本文來源:三菱電機自動化中國微信公眾號
什么是伺服同期控制?
指定主動軸和從動軸,將主動軸的移動指令同時發送到從動軸,按照相同的移動指令對主動軸和從動軸進行控制。即:只用一個位置指令實現兩個軸同時移動。本功能適用于需要用兩臺伺服電機(雙電機雙絲桿)驅動單個軸的大型機床。

圖 1
注:1.作為同步基準軸的軸稱作主動軸;跟隨主動軸的軸稱作從動軸。
2.系統中最多可以設置3組伺服同期控制;部分資料譯作伺服同步控制。
伺服同期控制方式
伺服同期控制方式有3種:位置指令同期控制、速度指令同期控制、電流指令同期控制。每種伺服同期控制方式有自己的特點,請選擇合適的同期控制方式。
01位置指令同期控制方式(位置串聯)
◆對各軸補償機械誤差(螺距補償、背隙補償等),然后輸出位置指令;
◆各軸獨立執行位置控制,因此可高精度控制機床姿勢;
◆根據軸間機械精度(直度、平行度),軸間易產生扭矩干涉;
◆使用2個直線光柵尺時,可以執行位置串聯控制
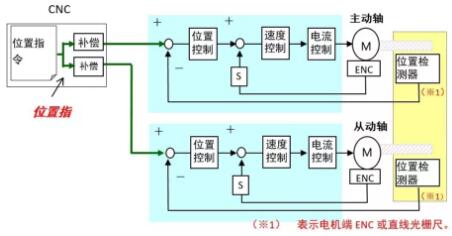
圖 2
02速度指令同期控制方式(速度串聯)
◆軸間共用位置FB信號,在軸間執行同期速度指令;相比閉環的位置指令同期控制方式,可刪減直線光柵尺數量;
◆通過各軸的速度FB信號控制進給速度;
◆不易受軸間機械精度影響,可執行穩定控制;
◆使用1個光柵尺時,可執行速度串聯控制;
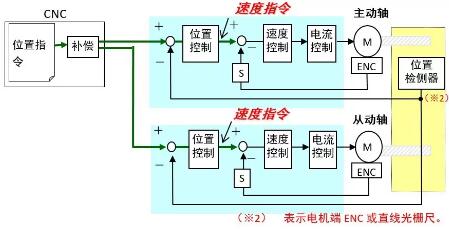
圖 3
03電流指令同期控制方式
◆軸間公用位置、速度FB信號,在軸間執行同期電流指令控制;
◆從動軸不具備自身速度FB,因此易引起振動;
◆從動軸不受外亂影響,因此不適用于要求定位精度、插補精度的工作機械;
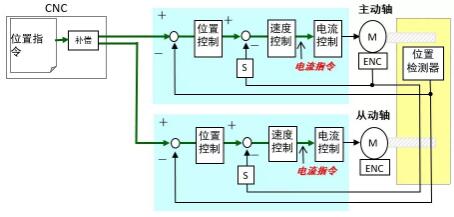
圖 4
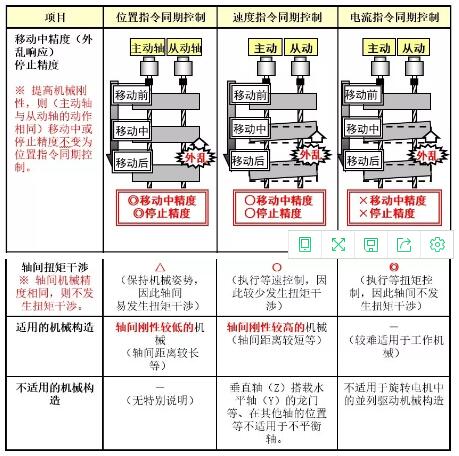
三種伺服同期控制方式比較
伺服同期控制應用推薦
01半閉環時
半閉環時建議使用位置指令同期控制方式
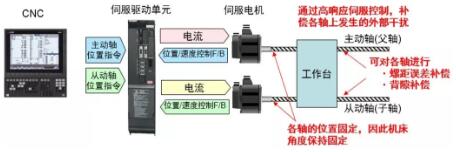
圖 5
■可在CNC上對各軸設定絲桿螺距誤差補償、背隙補償等;
■通過高相應伺服環對摩擦等隨時變化的外部干擾進行補償;
■監視各軸位置,因此可保持機床姿勢固定;
■監視2軸的偏差,在偏差過大時輸出報警。
01全閉環時
全閉環時建議使用速度指令同期控制方式
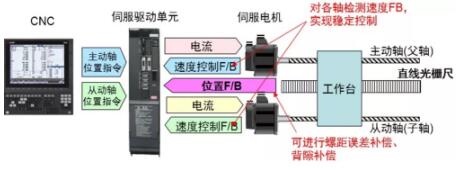
圖 6
■速度控制FB分別使用各自的電機端檢測器數據,因此可以實現穩定的控制;
■可將直線光柵尺作為2軸共用的位置檢測器使用;(使用2臺1軸驅動單元時,需要使用檢測器FB的信號分配單元)
■由于共用1個位置的FB,因此2軸間不會碰撞;機床的角度依存于機床的剛性。
伺服同期控制設定方法
01相關參數

設定同期控制中的從動軸號。
軸號是除主軸、PLC軸之外的NC軸軸號。1個主動軸不能設定多個從動軸。不能對從動軸進行本參數的設定。在多系統情況下,不可以跨系統設定主動軸與從動軸的對應關系。
0:無從動軸
1~32:第1軸~第32軸
例如:設定第2軸和第3軸伺服同期,第2軸為主動軸,第3軸為從動軸,則參數設定:
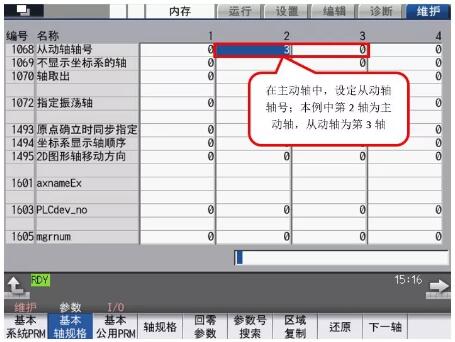
圖 7

Bit 3 :同期控制動作設定
選擇在同期控制對象軸從伺服OFF轉為伺服ON時,是否自動將從動軸位置調整到與主動軸位置同步。
0:不調整。
1:調整。
Bit 6 :同期控制中的外部機械坐標補償、滾珠絲桿熱膨脹補償的補償方式
選擇在同期控制中進行外部機械坐標補償、滾珠絲桿熱膨脹補償時的從動軸補償方式。在通過同期控制運行方式選擇信號選擇了同期運行方式時有效。
0:分別對主動軸和從動軸單獨進行補償;
1:以主動軸的補償量對從動軸進行補償;

Bit 5 :通電時同步偏置自動修正
在通電時,自動修正從動軸的位置,使其為上一次斷電位置的同步偏置位置。
0:無效
1:有效

0:主動軸和從動軸分別進行原點確立操作。
1:通過主動軸的原點確立操作,確定主動軸、從動軸兩軸的原點。

設定主動軸在同步誤差檢查時的最大允許同步誤差。
設置為”0“時,不進行誤差檢查。
——設定范圍——
0~99999.999(mm)
簡易C軸同步控制時:0~99999.999(°)
02相關PLC信號

同期控制時,第1系統通過R2589寄存器、第2系統通過R2789寄存器指定同期控制。
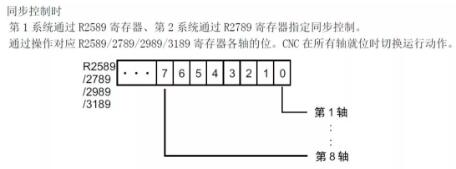
a.指定同步運行方式
根據基本規格參數“#1068 slavno”,將對應存在主動軸·從動軸關系的軸的2個Bit位設置為1。
(例如)同步運行第2軸(主動軸),第3軸(從動軸)時

b.指定單獨運行方式
將主動軸的指令下希望移動的軸的任意一方設置為1。
(例如)希望移動第3軸(從動軸)時

機械結構上,需要通電后始終同步狀態時,請在梯形圖通電第1次立設定R2589寄存器(第2系統開始的寄存器變號為R2789~)。
梯形圖創建例:
同期控制功能示例
目標設置第一軸(X軸)和第2軸(U軸)同期
步驟一:設定參數
設定#1068確定主動軸和從動軸,如圖;按需求設定#1281 bit3、bit6 ,#1282 bit5 ,#1493和#2024的值;
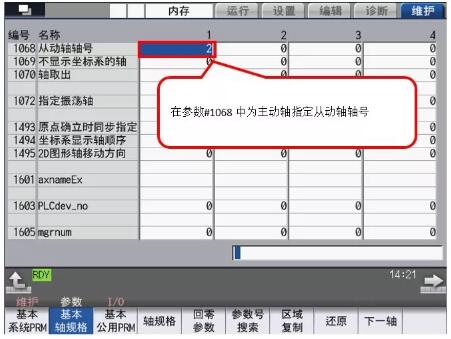
圖 10
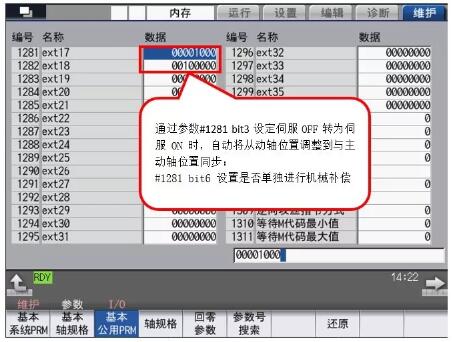
圖 11
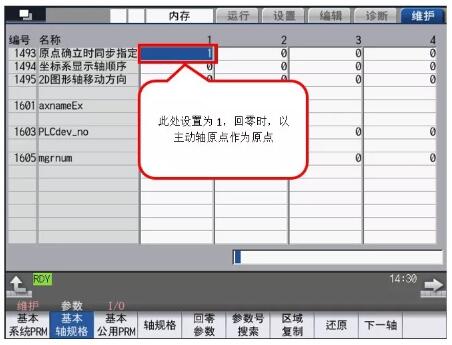
圖 12
步驟二:PLC設定
此處為了方便大家觀察軸移動現象,寫3個M代碼:
M16 接通時將H3賦值給R2589為即 00000011,指定第1軸和第2軸同期;
M17 接通后,將H2賦值給R2589,即 00000010,系統發出的主動軸移動指令后,第二軸移動(從動軸移動,主動軸不動);
M18 接通后,將H0 賦值給R2589,取消同期控制;
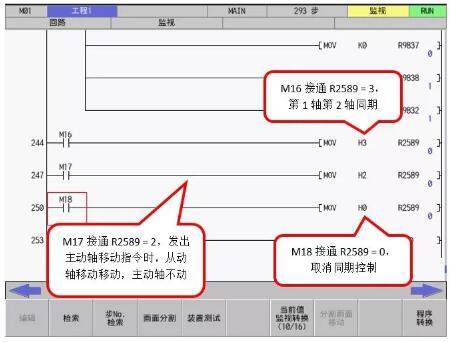
圖 13
運行如圖所示程序,觀察軸移動:
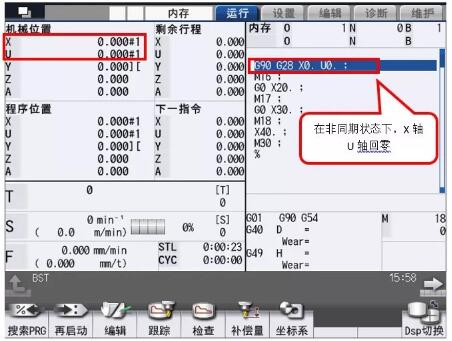
圖 14
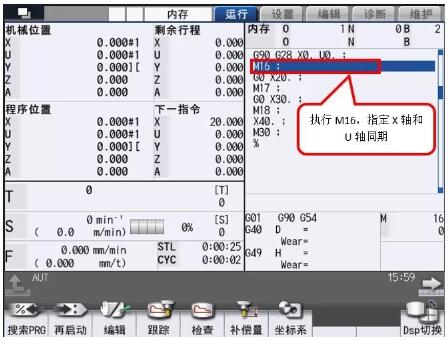
圖 15
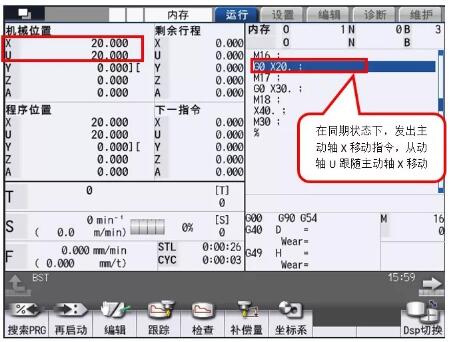
圖 16
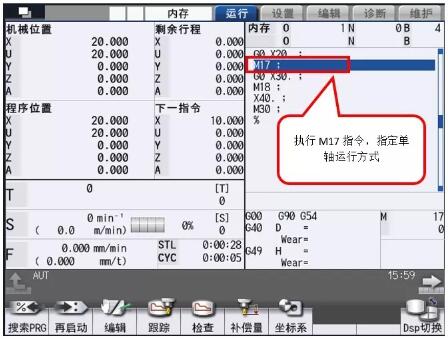
圖 17
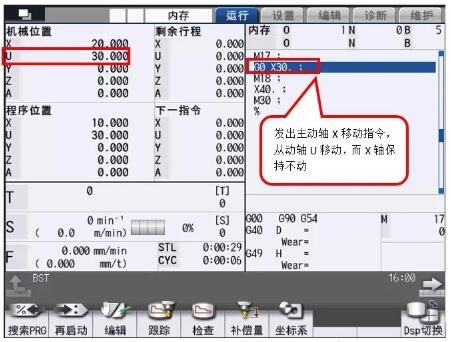
圖 18
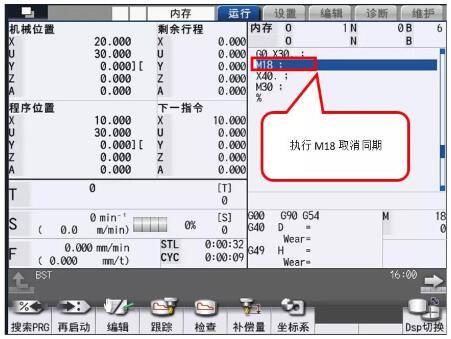
圖 19
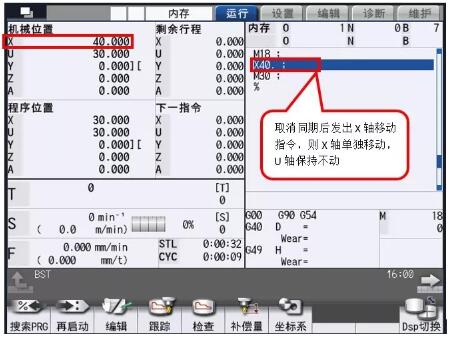
圖 20
總結
伺服同期控制的優點
1.和單軸機械相比,導軌的晃動減少,機械端的定位精度提高;
2.由于機械兩端同時驅動,機械端的振動降低,可以提高機械的定位精度和聯軸節的使用壽命;
3.導軌之間的空間可以被有效利用;
4.使用電機的組合驅動,可以使用兩個小容量電機取代單個大容量電機,可以應用于大型機械;
伺服同期控制的注意事項
1.系統中最多可以設置3組伺服同期控制;
2.軸取出功能不能應用在伺服同期控制的軸;
3.請不要設定同期軸在伺服關閉時的誤差修正;
4.增量控制的系統中,需先回參考點,后指定伺服同期控制;
5.其他注意事項請參考伺服同期控制規格書;