|
▓©ĘÕ║Ėų╬Š▀ųŲū„╚½┴„│╠▓ĮŻ║Ū░Ų┌£╩(zh©│n)éõ┼cöĄ(sh©┤)ō■(j©┤)Ęų╬÷½@╚ĪįO(sh©©)ėŗ(j©¼)╬─╝■Ż║
Å─┐═æ¶╗“čą░l(f©Ī)▓┐ķT½@╚ĪĄ─PCB╬─╝■Ż¼░³└©Gerber╬─╝■ĪóPCB▓╝ŠųłD║═CADĮY(ji©”)śŗ(g©░u)łDĪŻ
├„┤_PCBĄ─╣ż╦ć▀ģĪóČ©╬╗┐ūĪóŲ┤░ÕĘĮ╩ĮĄ╚ą┼ŽóĪŻ
DFMŻ©┐╔ųŲįņąįĘų╬÷Ż®Ż║
Ęų╬÷PCB▓╝ŠųŻ¼┤_Č©ąĶ꬚┌▒╬Ą─ģ^(q©▒)ė“Ż©╚ńĄū▓┐┘NŲ¼į¬╝■ĪóĮ╩ųųĖŻ®║═ąĶę¬ķ_┤░║ĖĮėĄ─ģ^(q©▒)ė“Ż©▓Õ╝■║Ė▒PŻ®ĪŻ
įu(p©¬ng)╣└┐╔─▄┤µį┌Ą─║ĖĮė’L(f©źng)ļU(xi©Żn)Ż¼╚ńĻÄė░ą¦æ¬(y©®ng)Īóį¬╝■Ė╔╔µĄ╚Ż¼▓óį┌ų╬Š▀įO(sh©©)ėŗ(j©¼)Ģr(sh©¬)╠ßŪ░ęÄ(gu©®)äØĮŌøQĘĮ░ĖŻ©╚ńįO(sh©©)ėŗ(j©¼)ī¦(d©Żo)┴„▓█Ż®ĪŻ
Ą┌Č■▓ĮŻ║ų╬Š▀įO(sh©©)ėŗ(j©¼)
▀@╩Ūš¹éĆ(g©©)ųŲū„▀^(gu©░)│╠Ą─║╦ą─Ż¼═©│Ż╩╣ė├īŻśI(y©©)Ą─CAD/CAM▄ø╝■Ż©╚ńAutoCADĪóProEĪóSolidWorks╗“?q©▒)Żė├ų╬Š▀įO(sh©©)ėŗ(j©¼)▄ø╝■Ż®═Ļ│╔ĪŻ
Į©┴óų╬Š▀┐“╝▄Ż║
Ė∙ō■(j©┤)PCBĄ─│▀┤ń║═ą╬ĀŅŻ¼įO(sh©©)ėŗ(j©¼)ų╬Š▀Ą─═Ō┐“║═ų¦ō╬ĮY(ji©”)śŗ(g©░u)ĪŻ┐“╝▄▒žĒÜėąūŃē“Ą─ÅŖ(qi©óng)Č╚ęįĘ└ų╣ūāą╬Ż¼═¼Ģr(sh©¬)ę¬┐╝æ]£p▌pųž┴┐ĪŻ
įO(sh©©)ėŗ(j©¼)Č©╬╗ŽĄĮy(t©»ng)Ż║
Č©╬╗┐ūŻ║į┌ų╬Š▀╔Žī”(du©¼)æ¬(y©®ng)PCBĄ─Č©╬╗┐ū╬╗ų├Ż¼╝ė╣ż│÷░▓čbČ©╬╗õNĄ─┐ūĪŻ
Č©╬╗õNŻ║═©│Ż╩╣ė├ę╗łAę╗ĘĮĄ─┴Ōą╬õNŻ¼╗“ā╔éĆ(g©©)▓╗═¼ų▒ÅĮĄ─łAõNŻ¼ęįīŹ(sh©¬)¼F(xi©żn)Ę└┤¶║═Č©╬╗ĪŻ
▀ģČ©╬╗ēKŻ║ī”(du©¼)ė┌▓╗ęÄ(gu©®)ät╗“ø]ėąČ©╬╗┐ūĄ─PCBŻ¼┐╔─▄ąĶę¬įO(sh©©)ėŗ(j©¼)▀ģČ©╬╗ēKüĒ(l©ói)▌oų·Č©╬╗ĪŻ
įO(sh©©)ėŗ(j©¼)ķ_┤░┼cš┌▒╬Ż║
ķ_┤░Ż║į┌ąĶę¬║ĖĮėĄ─▓Õ╝■į¬╝■║Ė▒P╠Ä▀M(j©¼n)ąąķ_┤░ĪŻ┤░┐┌┤¾ąĪ═©│Ż▒╚║Ė▒På╬▀ģ┤¾0.5mm-1.0mmŻ¼ęį┤_▒ŻÕa▓©─▄Ēś└¹Įėė|║Ė▒PŻ¼═¼Ģr(sh©¬)ėų▓╗Ģ■(hu©¼)▀^(gu©░)┤¾ī¦(d©Żo)ų┬Õaį³▀^(gu©░)ČÓ╗“Ė╔ö_Ųõ╦¹ģ^(q©▒)ė“ĪŻ
š┌▒╬Ż║īó╦∙ėąĄ─┘NŲ¼į¬╝■ĪóĮ╩ųųĖĪó£y(c©©)įć³c(di©Żn)Ą╚▓╗ąĶę¬║ĖĮėĄ─ģ^(q©▒)ė“ė├ų╬Š▀▓─┴Ž═Ļ╚½Ė▓╔w▒Żūo(h©┤)ŲüĒ(l©ói)ĪŻ
įO(sh©©)ėŗ(j©¼)ē║ŠoŽĄĮy(t©»ng)Ż║
įO(sh©©)ėŗ(j©¼)ē║ŚlĪóē║Ų¼╗“ÅŚ╗╔õNĄ╚ÖC(j©®)śŗ(g©░u)Ż¼┤_▒ŻPCB░Õ▒╗└╬╣╠Ąžē║į┌ų╬Š▀╔ŽŻ¼▓╗Ģ■(hu©¼)ę“Õa▓©Ą─ø_ō¶Č°ĖĪŲ╗“ęŲ╬╗ĪŻē║Šo³c(di©Żn)æ¬(y©®ng)▀xō±į┌PCBĄ─ĘĆ(w©¦n)Č©ģ^(q©▒)ė“Ż¼▒▄├Ōē║į┌į¬╝■╗“┤Ó╚§▓┐╬╗╔ŽĪŻ
ā×(y©Łu)╗»║ĖĮė╣ż╦ćįO(sh©©)ėŗ(j©¼)Ż║
ī¦(d©Żo)┴„▓█/ī¦(d©Żo)┴„┐ūŻ║į┌Ė▀┤¾į¬╝■Ż©╚ńūāē║Ų„ĪóļŖĮŌļŖ╚▌Ż®Ą─üĒ(l©ói)┴„ĘĮŽ“Ż¼įO(sh©©)ėŗ(j©¼)ī¦(d©Żo)┴„▓█╗“?q©▒)¦┴„┐ūŻ¼ę²ī?d©Żo)Õa▓©┴„äė(d©░ng)Ż¼Ž¹│²ĻÄė░ą¦æ¬(y©®ng)Ż¼Ę└ų╣╠ō║ĖĪŻ
┼┼ÜŌ┐ūŻ║į┌į¬╝■ę²─_├▄╝»ģ^(q©▒)╗“ĘŌčbĄū▓┐Ż¼įO(sh©©)ėŗ(j©¼)ąĪą═┼┼ÜŌ┐ūŻ¼Ä═ų·ų·║Ėä®║═┐šÜŌ┼┼│÷Ż¼£p╔┘Õaųķ║═║ĖĮė▓╗┴╝ĪŻ
ĖĮ╝ėįO(sh©©)ėŗ(j©¼)Ż║
ūź╩ųŻ║įO(sh©©)ėŗ(j©¼)▒Ńė┌▓┘ū„åT╚ĪĘ┼Ą─░╝▓█╗“░č╩ųĪŻ
ś╦(bi©Īo)ūR(sh©¬)Ż║į┌ų╬Š▀╔Ž┐╠ėĪ╗“š│┘Nś╦(bi©Īo)║ׯ¼ūó├„ī”(du©¼)æ¬(y©®ng)Ą─«a(ch©Żn)ŲĘą═╠¢(h©żo)Īó░µ▒Š╠¢(h©żo)ĪóųŲū„╚šŲ┌Ą╚ą┼ŽóĪŻ
Ą┌╚²▓ĮŻ║CNCöĄ(sh©┤)┐ž╝ė╣ż
įO(sh©©)ėŗ(j©¼)═Ļ│╔║¾Ż¼īóįO(sh©©)ėŗ(j©¼)╬─╝■Ż©╚ńDXF, DWGŻ®ī¦(d©Żo)╚ļĄĮCNC╝ė╣żųąą─ĪŻ
▓─┴Ž£╩(zh©│n)éõŻ║īó▀xČ©Ą─┤¾│▀┤ń║Ž│╔╩»░Õ▓─╣╠Č©ĄĮCNCÖC(j©®)┤▓╔ŽĪŻ
Š½├▄ŃŖŽ„Ż║
CNCÖC(j©®)┤▓Ģ■(hu©¼)Ė∙ō■(j©┤)öĄ(sh©┤)ūųłD╝łŻ¼ūįäė(d©░ng)═Ļ│╔ų╬Š▀Ą─═Ōą╬ŃŖŽ„Īóķ_┤░Īó═┌▓█ĪóŃ@┐ūĄ╚╦∙ėą╝ė╣ż▓Į¾EĪŻ
▀@╩Ū▒ŻūCų╬Š▀Š½Č╚Ż©═©│Ż▀_(d©ó)ĄĮ±0.05mmŻ®Ą─ĻP(gu©Īn)µIŁh(hu©ón)╣Ø(ji©”)ĪŻ
Ą┌╦─▓ĮŻ║║¾Ų┌╠Ä└Ē┼cĮMčb╚ź├½┤╠Ż║╩ų╣żŪÕ└ĒCNC╝ė╣ż║¾«a(ch©Żn)╔·Ą─╦∙ėą├½┤╠║═╦ķą╝Ż¼┤_▒Żķ_┤░▀ģŠē║═ā╚(n©©i)▓┐╣Ō╗¼ĪŻ
ĮMčbŻ║░▓čbČ©╬╗õNĪóē║ŠoÖC(j©®)śŗ(g©░u)ĪóÅŚ╗╔Ą╚Įī┘┼õ╝■ĪŻ
ŪÕØŹŻ║╩╣ė├ÜŌśī║═ŠŲŠ½Ą╚ÅžĄūŪÕØŹų╬Š▀Ż¼┤_▒Ż¤o(w©▓)╚╬║╬╝ė╣żÜł┴¶╬’ĪŻ
Ą┌╬Õ▓ĮŻ║╩ū╝■Öz“×(y©żn)┼cįćĀt
▀@╩Ū“×(y©żn)ūCų╬Š▀╩Ūʱ║ŽĖ±Ą─ūŅĮKŁh(hu©ón)╣Ø(ji©”)ĪŻ
╔Ž░ÕÖz“×(y©żn)Ż║
īóšµīŹ(sh©¬)Ą─PCB░ÕĘ┼╚ļų╬Š▀Ż¼Öz▓ķČ©╬╗╩ŪʱĪóē║║Ž╩ŪʱŠo├▄Īóėą¤o(w©▓)į¬╝■Ė╔╔µĪŻ
▓©ĘÕ║ĖįćĀtŻ║
║ĖĮė┘|(zh©¼)┴┐Ż║╩Ūʱėą▀BÕaĪó╠ō║ĖĪó┬®║ĖŻ┐
š┌▒╬ą¦╣¹Ż║┘NŲ¼į¬╝■║═Į╩ųųĖ╩Ūʱ▒╗═Ļ├└▒Żūo(h©┤)Ż¼¤o(w©▓)š┤ÕaŻ┐
ų╬Š▀▒Š╔ĒŻ║ų╬Š▀į┌Įø(j©®ng)▀^(gu©░)Ė▀£ž║¾╩Ūʱėąūāą╬Īóķ_┴čĪóć└(y©ón)ųžš┤ÕaŻ┐
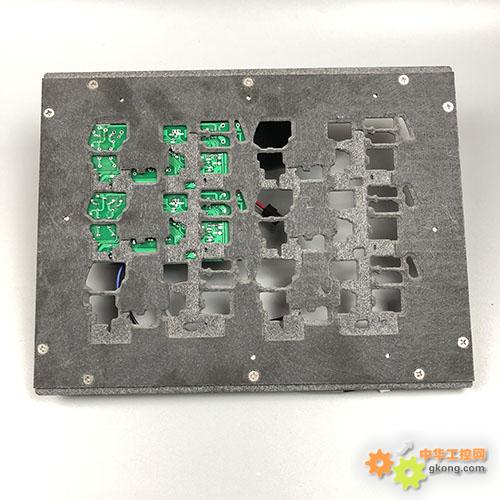
īóčb┼õ║├ų╬Š▀║═PCBĄ─▌dŠ▀īŹ(sh©¬)ļH═©▀^(gu©░)▓©ĘÕ║Ė╔·«a(ch©Żn)ŠĆĪŻ
Öz▓ķ║ĖĮė║¾Ą─ą¦╣¹Ż║
š{(di©żo)š¹┼cā×(y©Łu)╗»Ż║
Ė∙ō■(j©┤)įćĀtĮY(ji©”)╣¹Ż¼╚ń╣¹░l(f©Ī)¼F(xi©żn)Šų▓┐║ĖĮė▓╗┴╝Ż¼┐╔─▄ąĶę¬ĘĄ╗žą▐Ė─ų╬Š▀įO(sh©©)ėŗ(j©¼)Ż©╚ńöU(ku©░)┤¾ī¦(d©Żo)┴„▓█Īóš{(di©żo)š¹ķ_┤░ą╬ĀŅĄ╚Ż®Ż¼╚╗║¾▀M(j©¼n)ąą╬ó╝ė╣ż║═į┘┤╬£y(c©©)įćŻ¼ų▒ĄĮ▀_(d©ó)ĄĮØMęŌĄ─║ĖĮėą¦╣¹ĪŻ
┐éĮY(ji©”)
▓©ĘÕ║Ėų╬Š▀Ą─ųŲū„╩Ūę╗éĆ(g©©)Å─“öĄ(sh©┤)ūų─Żą═”ĄĮ“╬’└ĒīŹ(sh©¬)¾w”Ą─Š½├▄ųŲįņ▀^(gu©░)│╠Ż¼Ųõ║╦ą─┴„│╠┐╔ęįĖ┼└©×ķŻ║
öĄ(sh©┤)ō■(j©┤)£╩(zh©│n)éõ → CADįO(sh©©)ėŗ(j©¼) → CAMŠÄ│╠ → CNC╝ė╣ż → ║¾Ų┌ĮMčb → Öz“×(y©żn)įćĀt → Į╗ĖČ╩╣ė├
ę╗éĆ(g©©)Ė▀┘|(zh©¼)┴┐Ą─ų╬Š▀Ż¼▓╗āHę└┘ćė┌Š½├▄Ą─CNCįO(sh©©)éõŻ¼Ė³ę└┘ćė┌╣ż│╠Ĥī”(du©¼)▓©ĘÕ║Ė╣ż╦ćĪóPCBįO(sh©©)ėŗ(j©¼)║═▓─┴Ž╠žąįĄ─╔Ņ┐╠└ĒĮŌĪŻų╗ėąĮø(j©®ng)▀^(gu©░)ć└(y©ón)ųö(j©½n)įO(sh©©)ėŗ(j©¼)║═ć└(y©ón)Ė±£y(c©©)įćĄ─ų╬Š▀Ż¼▓┼─▄šµš²│╔×ķ╠ß╔²╔·«a(ch©Żn)ą¦┬╩║═«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐Ą─└¹Ų„ĪŻ
|

