編程小技巧-自動倒角倒圓
01 功能介紹
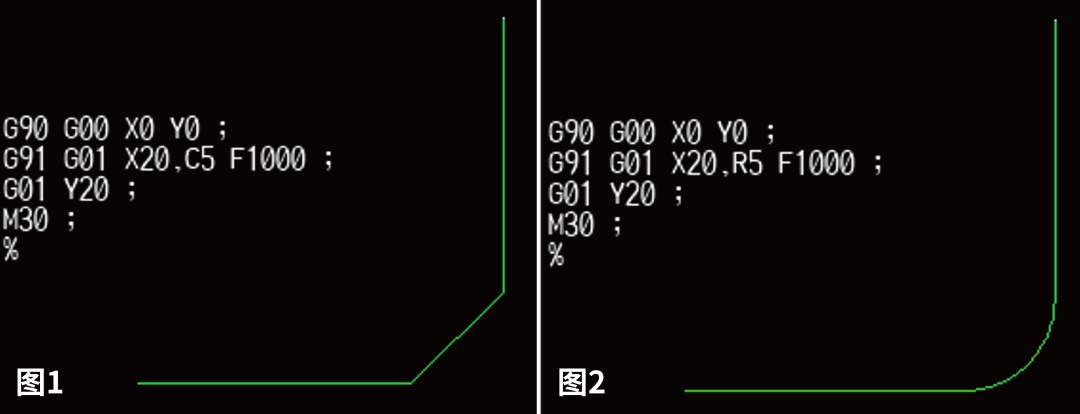
用戶可以通過本功能對由直線形成的轉角指令程序段中指定附加指令“,C_”或“,R_”,執行程序后會減去“,C_”所指定的長度或“,R_”所指定的半徑,從而實現自動任意角度的倒角(圖1)或倒圓角(圖2)。
02 使用說明
轉角倒角“,C_”
1.指令格式
N100 G01 X_ Y_ ,C_ ;
N200 G01 X_ Y_;
,C_:倒角量(在N100與N200的交點進行倒角處理)
注:當#1272bit6=1時,倒角量可用“C_”指定
2.編程實例
(1) G91 G01 X100. ,C10. F500;
(2) X100. Y100.;

(a)倒角C起點 (b)虛擬轉角交點 (c)倒角C終點
轉角倒圓“,R_”
1.指令格式
N100 G01 X_ Y_ ,R_;
N200 G01 X_ Y_ ;
,R_:倒圓半徑(在N100與N200的交點進行倒圓角處理)
注:當#1272bit6=1時,倒圓半徑可用“R_”指定
2.編程實例
(1) G91 G01 X100. ,R10. F500;
(2) X100. Y100.;

(a)倒圓R起點 (b)倒圓R終點 (c)虛擬轉角交點
倒角、倒圓程序段進給速度單獨指定
可通過在倒角、倒圓程序段中加入“E”指令來指定轉角倒角、轉角部分的進給速度,因此可實現對轉角部分的形狀精度控制。

注:
(1)E指令為模態,對下一個倒角、倒圓部分的進給也有效;
(2)當E指令為0或未指定E指令時,倒角、倒圓部分的進給速度與F 指令的進給速度相同。
03 其他補充說明
1 在同一程序段內,指定多個或重復的倒角、倒圓指令時,最后一個指令生效
2 在同一程序段內,同時存在倒角C、倒圓角R兩個指令時,后一個指令生效
3 如果倒角、倒圓指令所在程序段的移動量小于倒角量或倒圓半徑時,將會發生程序錯誤(P383)
4 如果倒角、倒圓指令的下一程序段移動量小于倒角量或倒圓半徑時,將會發生程序錯誤(P384)
5 如果倒角、倒圓指令的下一個程序段不是移動指令時,將會發生程序錯誤(P382)