®─▄Å─▓█┐┌Ę┼╚ļ║¾ÖMŽ“┐©ŠoŻ¼¤oĘ©Ž“╔Ž├ō│÷Ż¼į┘═©▀^┬▌╦©┼cē║░ÕĪóų¦│ą╝▄Ą╚ĖĮ╝■Ą─┼õ║ŽŻ¼īó╣ż╝■ / įO(sh©©)éõĄ─ųž┴”┼cµiŠo┴”▐D(zhu©Żn)╗»×ķĘĆ(w©¦n)Č©Ą──”▓┴┴”║═ē║┴”Ż¼īŹ(sh©¬)¼F(xi©żn)╚½ĘĮŽ“Č©║═╬╗ĪŻ▀@ĘNįO(sh©©)ėŗ(j©¼)╝╚▒ŻūC┴╦╣╠Č©Ą─└╬╣╠ąįŻ¼ėųę“▓█Ą└Š∙ä“Ęų▓╝Ż¼┐╔ņ`╗Ņš{(di©żo)š¹╣╠Č©Ą─³c(di©Żn)╬╗Ż¼▀m┼õ▓╗═¼│▀┤ńĪóą╬ĀŅĄ─╣╠Č©ąĶŪ¾Ż¼Ūę╚½│╠▓╗ōpé¹ŲĮ┼_(t©ói)╣żū„├µĪŻ
Č■Īó║╦ą─╣╠Č©ĖĮ╝■╝░▀m┼õł÷(ch©Żng)Š░
1. ╗∙ĄA(ch©│)╣╠Č©ĖĮ╝■Ż©═©ė├ł÷(ch©Żng)Š░Ż®
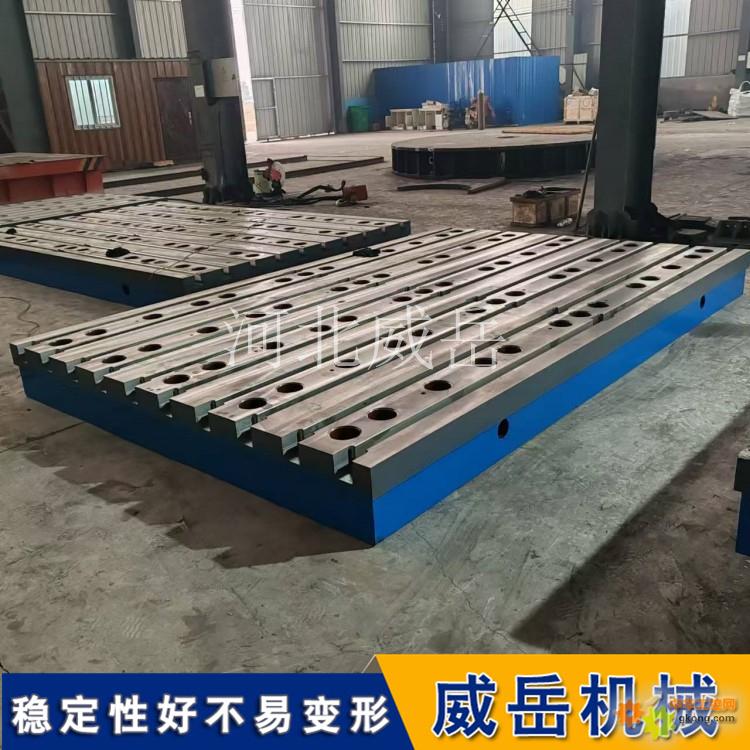
T ą═┬▌╦©Ż║║╦ą─Šo╣╠╝■Ż¼░┤▓█īÆĘų×ķ 14mmĪó18mmĪó22mm Ą╚ęÄ(gu©®)Ė±Ż¼┼c T ą═▓█Š½Ą─£╩(zh©│n)▀m┼õŻ¼┬▌╦©Ņ^▓┐×ķ╠▌ą╬ĮY(ji©”)śŗ(g©░u)Ż¼Ę┼╚ļ▓█ā╚(n©©i)║¾ą²▐D(zhu©Żn) 90° ╝┤┐╔┐©ŠoŻ¼╬▓▓┐┤Ņ┼õ┬▌─ĖīŹ(sh©¬)¼F(xi©żn)µiŠoĪŻ▀mė├ė┌┤¾ČÓöĄ(sh©┤)ųąąĪą═╣ż╝■ĪóįO(sh©©)éõĄ─ų▒Įė╣╠Č©Ż¼│ą▌d─▄┴”░┤▓─┘|(zh©¼)Ęų×ķ 8.8 ╝ē(j©¬)Ż©│ą▌d≤50kNŻ®Īó10.9 ╝ē(j©¬)Ż©│ą▌d≤80kNŻ®ĪŻ
ē║░ÕĮM╝■Ż║║¼ŲĮē║░ÕĪóĮŪē║░ÕĪóē║░ÕĄ╚ŅÉą═Ż¼═©▀^ T ą═┬▌╦©┤®▀^ē║░ÕŅA(y©┤)┴¶┐ūŻ¼īóē║┴”é„▀fų┴╣ż╝■▒Ē├µĪŻŲĮē║░Õ▀mė├ė┌ŲĮš¹╣ż╝■Ēö├µ╣╠Č©Ż¼ĮŪē║░Õ▀m┼õ╣ż╝■▀ģĮŪ╗“é╚(c©©)├µČ©║═╬╗Ż¼ē║░Õ┐╔▒▄ūī╣ż╝■═╣ŲĮY(ji©”)śŗ(g©░u)Ż¼▒▄├Ōē║鹊½Ą─├▄▒Ē├µĪŻ
š{(di©żo)š¹ē|ĶFŻ║┼õ║Žē║░Õ╩╣ė├Ż¼▓─┘|(zh©¼)×ķĶTĶF╗“┤Ń╗õōŻ¼║±Č╚ęÄ(gu©®)Ė± 0.5-20mmŻ¼ė├ė┌╠Ņča(b©│)╣ż╝■┼cē║░Õų«ķgĄ─ķgŽČŻ¼┤_▒Żē║┴”Š∙ä“é„▀fŻ¼Ę└ų╣Šų▓┐╩▄┴”▀^┤¾ī¦(d©Żo)ų┬╣ż╝■ūāą╬╗“╣╠Č©╦╔äė(d©░ng)ĪŻ
2. Š½Ą─├▄Č©║═╬╗ĖĮ╝■Ż©Ė▀Š½Č╚ł÷(ch©Żng)Š░Ż®
Č©Ą─³c(di©Żn)õN / Č©║═╬╗░¶Ż║▓Õ╚ļŲĮ┼_(t©ói)ŅA(y©┤)įO(sh©©)Ą─Č©║═╬╗▓█╗“ T ą═▓█ā╚(n©©i)Ż¼ę╗Č╦═╣│÷ė┌╣żū„├µŻ¼═©▀^┼c╣ż╝■Ą─Č©║═╬╗┐ūĪó┐©▓█┼õ║ŽŻ¼Ž▐ųŲ╣ż╝■Ą─╦«ŲĮęŲäė(d©░ng)║═ą²▐D(zhu©Żn)Ż¼Č©║═╬╗Š½Č╚≤±0.02mmĪŻ│Żė├ė┌ļŖÖC(j©®)įć“×(y©żn)Īó╣żčbčb┼õĄ╚ąĶę¬ųžÅ═(f©┤)Č©║═╬╗Ą─ł÷(ch©Żng)Š░Ż¼┐╔┐ņ╦┘ąŻ£╩(zh©│n)╣ż╝■╗∙£╩(zh©│n)╬╗ų├ĪŻ
┐╠Č╚Č©║═╬╗ēKŻ║Ħėą║┴├ū╝ē(j©¬)┐╠Č╚Ą─╗¼ēK╩ĮĖĮ╝■Ż¼┐©╚ļ T ą═▓█║¾┐╔µiČ©Ż¼═©▀^┐╠Č╚ś╦(bi©Īo)ūR(sh©¬)Š½Ą─£╩(zh©│n)┐žųŲ╣ż╝■ķgŠÓŻ¼▀m┼õČÓĮM╝■┬ō(li©ón)äė(d©░ng)┼_(t©ói)╝▄Ż©╚ńČÓ╣ż╬╗Öz£y(c©©)ŲĮ┼_(t©ói)Ż®Ą─═¼▓ĮČ©║═╬╗ĪŻ
3. ųžą═ / ╠ž╩Ōł÷(ch©Żng)Š░ĖĮ╝■
ų¦│ą╝▄ĮM╝■Ż║░³└©Ą┌Ą─ę╗ų¦│ą╝▄ĪóĄ┌Ą─Č■ų¦│ą╝▄ĪóĄ┌╚²ų¦│ą╝▄Ą╚Ż¼═©▀^Ąū▓┐┬▌╦©┼c T ą═▓█╣╠Č©Ż¼╔Ž▓┐┐╔═©▀^š{(di©żo)╣Ø(ji©”)╝■š{(di©żo)š¹Ė▀Č╚Ż©š{(di©żo)╣Ø(ji©”)ĘČć· 0-50mmŻ®Ż¼į÷║═┤¾┼cųžą═╣ż╝■Ą─Įėė|├µĘeŻ¼Ęų╔óē║┴”ĪŻ▀mė├ė┌▀BĶTÖC(j©®)╔╚ą╬Č╬Īó┤¾ą═ÖC(j©®)┤▓┤▓╔ĒĄ╚│¼ųž╣ż╝■Ż©ųž┴┐≥5tŻ®Ą─╣╠Č©Ż¼▒▄├ŌŲĮ┼_(t©ói)Šų▓┐▀^▌dūāą╬ĪŻ
ąąū▀▌å + ē║░ÕĮM║ŽŻ║ąąū▀▌å┐©╚ļ T ą═▓█ā╚(n©©i)Ż¼┐╔Ħäė(d©░ng)ū▀┼_(t©ói)╝▄ĪóęŲäė(d©░ng)╣żčbĄ╚čž▓█Ą└╗¼äė(d©░ng)Ż¼š{(di©żo)š¹ų┴ū„śI(y©©)╬╗ų├║¾Ż¼═©▀^ē║░Õ┼c T ą═┬▌╦©┼õ║ŽµiČ©Ż¼╝µŅÖęŲäė(d©░ng)ņ`╗Ņąį┼c╣╠Č©ĘĆ(w©¦n)Č©ąįŻ¼│Żė├ė┌┤¾ą═įO(sh©©)éõŠSą▐ĪóķL(zh©Żng)ŠÓļxčb┼õł÷(ch©Żng)Š░ĪŻ
╚²Īóś╦(bi©Īo)£╩(zh©│n)╣╠Č©▓┘ū„┴„│╠Ż©═©ė├▓Į¾EŻ®
1. ╣╠Č©Ū░£╩(zh©│n)éõ
Öz▓ķ T ą═▓█╣żū„├µ╝░▓█ā╚(n©©i)ŪÕØŹŻ¼¤oĶFą╝Īóė═╬█╗“ļs╬’Ż¼▒žę¬Ģr(sh©¬)ė├├½╦ó + ųąąįŪÕØŹä®ŪÕ└ĒŻ¼┤_▒ŻĖĮ╝■┼c▓█¾w┘N║ŽŠo├▄ĪŻ
Ųź┼õĖĮ╝■ęÄ(gu©®)Ė±Ż║Ė∙ō■(j©┤)▓█īÆ▀xō±ī”(du©¼)æ¬(y©®ng) T ą═┬▌╦©Ż©╚ń 18mm ▓█īÆ▀m┼õ M16 T ą═┬▌╦©Ż®Ż¼┤_šJ(r©©n)┬▌╦©Īóē║░Õ¤oūāą╬Īó┬▌╝y¤o╗¼ĮzŻ¼Č©║═╬╗õN┼c╣ż╝■Č©║═╬╗┐ūķgŽČ≤0.03mmĪŻ
ŅA(y©┤)š{(di©żo)š¹╣ż╝■Ż║īó╣ż╝■ŲĮĘĆ(w©¦n)Ę┼ų├į┌ŲĮ┼_(t©ói)╣żū„├µŻ¼│§▓ĮąŻ£╩(zh©│n)╬╗ų├Ż¼▒▄├Ō╣ż╝■▀ģŠē┼c T ą═▓█▓█┐┌┼÷ū▓Ż¼ŅA(y©┤)┴¶ē║░Õ░▓čb┐šķgŻ©≥10mmŻ®ĪŻ
2. ║╦ą─╣╠Č©▓Į¾E
░▓čbŠo╣╠╝■Ż║īó T ą═┬▌╦©Å─▓█┐┌Ę┼╚ļŻ¼čž▓█Ą└╗¼äė(d©░ng)ų┴─┐ś╦(bi©Īo)╬╗ų├Ż¼ą²▐D(zhu©Żn) 90° ┐©ŠoŻ╗╚¶╩╣ė├ų¦│ą╝▄Ż¼ąĶŽ╚╣╠Č©ų¦│ąū∙Ż¼═©▀^š{(di©żo)╣Ø(ji©”)╝■š{(di©żo)š¹ų¦│ąĖ▀Č╚Ż¼╩╣ų¦│ą├µ┼c╣ż╝■┘N║ŽŻ¼╦«ŲĮČ╚Ų½▓Ņ≤0.05mm/mĪŻ
╝ėē║µiŠoŻ║Ę┼ų├ē║░Õ┼cš{(di©żo)š¹ē|ĶFŻ¼┤_▒Żē║░Õā╔Č╦╩▄┴”Š∙║ŌŻ©å╬▀ģæę╔ņ≤20mmŻ®Ż¼ė├░Ō╩ųŠÅ┬²öQŠo┬▌─ĖŻ¼Šo╣╠┴”Šž░┤┬▌╦©ęÄ(gu©®)Ė±┐žųŲŻ©M16 ┬▌╦©┴”Šž≤45N・mŻ¼M20 ┬▌╦©┴”Šž≤60N・mŻ®Ż¼▒▄├Ō▀^Č╚öQŠoī¦(d©Żo)ų┬ T ą═▓█ūāą╬╗“╣ż╝■ōpé¹ĪŻ
Å═(f©┤)║╦Č©║═╬╗Ż║╣╠Č©║¾ė├░┘Ęų▒ĒÖz£y(c©©)╣ż╝■╦«ŲĮČ╚Īó┤╣ų▒Č╚Ż¼┤_šJ(r©©n)¤o╦╔äė(d©░ng)Ż©╬╗ęŲ┴┐≤0.01mmŻ®Ż╗╚¶×ķäė(d©░ng)æB(t©żi)įć“×(y©żn)ł÷(ch©Żng)Š░Ż©╚ńš±äė(d©░ng)įć“×(y©żn)Ż®Ż¼ąĶ╩®╝ė─ŻöMžō(f©┤)▌d║¾į┘┤╬Å═(f©┤)ÖzŻ¼Ę└ų╣š±äė(d©░ng)ī¦(d©Żo)ų┬╦╔äė(d©░ng)ĪŻ
3. ▓ąČ┴„│╠
Ęų▓ĮąČ▌dŻ║ī”(du©¼)ĘQöQ╦╔ T ą═┬▌╦©┬▌─ĖŻ¼ßīĘ┼ē║┴”Ż¼▒▄├Ōå╬é╚(c©©)═╗╚╗ąČ▌dī¦(d©Żo)ų┬╣ż╝■Ų½ęŲĪŻ
╚Ī│÷ĖĮ╝■Ż║ą²▐D(zhu©Żn) T ą═┬▌╦© 90°Ż¼čž▓█┐┌╚Ī│÷Ż¼╚¶ėąČ©║═╬╗õNĪóų¦│ą╝▄Ą╚Ż¼ąĶŽ╚ęŲ│²╔Ž▓┐╣ż╝■Ż¼į┘▓ąČĖĮ╝■Ż¼▒▄├ŌĖĮ╝■┼÷ū▓ŲĮ┼_(t©ói)╣żū„├µĪŻ
ŪÕØŹÅ═(f©┤)╬╗Ż║ŪÕ└Ē▓█ā╚(n©©i)Üł┴¶ļs╬’Ż¼═┐─©╔┘┴┐Č■┴“╗»Ńfõć╗∙ų¼Ę└õPŻ¼īóĖĮ╝■ĘųŅÉ┤µĘ┼ĪŻ
╦─ĪóĻP(gu©Īn)µIūóęŌ╩┬ĒŚ(xi©żng)
╩▄┴”Š∙║ŌįŁätŻ║╣╠Č©Ą─³c(di©Żn)ąĶčž╣ż╝■ųž║═ą─ī”(du©¼)ĘQĘų▓╝Ż¼ųžą═╣ż╝■╣╠Č©Ą─³c(di©Żn)ķgŠÓ≤500mmŻ¼▒▄├Ōå╬³c(di©Żn)╩▄┴”ī¦(d©Żo)ų┬╣ż╝■āAą▒╗“ŲĮ┼_(t©ói)ūāą╬ĪŻ
Į¹ų╣▀`ęÄ(gu©®)▓┘ū„Ż║▓╗Ą├╩╣ė├│▀┤ń▓╗Ę¹Ą─┬▌╦©Ż©╚ń 14mm ▓█īÆÅŖ(qi©óng)ąą░▓čb M16 ┬▌╦©Ż®Ż¼▓╗Ą├ų▒Įėį┌ T ą═▓█ā╚(n©©i)║ĖĮė╣ż╝■Ż¼▓╗Ą├▀^Č╚öQŠo┬▌╦©Ż©┴”Šž│¼▀^ś╦(bi©Īo)£╩(zh©│n) 1.5 ▒Čęūī¦(d©Żo)ų┬▓█┐┌ķ_┴诮ĪŻ
äė(d©░ng)æB(t©żi)ł÷(ch©Żng)Š░Ę└ūo(h©┤)Ż║š±äė(d©░ng)įć“×(y©żn)Īó╝ė▌dįć“×(y©żn)Ą╚äė(d©░ng)æB(t©żi)ł÷(ch©Żng)Š░Ż¼ąĶį┌┬▌╦©┬▌─Ė╠Ä╝ėčbĘ└╦╔ē|╚”Ż¼├┐ 30 ĘųńŖÅ═(f©┤)Özę╗┤╬µiŠoĀŅæB(t©żi)Ż¼Ę└ų╣š±äė(d©░ng)ī¦(d©Żo)ų┬╦╔äė(d©░ng)ĪŻ
Š½Č╚▒Żūo(h©┤)Ż║╣╠Č©▀^│╠ųą▒▄├Ōė├ĶFÕNŪ├ō¶ē║░ÕĪóČ©║═╬╗õNŻ¼╚¶ąĶš{(di©żo)š¹╣ż╝■╬╗ų├Ż¼ąĶŽ╚╦╔┬▌╦©į┘ęŲäė(d©░ng)Ż¼Į¹ų╣ė▓Ū╦╣ż╝■ī¦(d©Żo)ų┬ŲĮ┼_(t©ói)Š½Č╚╩▄ōpĪŻ
|

