|
1 Ū░čį
▀^(gu©░)╚źĄ─╩»▓─ŪąĖŅįO(sh©©)éõČÓ▓╔ė├╩ųäė(d©░ng)┐žųŲ╗“╩Ū└^ļŖŲ„┐žųŲŻ¼┤µį┌ų°╣╩šŽ┬╩Ė▀ĪóŠSą▐ąį▓ŅĪóūįäė(d©░ng)╗»│╠Č╚Ą═Ą╚╚▒³c(di©Żn)ĪŻČ°┐╔ŠÄ│╠┐žųŲŲ„(PLC)ęįŲõ▀\(y©┤n)ąąĘĆ(w©¦n)Č©┐╔┐┐Īó┐╣Ė╔ö_ąį─▄ÅŖ(qi©óng)Ą╚╠ž³c(di©Żn)Ż¼į┌╣żśI(y©©)┐žųŲųąĄ├ĄĮÅVĘ║æ¬(y©®ng)ė├[1]ĪŻū„š▀įO(sh©©)ėŗ(j©¼)ęįPLC×ķ┐žųŲ║╦ą─Ą─╩»▓─ŪąĖŅÖC(j©®)Ż¼īŹ(sh©¬)¼F(xi©żn)┴╦╩»▓─ŪąĖŅ▀^(gu©░)│╠Ą─╚½ūįäė(d©░ng)╗»┐žųŲŻ¼═©▀^(gu©░)╚╦ÖC(j©®)Įń├µ▓┘ū„Ż¼═Ļ│╔ī”(du©¼)╣żū„ģóöĄ(sh©┤)Ą─ą▐Ė─įO(sh©©)Č©Īó╣żū„▀\(y©┤n)ąąĀŅæB(t©żi)Ą─īŹ(sh©¬)Ģr(sh©¬)▒O(ji©Īn)┐ž║═į\öÓš{(di©żo)įćĄ╚╣żū„[2]ĪŻ
2 ŽĄĮy(t©»ng)Ą─┐é¾wįO(sh©©)ėŗ(j©¼)
▒Š╩»▓─ŪąĖŅõÅ╩Ūė╔ŪąĖŅĄČĮMĪó╩»┴Ž▌ö╦═┼_(t©ói)ĪóČ©╬╗ī¦(d©Żo)░Õ╝░ÖC(j©®)╝▄ĮM│╔ĪŻŪąĖŅĄČĮMį┌╩»┴Ž▌ö╦═┼_(t©ói)╔Ž▓┐▓óų├ė┌ÖC(j©®)╝▄╔ŽŻ¼ŪąĖŅĄČĮMų«ķg╣╠Č©Č©╬╗ī¦(d©Żo)░ÕŻ╗ŪąĖŅĄČĮMė╔ļŖäė(d©░ng)ÖC(j©®)ĪóŲżÄ¦ĪóĄČ▌å▌SĪóŪąĖŅĄČŠ▀ĮM│╔Ż¼ŪąĖŅĄČŠ▀╣╠Č©į┌ĄČ▌å▌S╔Ž[3]ĪŻįO(sh©©)éõąĶę¬┐žųŲ┤▓╔ĒĄ─ŲĮęŲęį╝░õÅŲ¼Ą─╗ž▐D(zhu©Żn)Īó╔²ĮĄ║═ąąū▀ĪŻõÅŲ¼ļŖÖC(j©®)ė├ė┌ŪąĖŅ╩»┴ŽŻ¼õÅŲ¼┐╔ęįį┌XĪóZā╔éĆ(g©©)ĘĮŽ“ęŲäė(d©░ng)[4]ĪŻ┴Ž▄ć(ch©ź)į┌YĘĮŽ“ęŲäė(d©░ng)Ż¼═©▀^(gu©░)ūāŅlŲ„š{(di©żo)š¹▀M(j©¼n)Įo╦┘Č╚ĪŻłD1×ķįO(sh©©)éõĄ─ĮY(ji©”)śŗ(g©░u)╩ŠęŌłDĪŻ

łD1×ķįO(sh©©)éõĄ─ĮY(ji©”)śŗ(g©░u)╩ŠęŌłD
3 ┐žųŲŽĄĮy(t©»ng)įO(sh©©)ėŗ(j©¼)
3.1 ┐žųŲŽĄĮy(t©»ng)Ą─ė▓╝■įO(sh©©)ėŗ(j©¼)
ŽĄĮy(t©»ng)┐žųŲŲ„▓╔ė├║Ż×ķS16ZA220Rą═PLCŻ¼ūį╔ĒĦėąę╗┬Ę─ŻöM┴┐▌ö╚ļ║═ę╗┬Ę─ŻöM┴┐▌ö│÷Ż¼─ŻöM┴┐▌ö╚ļ▓╔╝»õÅŲ¼ļŖÖC(j©®)ļŖ┴„ą┼╠¢(h©żo)Ż¼─ŻöM┴┐▌ö│÷┐žųŲūāŅlŲ„Ą─Ņl┬╩Ż¼ūāŅlŲ„“ī(q©▒)äė(d©░ng)▀M(j©¼n)ĮoļŖÖC(j©®)ĪŻĖ„éĆ(g©©)ĘĮŽ“Ą─Ž▐╬╗ą┼╠¢(h©żo)ū„×ķķ_(k©Īi)ĻP(gu©Īn)┴┐▌ö╚ļą┼╠¢(h©żo)Ż¼ķ_(k©Īi)ĻP(gu©Īn)┴┐▌ö│÷ą┼╠¢(h©żo)┐žųŲõÅŲ¼Ą─╔²ĮĄĪóęŲäė(d©░ng)ĪŻ▓╔ė├╚²┴Ķ╣½╦ŠSLJD MD204LV4╬─▒Š’@╩ŠŲ„ĪŻłD2×ķ┐žųŲŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)łDĪŻ
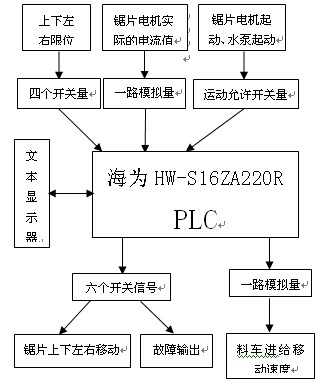
łD2┐žųŲŽĄĮy(t©»ng)ĮY(ji©”)śŗ(g©░u)łD
3.2 PLC│╠ą“įO(sh©©)ėŗ(j©¼)
ūįäė(d©░ng)┐žųŲ│╠ą“åóäė(d©░ng)ų«Ū░Ż¼▒žĒÜŽ╚åóäė(d©░ng)╦«▒├║═õÅŲ¼ļŖÖC(j©®)Ż¼«ö(d©Īng)õÅŲ¼ļŖÖC(j©®)═Ļ╚½åóäė(d©░ng)║¾Ż¼õÅŲ¼ļŖÖC(j©®)Ą─ļŖ┴„╔Ž╔²ų┴┐š▐D(zhu©Żn)ļŖ┴„ųĄŻ¼═©▀^(gu©░)ųŪ─▄ļŖūėāx▒ĒWPC803▌ö│÷ę╗éĆ(g©©)ķ_(k©Īi)ĻP(gu©Īn)┴┐ą┼╠¢(h©żo)ĪŻ▀@éĆ(g©©)ą┼╠¢(h©żo)ū„×ķūįäė(d©░ng)╗“╩ųäė(d©░ng)▓┘ū„Ą─į╩įSą┼╠¢(h©żo)ĪŻ┤_Č©õÅŲ¼ļŖÖC(j©®)åóäė(d©░ng)║¾Ż¼õÅŲ¼ļŖÖC(j©®)Ž┬ĮĄŻ¼▀M(j©¼n)ĮoļŖÖC(j©®)į┌X▌SĘĮŽ“ęŲäė(d©░ng)ķ_(k©Īi)╩╝▀M(j©¼n)ĮoĪŻÖz£y(c©©)õÅŲ¼ļŖÖC(j©®)ļŖ┴„Ż¼«ö(d©Īng)õÅŲ¼ļŖÖC(j©®)ļŖ┴„▀_(d©ó)ĄĮįO(sh©©)Č©ųĄ║¾åóäė(d©░ng)PID┐žųŲĪŻ
į┌┐žųŲŽĄĮy(t©»ng)┐žųŲŽ┬Ż¼õÅŲ¼į┌XĘĮŽ“ęŲäė(d©░ng)Ż¼õÅŲ¼ą²▐D(zhu©Żn)Ż¼ī”(du©¼)╩»┴Ž▀M(j©¼n)ąąŪąĖŅĪŻ«ö(d©Īng)═Ļ│╔ę╗éĆ(g©©)ĘĮŽ“Ą─ę╗┤╬ŪąĖŅ║¾Ż¼õÅŲ¼ļŖÖC(j©®)ļŖ┴„£p╔┘Ż¼┐žųŲŽĄĮy(t©»ng)ūįäė(d©░ng)═╦│÷PID┐žųŲĪŻõÅŲ¼Ž┬ĮĄŻ¼═©▀^(gu©░)Ģr(sh©¬)ķg┼ąöÓõÅŲ¼ļŖÖC(j©®)╩ŪʱŽ┬ĮĄĄĮ╬╗Ż¼╚¶Ž┬Ž▐ąą│╠ķ_(k©Īi)ĻP(gu©Īn)╬┤ė|░l(f©Ī)Ż¼õÅŲ¼Ž┬ĮĄįO(sh©©)Č©Ģr(sh©¬)ķg═Żų╣Ż╗╚¶Ž┬Ž▐ąą│╠ķ_(k©Īi)ĻP(gu©Īn)ė|░l(f©Ī)Ż¼┴ó╝┤═Żų╣Ž┬ĮĄŻ¼╚╗║¾õÅŲ¼ķ_(k©Īi)╩╝X▌SĄ─┴Ēę╗éĆ(g©©)ĘĮŽ“ęŲäė(d©░ng)ĪŻ«ö(d©Īng)õÅŲ¼ŪąĖŅĄĮ╩»┴ŽŻ¼õÅŲ¼ļŖÖC(j©®)ļŖ┴„į÷┤¾Ż¼┐žųŲŽĄĮy(t©»ng)┼ąöÓ║¾ūįäė(d©░ng)åóäė(d©░ng)PID┐žųŲŻ¼╚ń┤╦裣h(hu©ón)ĪŻ«ö(d©Īng)▀_(d©ó)ĄĮŪąĖŅ╔ŅČ╚Ģr(sh©¬)Ż¼õÅŲ¼╔²ŲŻ¼╔ŽŽ▐╬╗ķ_(k©Īi)ĻP(gu©Īn)äė(d©░ng)ū„║¾Ż¼╩»┴Žį┌YĘĮŽ“ęŲäė(d©░ng)ę¬Ū¾░Õ▓─║±Č╚Ż¼ķ_(k©Īi)╩╝ą┬ę╗Ų¼Ą─ŪąĖŅĪŻ▀_(d©ó)ĄĮįO(sh©©)Č©Ą─ŪąĖŅŲ¼öĄ(sh©┤)║¾ŽĄĮy(t©»ng)═Żų╣ĪŻ▒ŠŽĄĮy(t©»ng)▓╔ė├Ą─PID┐žųŲŻ¼═©▀^(gu©░)š{(di©żo)š¹╩»┴Ž▀M(j©¼n)Įo╦┘Č╚Ż¼╩╣õÅŲ¼ļŖÖC(j©®)ļŖ┴„į┌╩»┴ŽŪąĖŅ▀^(gu©░)│╠ųą▒Ż│ų║ŃČ©Ż¼▒ŻūC┴╦õÅŲ¼ļŖÖC(j©®)Ą─░▓╚½▀\(y©┤n)ąąŻ¼╠ßĖ▀┴╦«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐ĪŻį┌ŪąĖŅåóäė(d©░ng)ļAČ╬Ż¼õÅŲ¼ęį▌^Ą═Ą─╦┘Č╚▀M(j©¼n)ĮoŻ¼▒Żūo(h©┤)┴╦õÅŲ¼Ą─░▓╚½ĪŻį┌├┐┤╬Ž┬ĮĄĢr(sh©¬)Ż¼ŽĄĮy(t©»ng)ā╚(n©©i)▓┐Č╝īó«a(ch©Żn)╔·Ž┬ĮĄś╦(bi©Īo)ųŠŻ¼╚ń╣¹ÖMŽ“ļŖÖC(j©®)╣╩šŽŻ¼«a(ch©Żn)╔·ęŲäė(d©░ng)ą┼╠¢(h©żo)Ą½▓╗ęŲäė(d©░ng)Ż¼Ģ■(hu©¼)╩╣ļŖ┴„╩╝ĮKį┌Ž┬Ž▐ęįŽ┬Ż¼▓╗╝ėś╦(bi©Īo)ųŠ┼ąöÓŻ¼Ģ■(hu©¼)│÷¼F(xi©żn)▀B└m(x©┤)Ž┬ĮĄĪŻ╝ė┴╦ū¾ėę┼ąöÓś╦(bi©Īo)ųŠŻ¼Č┼Į^┴╦ŅÉ(l©©i)╦Ų╣╩šŽĪŻŽĄĮy(t©»ng)ųą╝ė╚ļ┴╦ŪĘ┴„═ŻÖC(j©®)╣”─▄Ż¼«ö(d©Īng)═Ē╔Ž¤o(w©▓)╚╦┐┤╩žĢr(sh©¬)Ż¼╚ń╣¹│÷¼F(xi©żn)ūāŅlŲ„╣╩šŽŻ¼õÅŲ¼ļŖÖC(j©®)īóę╗ų▒╠Äė┌┐š▐D(zhu©Żn)ĀŅæB(t©żi)Ż¼10ĘųńŖ║¾Ż¼╚ń╣¹ļŖ┴„╬┤╔Ž╔²Ż¼īóĢ■(hu©¼)╣╩šŽ▌ö│÷Ż¼ūįäė(d©░ng)═ŻÖC(j©®)ĪŻłD3×ķ┐žųŲ▀^(gu©░)│╠Ą─┐žųŲ┐“łD
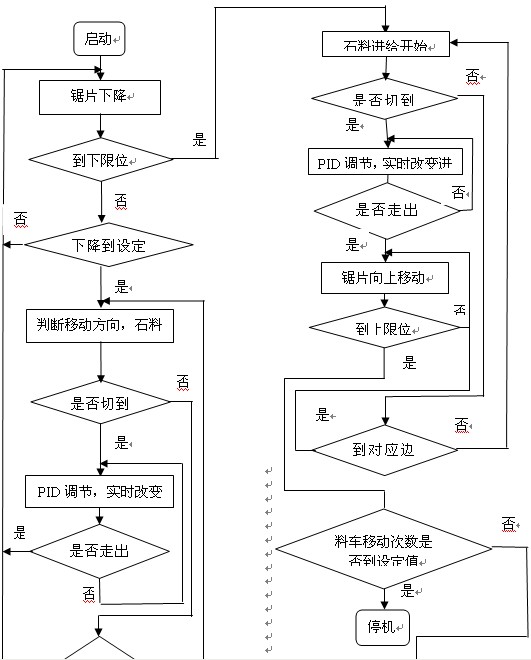

łD3×ķ┐žųŲ▀^(gu©░)│╠Ą─┐žųŲ┐“łD
3.3 ╚╦ÖC(j©®)Įń├µĄ─įO(sh©©)ėŗ(j©¼)
╬─▒Š▓┘ū„Įń├µįO(sh©©)ėŗ(j©¼)│²┴╦ŪąĖŅĒō(y©©)öĄ(sh©┤)Ż¼╩»░Õ║±Č╚Ą╚│Żė├ģóöĄ(sh©┤)═ŌŻ¼ų╗ėąŲäė(d©░ng)Īó═Żų╣ĪóÅ═(f©┤)╬╗░┤ŌoŻ¼ĮĄĄ═┴╦ė├æ¶Ą─īW(xu©”)┴Ģ(x©¬)ļyČ╚ĪŻŲõ╦¹ģóöĄ(sh©┤)Š∙į┌├▄┤aĒō(y©©)├µęįā╚(n©©i)Ż¼╗∙▒Š▓┘ū„ė├涤o(w©▓)Ę©▀M(j©¼n)╚ļŻ¼├▄┤aā╚(n©©i)Ą─▓┐ĘųģóöĄ(sh©┤)ąĶę¬░▓čb╚╦åT¼F(xi©żn)ł÷(ch©Żng)š{(di©żo)įćŻ¼ų«║¾▓╗į┘Ė─äė(d©░ng)Ż¼Ę┼į┌├▄┤aĮń├µę▓ėąą¦Ą─▒▄├Ōė├涤o(w©▓)ęŌķgĖ³Ė─Č°įņ│╔Ą─┬ķ¤®ĪŻŠ▀¾wįO(sh©©)ėŗ(j©¼)ęŖ(ji©żn)łD4ĪŻ
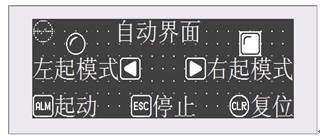
łD4┐žųŲŲ„ūįäė(d©░ng)ŪąĖŅ▓┘ū„Įń├µ
4 ĮY(ji©”)šō
▒Š┐žųŲŲ„Įø(j©®ng)▀^(gu©░)ķL(zh©Żng)Ģr(sh©¬)ķgĄ─¼F(xi©żn)ł÷(ch©Żng)Łh(hu©ón)Š│╩╣ė├Ż¼īŹ(sh©¬)¼F(xi©żn)┴╦┐žųŲ╣ż╦ćģóöĄ(sh©┤)įO(sh©©)Č©Ż¼┐žųŲ▀^(gu©░)│╠Ą─ūįäė(d©░ng)╗»ĪŻ┐╔ęįĖ∙ō■(j©┤)õÅŲ¼ļŖÖC(j©®)Ą─ļŖ┴„īŹ(sh©¬)Ģr(sh©¬)┐žųŲŪąĖŅ╦┘Č╚Ż¼£pąĪ┴╦ī”(du©¼)õÅŲ¼Ą─ōpē─Ż¼╠ßĖ▀┴╦╣żū„ą¦┬╩Ż¼▒Żūo(h©┤)õÅŲ¼ļŖÖC(j©®)▓╗▒╗Ė▀ļŖ┴„¤²ē─ĪŻPID┐žųŲę▓═¼Ģr(sh©¬)ĮŌøQ┴╦Ģāę╣ļŖį┤ļŖē║ūā╗»┤¾╦∙įņ│╔Ą─▓╗┴╝║¾╣¹Ż¼▀_(d©ó)ĄĮ┴╦║▄║├Ą─ūįäė(d©░ng)ŪąĖŅ╩»▓─Ą─ą¦╣¹ĪŻ
|

