|
1 įOéõ║åĮķ
1Ż«ųŲ┤³ÖC╣”─▄║åĮķ

łD1 ųŲ┤³ÖC╣”─▄
įōÖCĄ─░³čb▓─┴Žė╔╬╗ė┌ÖC¾w║¾▓┐Ą─Ę┼ŠĒÖCśŗī¦│÷Ż¼ĮøĘ┼ŠĒ▌ü║¾▀M╚ļĘųŅÉÖCśŗŻ¼į┌┤╦╠Ä░³▓─ė╔ĘųŪąĄČÅ─ųąķgĘų×ķā╔▓┐ĘųŻ¼į┌═©▀^ĘųŠĒ░Õ▀M╚ļā╔é╚Ą─ī¦─ż▌üŻ¼╩╣▒Ī─żūāŽ“Ż¼▀M╚ļĘŌ║Žģ^Ż¼═©▀^┐vĘŌĪóÖMĘŌĪó╠Ņ│õ╔Ž┴ŽĪó┤“ėĪ┼·╠¢ĪóŪą░╝┐┌Īó┐vŪąĪó┤“öÓ┴čŠĆŻ¼ÖMŪąūŅ║¾ą╬│╔│╔ŲĘė╔▌ö╦═ÖC▌ö│÷Ż¼▀mė├ė┌ßt╦ÄĪó╩│ŲĘ║═╗»ŖyŲĘĄ╚ąąśIĪŻįOéõ¼Fł÷łD╚ńłD2╦∙╩ŠĪŻ

łD2 įOéõ¼Fł÷łD
┤╦═ŌŻ¼ųŲ┤³ÖC┐žųŲŽĄĮy┼õų├╚ń▒Ē1╦∙╩ŠĪŻ
▒Ē1 ųŲ┤³ÖC┐žųŲŽĄĮy┼õų├
|
├¹ĘQ
|
öĄ┴┐
|
|
DeviceNet┐éŠĆ─ŻēK
|
1
|
|
DVPŽĄ┴ąPLC
|
1
|
|
öĄūų┴┐▌ö╚ļ/▌ö│÷
|
3
|
|
£žČ╚£y┴┐
|
1
|
|
ė|├■Ų┴
|
1
|
|
ūāŅlŲ„(ų„▌S)
|
1
|
|
╦┼Ę■Ż©┐vĘŌŻ®
|
1
|
|
╦┼Ę■Ż©┤“┤aŻ®
|
1
|
1.2 čb║ąÖC╣”─▄║åĮķ
čb║ąÖCŠ▀ėąūįäė╚Ī║ąŻ¼ūįäėš¹└Ē░ÕēKŻ¼ūįäė═Ų░ÕŻ¼ūįäė┤“ėĪ┼·╠¢Ż¼ūįäėĘŌ┐┌Ż¼ūįäė▌ö╦═Ą╚╣”─▄Ż¼ūŅ║¾īó│╔ŲĘ▌ö│÷ĪŻ▀mė├ė┌┼cųŲ┤³ÖC┬ōŠĆū„śI╩╣ė├Ż¼ī”ųŲ┤³ÖCųŲ│╔Ą─╦ÄŲĘ░³čb┤³ūįäėš¹└Ē┼┼ą“▀Mąąčb║ą░³čbĪŻūįäėčb║ąÖC▀M┴Žę╗░ŃĘų×ķ╚²éĆ╚ļ┐┌Ż║šf├„Ģ°╚ļ┐┌Īó╦Ä┤³Ż©Ų┐Ż®╚ļ┐┌║═ÖC░³║ą╚ļ┐┌ĪŻÅ─ÖC░³║ą▀M┴ŽĄĮūŅ║¾░³čb│╔ą═Ą─š¹éĆ▀^│╠┤¾ų┬┐╔ęįĘų│╔╦─éĆļAČ╬Ż║Ž┬║ąĪó┤“ķ_Īóčb╠ŅĪó║Ž╔wĪŻŽ┬║ąäėū„═©│Ż╩Ūė╔ę╗éĆ╬³▒PÅ─╝ł║ą▀M┴Ž┐┌╬³╚Īę╗éĆ╝ł║ąŻ¼Ž┬ąąĄĮčb║ąĄ─ų„ŠĆ╔ŽŻ¼ė╔ę╗éĆī¦▄ē┐©╬╗īó╝ł║ą╣╠Č©▓óė├ę╗éĆ═Ų░Õ┤“ķ_╝ł║ąŻ¼═¼ĢrĢ■ėąā╔éĆ┐╔Ž“Ū░ęŲäėĄ─┐©╬╗Å─Ž┬├µ╔²ŲŻ¼Å─Ū░║¾ĘĮŽ“┐©ūĪ╝ł║ąĄ─é╚├µŻ¼╩╣║ąūė┤“ķ_│╔ų▒ĮŪ▓óŪ░ęŲĄĮčb╠Ņģ^ė“ĪŻį┌čb╠Ņģ^ė“╠Ņčb║¾Ż¼ÖCŲ„Ą─ÖCśŗĢ■īóČ·Čõš█▀Mū¾ėęĄ─ī¦▄ēųąŻ¼╚╗║¾į┘▀Mąą║Ž╔wäėū„ĪŻ║Ž╔wŪ░ÖCśŗĢ■Ž╚ÅØš█╝ł║ąĄ─▓Õ╔ÓŻ¼╚╗║¾ėąę╗═Ų░Õ═Ųäė║ą╔wÅØš█Ż¼╩╣▓Õ╔Ó▓Õ▀M║ąūėųą▓ó╩╣µi┐█┐█ŠoĪŻ║Ž╔wäėū„╩ŪéĆĻPµIąįĄ─äėū„Ż¼═Ļ│╔Ą─║├ē─┼c╝ł║ąĄ─ĮYśŗ║═ÖCŲ„š{╣ØĄ─£╩┤_│╠Č╚ėą║▄┤¾ĻPŽĄĪŻ┴Ē═ŌŻ¼▓╗═¼čb║ąÖC╣®æ¬╔╠╠ß╣®Ą─įOéõŻ¼Ųõ╣żū„įŁ└Ē║═ÖCśŗäėū„Ģ■ėą╦∙▓╗═¼Ż¼╦∙ęįÖC░³║ąĄ─ĮYśŗæ¬įō┼cų«ŽÓŲź┼õĪŻ
įOéõš{įćłD╚ńłD3╦∙╩ŠĪŻ

łD3 ═Ų░Õš{įćłD
čb║ą═Ļ│╔║¾Ż¼įOéõš{įćłDŲ¼╚ńłD4ĪŻ

łD4 čb║ą═Ļ│╔║¾įOéõš{įć
ųŲ┤³ÖC┐žųŲŽĄĮy┼õų├╚ń▒Ē2ĪŻ
▒Ē2 ųŲ┤³ÖC┐žųŲŽĄĮy┼õų├
|
├¹ĘQ
|
öĄ┴┐
|
|
DeviceNet┐éŠĆ─ŻēK
|
1
|
|
DVPŽĄ┴ąPLC
|
1
|
|
öĄūų┴┐▌ö╚ļ/▌ö│÷
|
3
|
|
öĄūų┴┐▌ö│÷
|
1
|
|
ė|├■Ų┴
|
1
|
1.3 ┬ōŠĆ╝░ča┤³ŽĄĮy╣”─▄║åĮķ
▀@▓┐Ęų┐žųŲė╔┐éŠĆą═▀\äė┐žųŲŲ„+ā╔Ņw╦┼Ę■ĮM│╔ĪŻā╔Ņw╦┼Ę■Ęųäe×ķčb║ąÖCų„╦┼Ę■║═ča┤³╦┼Ę■ĪŻ╣żū„▀^│╠×ķųŲ┤³ÖCųŲ┤³Īó╠Ņ┴ŽŻ¼ė╔é„╦═ÖCśŗ░čųŲ│╔Ą─╦Ä┤³Ę┼ĄĮčb║ąÖCé„╦═ĦĖ±ūėā╚Ż¼├┐éĆĖ±ūė┐╔Ę┼6-10┤³Ż¼╝┤├┐éĆ╦Ä║ąčb6-10┤³ĪŻ░┤šš6┤³┼e└²Ż¼╚ń╣¹å╬éĆĖ±ūėā╚╩Ū1Īó2Īó3┤³Ż¼─Ū├┤▀@éĆĖ±ūė╩Ū▓╗─▄▒╗čb║ąĄ─Ż¼▀\ąąĄĮé„╦═Ħ─®Č╦╠▐│²Ż¼▓╗į╩įSčb║ąŻ╗╚ń╣¹å╬éĆĖ±ūė└’╩Ū4Īó5┤³ūėŻ¼─Ū├┤į┌Įø▀^ča┤³ÖCĢrŻ¼ča┤³╦┼Ę■äėū„Īó╬³▒P╬³+Ę┼äėū„Ż¼═Ļ│╔ča┤³Ż¼ča┤³│╔╣”║¾įōĖ±ūė┐╔ęį▒╗čb║ąŻ╗╚ń╣¹å╬éĆĖ±ūė└’╩Ū6┤³ūėŻ¼▓╗ė├ča┤³Ż¼ų▒Įėčb║ąĪŻ┬ōŠĆ▓┐Ęų┐žųŲŽĄĮy┼õų├╚ń▒Ē3ĪŻ
▒Ē3 ┬ōŠĆ▓┐Ęų┐žųŲŽĄĮy┼õų├
|
├¹ĘQ
|
öĄ┴┐
|
|
DeviceNet┐éŠĆ─ŻēK
|
1
|
|
┐éŠĆą═▀\äė┐žųŲŲ„
|
1
|
|
čb║ą╦┼Ę■
|
1
|
|
ča┤³╦┼Ę■
|
1
|
2 ┼_▀_ŠWĮjĮYśŗŽĄĮyłD
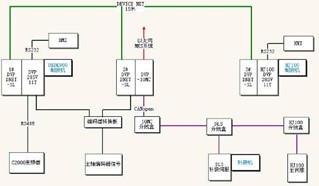
łD5 ┼_▀_ŠWĮjĮYśŗŽĄĮyłD
2.1 ŠWĮjĮM│╔šf├„
DeviceNetŠWĮjėą3éĆšŠŻ¼ė╔┼_▀_DVPŽĄ┴ąPLCĪó┐éŠĆą═▀\äė┐žųŲŲ„ū¾é╚öUš╣DeviceNet─ŻēK═Ļ│╔Ż¼īŹ¼F3éĆPLCų«ķgĄ─öĄō■Į╗ōQŻ¼═Ļ│╔▀Bµi┐žųŲŻ╗┐éŠĆą═▀\äė┐žųŲŲ„═©▀^CANopen┐éŠĆ┐žųŲ2Ņw╦┼Ę■Ż¼═Ļ│╔čb║ąĪóča┤³╣”─▄Ż╗┐éŠĆą═▀\äė┐žųŲŲ„▒ŠÖCūįĦęį╠½ŠW┐┌┼c╦ÄÅSMESŽĄĮy▀BĮėŻ¼╔Žé„╔·«aöĄō■ĪŻ
2.2 DeviceNetĄ─ŠWĮj┼õų├

łD6 DeviceNetĄ─ŠWĮj┼õų├
2.3 ┼_▀_10MC═©▀^ęį╠½ŠW┼c╦ÄÅSMESŽĄĮy═©ėŹŻ©Modbus TCPŻ®
MESŽĄĮy╝┤ųŲįņł╠ąąŽĄĮy (manufacturing execution systemŻ¼║åĘQMESŻ®Ż¼┐╔ęį×ķė├æ¶╠ß╣®ę╗éĆ┐ņ╦┘Ę┤æ¬ĪóėąÅŚąįĪóŠ½╝Ü╗»Ą─ųŲįņśIŁhŠ│Ż¼Ä═ų·Ų¾śI£pĄ═│╔▒ŠĪó░┤Ų┌Į╗žøĪó╠ßĖ▀«aŲĘĄ─┘|┴┐║═╠ßĖ▀Ę■äš┘|┴┐ĪŻ▀mė├ė┌▓╗═¼ąąśIŻ©╝ęļŖĪóŲ¹▄ćĪó░ļī¦¾wĪó═©ėŹĪóITĪóßt╦ÄŻ®Ż¼─▄ē“ī”å╬ę╗Ą─┤¾┼·┴┐╔·«a║═╝╚ėąČÓŲĘĘNąĪ┼·┴┐╔·«aėųėą┤¾┼·┴┐╔·«aĄ─╗ņ║Žą═ųŲįņŲ¾śI╠ß╣®┴╝║├Ą─Ų¾śIą┼Žó╣▄└ĒĪŻ
įOéõūŅĮKė├æ¶▒▒Š®─│╦ÄÅSĄ─MESŽĄĮy║═┼_▀_10MCęį╠½ŠW═©ėŹĢrŻ¼ąĶę¬╠ß╣®Ą─═©ėŹĄžųĘ╩Ū6╬╗öĄĄ─╩«▀MųŲĄžųĘŻ¼▒╚╚ńD0Ą─═©ėŹĄžųĘąĶ╠ß╣®404097ĪŻ╝┤40001+4096Ż©H1000Ż®,ęį┤╦ŅÉ═ŲĪŻ▓┐ĘųĄžųĘ▒Ē╚ń▒Ē4ĪŻ
▒Ē4 ▓┐ĘųĄžųĘ▒Ē
|
3╠¢Å─šŠ čb║ąÖC
|
1╠¢ų„šŠ ųŲ┤³ÖC
|
2╠¢Å─šŠ PLC
|
10MCųąMCĄžųĘ
|
═©ėŹĄžųĘ
|
|
║ąė├┴┐ D6260 →
|
D6087 →
|
D6299 →
|
D6512 →
|
D6262
|
439031
|
|
šf├„Ģ°ė├┴┐ D6262 →
|
D6089 →
|
D6301 →
|
D6514 →
|
D6264
|
439033
|
|
║ą«aŲĘöĄ┴┐ D6264 →
|
D6091 →
|
D6303 →
|
D6516 →
|
D6266
|
439035
|
|
100╔·«a╦┘Č╚ D6266 →
|
D6093 →
|
D6305 →
|
D6518 →
|
D6268
|
439037
|
|
100╔·«aą¦┬╩ D6267 →
|
D6094 →
|
D6306 →
|
D6519 →
|
D6269
|
439038
|
|
«aŲĘ┼·╠¢ D6268 →
|
D6095 →
|
D6307 →
|
D6520 →
|
D6270
|
439039
|
3 æ¬ė├DVP10MCĮŌøQ┬ōŠĆ┐žųŲĘĮ░Ė
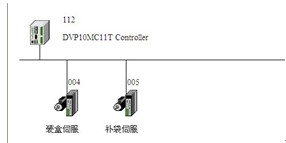
łD7┐éŠĆą═▀\äė┐žųŲŲ„ĮŌøQ┬ōŠĆ┐žųŲĘĮ░Ė
Ė∙ō■īŹļHæ¬ė├ŪķørŻ¼æ¬ė├┐éŠĆą═▀\äė┐žųŲŲ„ĮŌøQ▀BŠĆ┐žųŲĘĮ░ĖėąęįŽ┬Äū³cųĄĄ├ūóęŌŻ║
Ż©1Ż®ųŲ┤³ÖCų„▌SūāŅlŲ„ŠÄ┤aŲ„ą┼╠¢Įė╚ļĄĮ10MCų„ÖC15ßśŠÄ┤aŲ„Įė┐┌Ż¼═©▀^DMC_ExternalMaster═Ō▓┐╠ōų„▌SųĖ┴ŅśŗĮ©│╔ę╗éĆ╠ōöMĄ─╦┼Ę■▌SŻ¼▌S╠¢3ĪŻčb║ąÖC╦┼Ę■═©▀^MC_GearInųĖ┴Ņ┼c3╠¢▌SĮ©┴óų„Å─²X▌åĻPŽĄĪŻ┬ōŠĆĢrGear In²X▌åć¦║ŽŻ¼╚ĪŽ¹┬ōŠĆĢrGear out²X▌å├ōļxĪŻ┬ōŠĆ▀\ąąųą═©▀^ūĘ╝ė╬╗ęŲMC_MoveSuperImposedųĖ┴Ņą▐š²╦┼Ę■Ų½▓ŅŻ¼▒ŻūC╦Ä┤³£╩┤_čb║ąĪŻ╚ĪŽ¹┬ōŠĆĀŅæBŻ¼čb║ąÖC╩ųäė╗“³cäė▀\ąąĢrŻ¼╝┤╩╣ė├MC_MoveVelocityųĖ┴Ņ┐žųŲĪŻ
Ż©2Ż®ča┤³╦┼Ę■┐žųŲĘĮ░Ė┼cčb║ą╦┼Ę■ŽÓ═¼ĪŻŽĄĮy▀\ąąĢrŻ¼ča┤³╦┼Ę■ęįčb║ąÖC╦┼Ę■×ķų„▌SŻ¼GearIn²X▌åć¦║ŽŻ¼╚ĪŽ¹ča┤³ĢrGear out²X▌å├ōļxĪŻča┤³ą┼╠¢ė╔ųŲ┤³ÖCĄ─DVP28SV░l│÷Ż¼═©▀^DeviceNetŠWĮj▀M╚ļ┐éŠĆą═▀\äė┐žųŲŲ„▀\äė┐žųŲ│╠ą“Ż¼ł╠ąą▀Bµi┐žųŲĪŻ
Ż©3Ż®ų„ę¬│╠ą“ĮžłDĪŻŲõųąŻ¼ų„▌SŠÄ┤aŲ„śŗĮ©×ķ╠ōų„▌SŻ¼▌S╠¢3Ż¼╚ńłD8╦∙╩ŠĪŻ

łD8 ų„ę¬│╠ą“ĮžłD
²X▌åć¦║ŽĪóūĘ╝ė╬╗ęŲųĖ┴Ņ╚ńłD9╦∙╩ŠĪŻ
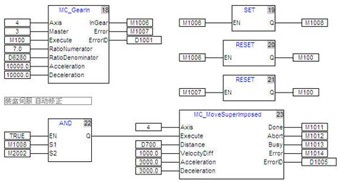
łD9²X▌åć¦║ŽĪóūĘ╝ė╬╗ęŲųĖ┴Ņ
Ż©4Ż®┬ōŠĆ╔·«aėą6┤³/║ąŻ¼10┤³/║ąā╔ĘN╔·«a─Ż╩ĮŻ¼┐╔═©▀^ą▐Ė─4╠¢▌SMC_GearinųĖ┴ŅļŖūė²X▌å▒╚Ą─Ęų─ĖīŹ¼FĪŻ▓┘ū„┐╔ęį═©▀^ųŲ┤³ÖCĄ─HMIł╠ąąŻ¼═©▀^DeviceNetŠWĮjé„▌öų┴╔ŽłD│╠ą“ųąĄ─D6280ĪŻ
4 ╦┼Ę■ģóöĄįOČ©
4.1 čb║ą╦┼Ę■ųąų„ę¬ģóöĄįOų├
P1-01=0B (A2╦┼Ę■▀xō±×ķCANopen┐žųŲ─Ż╩Į)
P3-00=4 (A2╦┼Ę■CANopenšŠ╠¢Ż¼╝┤╦┼Ę■▌S╠¢)
P3-01=403 (CANopenŠWĮj═©ėŹ▓©╠ž┬╩×ķ1M)
P3-09=5055(CANopen═¼▓ĮįOČ©Ż¼380V╦┼Ę■)
4.2 ča┤³╦┼Ę■ųąų„ę¬ģóöĄįOų├
P1-01=0B (A2╦┼Ę■▀xō±×ķCANopen┐žųŲ─Ż╩Į)
P3-00=5 (A2╦┼Ę■CANopenšŠ╠¢Ż¼╝┤╦┼Ę■▌S╠¢)
P3-01=403 (CANopenŠWĮj═©ėŹ▓©╠ž┬╩×ķ1M)
P3-09=5055(CANopen═¼▓ĮįOČ©)
5 ┐žųŲ«ŗ├µ
ųŲ┤³ÖC╚ńłD10ĪŻ

łD10 ųŲ┤³ÖC
čb║ąÖC╚ńłD11ĪŻ

łD11 čb║ąÖC
6 š{įć│╔╣¹
Ė∙ō■īŹļHŪķørŻ¼š{įć│╔╣¹ėąęįŽ┬Äū³cŻ║Ą┌ę╗Ż¼ųŲ┤³ÖCųŲū„╦ÄŲĘ░³čb┤³Š½Č╚▀_ĄĮę¬Ū¾Ż╗Ą┌Č■Ż¼čb║ąÖC┐╔6┤³Īó10┤³╣żū„─Ż╩Įčb║ąŻ╗Ą┌╚²Ż¼įOéõå╬ÖCĪó┬ōŠĆ▀\ąą─Ż╩ĮŠ∙┐╔š²│Ż▀\ąąŻ╗ūŅ║¾Ż¼įOéõūŅĖ▀┐╔╔·«a60║ą/ĘųńŖŻ¼▀_ĄĮę¬Ū¾ĪŻłD11×ķ│╔ŲĘ╩ŠęŌłDĪŻ

łD11 │╔ŲĘ╩ŠęŌłD
7 ĮY╩°šZ
▒Š╠ū╦ÄŲĘ╔·«a┬ōŠĆįOéõĄ─░Ė└²Ż¼│╔╣”æ¬ė├┴╦┼_▀_DeviceNet┐éŠĆ«aŲĘĪó┐éŠĆą═▀\äė┐žųŲŲ„Ż¼▓ó═©▀^ęį╠½ŠW┼cųŲ╦ÄÅSMESŽĄĮy═©ėŹŻ¼¾w¼F┴╦┼_▀_PLC«aŲĘ┐╔═©▀^ŠWĮj╠ß╣®Įo┐═æ¶ĘĆČ©Īó┐ņ╦┘ŪęŠ½┤_Ą─ĮŌøQĘĮ░ĖĪŻ
ū„š▀║åĮķŻ║
ų▄ŠSŻ¼│÷╔·ė┌1982─Ļ7į┬Ż¼«ģśIė┌╔“Ļ¢┤¾īWūįäė╗»īŻśIĪŻ¼F╚╬ųą▀_ļŖ═©╣╔Ę▌ėąŽ▐╣½╦Š╣żśI┐žųŲŽĄĮy(ICS)«aŲĘ╠Äæ¬ė├╣ż│╠ĤŻ¼Å─╩┬┼_▀_╣żśI┐žųŲŽĄĮy«aŲĘæ¬ė├═ŲÅVĪó╝╝ągų¦│ųĪŻ
|

 ų„šŠų®ųļ│ž─Ż░ÕŻ║
┼Ę├└┬ęĖŠĖ▀ŪÕ╬▐┬ę┬ļį┌Ž▀╣█┐┤|
į┌Ž▀┐┤avę╗Ū°Č■Ū°╚²Ū°|
ū█║Ž╔½ę╗╔½ū█║ŽŠ├Š├═°|
╣·▓·Š½ŲĘSM└”░¾Ą„Į╠╩ėŲĄ|
Ė▀│▒Ą³Ųav╚ķčš╔õ║¾╚ļ|
µ├µ├╦─╗óČ½Š®╚╚╬▐┬ļ╚║Į╗╦½Ę╔╩ėŲĄ|
Š½ŲĘŠńŪķV╣·▓·į┌Ž▀╣█┐┤|
╣·▓·│╔╚╦caoį┌Ž▀|
čŪų▐╣·▓·ųą╬─ūų─╗Š½ŲĘ|
╣·▓·├█═╬į┌Ž▀ę╗Ū°Č■Ū°╚²Ū°|
18Į¹├ŌĘč╬▐┬ļ╬▐š┌Ą▓═°šŠ|
╬▐┬ļ╠ņ╠├čŪų▐╣·▓·AV|
AV╚╦├■╚╦╚╦╚╦įĶ╚╦╚╦│¼┼÷╝╦┼«
|
Š├Š├Š½ŲĘ╣·▓·91Š½ŲĘčŪų▐|
ę└ę└│╔╚╦Š½ŲĘ╩ėŲĄį┌Ž▀╣█┐┤|
╣·▓·Ž▀▓źĘ┼├ŌĘč╚╦│╔╩ėŲĄ▓źĘ┼|
Š½ŲĘ╚╦Ų▐avŪ°▓©ČÓę░Įßę┬|
Č½ĘĮ╦─╗óį┌Ž▀╣█┐┤av|
22sihu╣·▓·Š½ŲĘ╩ėŲĄė░╩ėū╩čČ|
čŪų▐avę┴╚╦Š├Š├ū█║Žąį╔½|
ūŅą┬│╔├ŌĘč╚╦Š├Š├Š½ŲĘ|
Š½ŲĘčŪų▐─ą╚╦ę╗Ū°Č■Ū°╚²Ū°|
ųą╣·CHINA╠Õ─┌č[Š½čŪų▐╚š▒Š|
╣·▓·Š½ŲĘ╝żŪķūį┼─ŽĄ┴ą|
╣·▓·│╔╚╦ę╗Ū°Č■Ū°▓╗┐©|
Š├Š├Š├├└┼«|
╚š║½╣·▓·Š½ŲĘŪ°ę╗Ū°Č■Ū°|
┼Ę├└13ę╗14Į┐ąĪxxxx|
┼®┤Õ└Ž╩ņ┼«ę╗Ū°Č■Ū°╚²Ū°|
╣·▓·│╔╚╦┼Ę├└ę╗Ū°Č■Ū°╚²Ū°į┌Ž▀|
╣·▓·Š½ŲĘę╗Č■Č■Ū°╩ėį┌Ž▀|
╣·▓·│╔╚╦╬ńę╣ĖŻ└¹į┌Ž▀▓źĘ┼|
čŪų▐Š½ŲĘ╣·▓·av╠ņ├└┤½├Į|
┼Ę├└┤¾Ą©└Ž╩ņĖŠ┬ęūė┬ū╩ėŲĄ|
╚š▒Š│╔╩ņ└ŽĖŠ┬ę|
Š½ŲĘ╔┘ĖŠav├█═╬av|
čŪų▐┼Ęų▐╬▐┬ļAVĄńė░į┌Ž▀╣█┐┤|
╣·▓·Š½ŲĘ╚ļ┐┌ųą╬─ūų─╗|
čŪų▐╚╦│╔│╔╬▐┬ļ═°WWW|
╣·▓·╩ņ┼«╝żŪķę╗Ū°Č■Ū°╚²Ū°|
░Ū┐¬Ę█─█Ą─ąĪĘņŽČ┼ń░ūĮ¼╩ėŲĄ|
ų„šŠų®ųļ│ž─Ż░ÕŻ║
┼Ę├└┬ęĖŠĖ▀ŪÕ╬▐┬ę┬ļį┌Ž▀╣█┐┤|
į┌Ž▀┐┤avę╗Ū°Č■Ū°╚²Ū°|
ū█║Ž╔½ę╗╔½ū█║ŽŠ├Š├═°|
╣·▓·Š½ŲĘSM└”░¾Ą„Į╠╩ėŲĄ|
Ė▀│▒Ą³Ųav╚ķčš╔õ║¾╚ļ|
µ├µ├╦─╗óČ½Š®╚╚╬▐┬ļ╚║Į╗╦½Ę╔╩ėŲĄ|
Š½ŲĘŠńŪķV╣·▓·į┌Ž▀╣█┐┤|
╣·▓·│╔╚╦caoį┌Ž▀|
čŪų▐╣·▓·ųą╬─ūų─╗Š½ŲĘ|
╣·▓·├█═╬į┌Ž▀ę╗Ū°Č■Ū°╚²Ū°|
18Į¹├ŌĘč╬▐┬ļ╬▐š┌Ą▓═°šŠ|
╬▐┬ļ╠ņ╠├čŪų▐╣·▓·AV|
AV╚╦├■╚╦╚╦╚╦įĶ╚╦╚╦│¼┼÷╝╦┼«
|
Š├Š├Š½ŲĘ╣·▓·91Š½ŲĘčŪų▐|
ę└ę└│╔╚╦Š½ŲĘ╩ėŲĄį┌Ž▀╣█┐┤|
╣·▓·Ž▀▓źĘ┼├ŌĘč╚╦│╔╩ėŲĄ▓źĘ┼|
Š½ŲĘ╚╦Ų▐avŪ°▓©ČÓę░Įßę┬|
Č½ĘĮ╦─╗óį┌Ž▀╣█┐┤av|
22sihu╣·▓·Š½ŲĘ╩ėŲĄė░╩ėū╩čČ|
čŪų▐avę┴╚╦Š├Š├ū█║Žąį╔½|
ūŅą┬│╔├ŌĘč╚╦Š├Š├Š½ŲĘ|
Š½ŲĘčŪų▐─ą╚╦ę╗Ū°Č■Ū°╚²Ū°|
ųą╣·CHINA╠Õ─┌č[Š½čŪų▐╚š▒Š|
╣·▓·Š½ŲĘ╝żŪķūį┼─ŽĄ┴ą|
╣·▓·│╔╚╦ę╗Ū°Č■Ū°▓╗┐©|
Š├Š├Š├├└┼«|
╚š║½╣·▓·Š½ŲĘŪ°ę╗Ū°Č■Ū°|
┼Ę├└13ę╗14Į┐ąĪxxxx|
┼®┤Õ└Ž╩ņ┼«ę╗Ū°Č■Ū°╚²Ū°|
╣·▓·│╔╚╦┼Ę├└ę╗Ū°Č■Ū°╚²Ū°į┌Ž▀|
╣·▓·Š½ŲĘę╗Č■Č■Ū°╩ėį┌Ž▀|
╣·▓·│╔╚╦╬ńę╣ĖŻ└¹į┌Ž▀▓źĘ┼|
čŪų▐Š½ŲĘ╣·▓·av╠ņ├└┤½├Į|
┼Ę├└┤¾Ą©└Ž╩ņĖŠ┬ęūė┬ū╩ėŲĄ|
╚š▒Š│╔╩ņ└ŽĖŠ┬ę|
Š½ŲĘ╔┘ĖŠav├█═╬av|
čŪų▐┼Ęų▐╬▐┬ļAVĄńė░į┌Ž▀╣█┐┤|
╣·▓·Š½ŲĘ╚ļ┐┌ųą╬─ūų─╗|
čŪų▐╚╦│╔│╔╬▐┬ļ═°WWW|
╣·▓·╩ņ┼«╝żŪķę╗Ū°Č■Ū°╚²Ū°|
░Ū┐¬Ę█─█Ą─ąĪĘņŽČ┼ń░ūĮ¼╩ėŲĄ|