|
ę╗ ĪóŽĄĮyĖ┼╩÷
╣ż│╠ĘČć·Ż║×ķ╚š«a2500揹┬ą═Ė╔Ę©╦«─Ó╔·«aŠĆ╠ß╣®═Ļš¹Ą─╝»╔ó┐žųŲŽĄĮyŻ©DCSŻ®Ż¼ØMūŃ╦«─Ó╔·«aąĶ꬯¼×ķ╔·«aĖ▀ŲĘ┘|╦«─Ó╠ß╣®ĘĆČ©ąį▒ŻšŽĪŻ
┐žųŲŽĄĮyįOėŗĄ─┐é¾w─┐ś╦
•×ķ╔·«aĖ▀ŲĘ┘|╦«─Ó╠ß╣®┐╔┐┐Ą─▀\ąąŁhŠ│Ż╗
•╠ßĖ▀š¹éĆ╦«─Ó╔·«aŠĆĄ─ūįäė╗»╦«ŲĮŻ╗
•īŹ¼FÖCĮMĖ▀ŲĘ┘|▀\ąąŻ¼╠ßĖ▀▀\ąąĮøØ·ąįŻ╗
•╠ßĖ▀▀\ąą╚╦åT╣żū„ą¦┬╩Ż¼ØMūŃÖCĮM▀\ąą╚½─▄ųĄ░Óę¬Ū¾Ż╗
•╠ßĖ▀ą¦ęµŻ¼ĮĄĄ═─▄║─ĪŻ
Č■ĪóŽĄĮyįOėŗ╝░æ¬ė├ĢrĄ─įOėŗ╦╝Žļ
1Īó ╣”─▄įOėŗŻ║¾w¼FDCSĮ©│╔║¾Ą─ūįäė╗»│╠Č╚Īó╠Ä└Ē╩┬╣╩─▄┴”Ż©ł¾Š»ĪóĘų╬÷ĪóųĖī¦Īó╠Ä└ĒĄ╚Ż®╝░Ž╚▀MĄ─┐žųŲ▓▀┬įĄ╚Ż¼ęįūŅ┤¾Ž▐Č╚╠ßĖ▀ą¦ęµŻ¼ĮĄĄ═─▄║─×ķįOėŗ╦╝ŽļĪŻŠ▀¾w╚ńŽ┬Ż║
ī”Ž¾┐žųŲ
•░┤╣ż╦ć┴„│╠Ą─ūįäė╗»▀^│╠ė╔DCSŽĄĮyģfš{═Ļ│╔Ż¼▀_ĄĮ─▄┴┐ŲĮ║ŌĪŻ
•▒ŻšŽÖCĮM░▓╚½Īó┐╔┐┐ĪóĖ▀ą¦▀\ąą║═åó═ŻĪŻ
╠ßĖ▀ÖCĮM▀\ąąĄ─╝╝ągĮøØ·ą¦ęµ
•ÖCĮMį┌Ņ~Č©ģóöĄĄ─╔ŽŽ▐▀\ąąŻ¼╩╣ÖCĮM╠Äė┌ūŅ╝č▀\ąą╣żørĪŻ
•īŹ¼FĖ▀ūįäė╗»═Č╚ļ┬╩Ż¼╠ßĖ▀┐╔┐┐ąįŻ¼£p╔┘š`▓┘ū„Ż¼ĮĄĄ═╩┬╣╩┬╩ĪŻ
═Ļ╔ŲĄ─▓┘ū„ųĖī¦║═╩┬╣╩Ęų╬÷╩ųČ╬
•ÖCĮMĄ─▀\ąą╣żør┐╔ė╔║▄ČÓ▒O£yģóöĄĘ┤ė││÷üĒŻ¼«ö▀\ąą╣żør│÷¼F«É│ŻĢrŻ¼ę╗ĘĮ├µ▀Mąą│¼±Y╣”─▄╝░▀^│╠ųŲ╝sÖCųŲĄ─īŹąąŻ¼ę╗ĘĮ├µ╠ß╣®ŽÓĻPģóöĄĪó┌ģä▌ĪółD▒ĒĄ╚Ė▀ą¦ĘĮ╩Į═©ų¬▀\ąą╚╦åT╝░Ģr╠Ä└ĒĪŻ
•▓┘ū„ėøõø┤“ėĪĪół¾Š»┤“ėĪĪó╩┬╣╩ūĘæø┤“ėĪĪóų▄Ų┌ąįł¾▒ĒĄ╚╣”─▄Ż¼ėąų·ė┌ÖCĮMĄ─╚š│Ż╣▄└Ē║═╩┬╣╩Ęų╬÷ĪŻ
•Ė▀ą¦Īó▒ŃĮ▌Ą─ŽĄĮyį┌ŠĆŠSūoĪŻ
2Īó ŽĄĮyįOėŗŻ║¾w¼FDCSĄ─Ė▀┐╔┐┐ąįĪóŽ╚▀MąįĪóęūŠSūoĪóęūĮMæBĄ╚×ķįOėŗ╦╝ŽļĪŻŠ▀¾w╚ńŽ┬Ż║
┐╔┐┐ąįįOėŗ
•╦∙ėą▓┐╝■ś╦£╩╗»Īó═©ė├╗»Īó─ŻēK╗»ĪŻ
•┐žųŲŽĄĮy░┤ĘųīėĪóĘų╔óĪóūįų╬Ą─įŁätĪŻ
•╦∙ėąI/O─Ż╝■Š∙×ķųŪ─▄╗»įOėŗŻ¼▓╔ė├Ė¶ļx┤ļ╩®Ż¼Š▀ėąĖ▀╣▓─ŻęųųŲ▒╚║═▓Ņ─ŻęųųŲ▒╚ĪŻ▓óŠ▀ėą▄ø╝■öĄūų×V▓©║═Ž¹│²┼╝░lĖ╔ö_Ą─┤ļ╩®ĪŻ
ŠSūoąįįOėŗ
•ŽĄĮyūįį\öÓų┴═©Ą└╝ēĪŻ
•▀xė├─ŻēK╗»Ą─╣”─▄ĮMæB▄ø╝■Ż¼╠ßĖ▀▄ø╝■═Ė├„Č╚ĪŻ
öUš╣ąįįOėŗ
•▓╔ė├╣żśIęį╠½ŠWŠWĮjĮYśŗŻ¼═©ėŹ╦┘┬╩100mpbsŻ¼ų„Ė╔ŠW▓╔ė├╚▀ėÓŁhŠWŻ¼Ė„ūėšŠ═©▀^ļpĮgļŖ└|ÆņĮėį┌ų„Ė╔ŠWĮj╔ŽŻ¼ėąśOÅŖĄ─═©ėŹöUš╣─▄┴”ĪŻ
•╠ß╣®┼cŲõ╦³ŽĄĮyĄ─═©ėŹĮė┐┌Ż¼╚ń╣żśIęį╠½ŠWĪóPROFIBUS DP╗“MODBUSĪŻ
ķ_Ę┼ąįįOėŗ
•ų¦│ųć°ļHś╦£╩öĄō■Įė┐┌Ż¼╚ńOPCĪóODBCĪóOLEĪóDDEĪóSQLĄ╚ĪŻ
•ų¦│ųSISŽĄĮyŻ¼īŹ¼Fī”DCSöĄō■Ą─▒O┐žĪŻ
╚²ĪóŽĄĮy┼õų├┼c╣”─▄īŹ¼F
Ė∙ō■╦«─Ó╔·«aĄ─╠ž³c║═īŹļHI/O³cĄ─įOėŗĘų▓╝ŪķørŻ¼▀MąąęįŽ┬įOėŗĘĮ░ĖŻ¼įOėŗĄ─╗∙▒Š╣”─▄░³└©Ż║įŁ┴Ž┼õ┴ŽŽĄĮyĪó╔·┴Ž─źŽĄĮyĪó╔·┴ŽŠ∙╗»ŽĄĮyĪó¤²│╔ŽĄĮyĪóĖGŅ^ŽĄĮyĪó├║─źŽĄĮyĪóļŖ┴”ŽĄĮyĪół¾Š»ŽĄĮyęį╝░┌ģä▌łDĄ╚Ż¼ŽĄĮy░┤╣ż╦ć┴„│╠ĘųäeĮķĮB╚ńŽ┬Ż║
1ĪóįŁ┴Ž┼õ┴ŽŽĄĮy
┐žųŲŽĄĮyų„ę¬ī”╦«─Ó╔·«a╦∙ąĶįŁ┴ŽĶFĘ█Īó╔░Är║═╩»╗ę╩»Ą─┴Ž╬╗ėŗ▀Mąąūįäė╗»┐žųŲŻ¼īŹ¼FĖ„įŁ┴ŽķgĄ─║Ž└ĒĪóĖ▀ą¦┼õ▒╚ĪŻ┼õ┴ŽĄ──┐Ą─╩Ū×ķ┴╦┤_Č©Ė„ĘNįŁ┴ŽĪó╚╝┴ŽĄ─Ž¹║─▒╚└²║═ā×┘|ĪóĖ▀«aĪóĄ═Ž¹║─Ąž╔·«a╦«─Ó╩ņ┴ŽĪŻŲõįŁät╩ŪŻ║┼õųŲĄ─╔·┴Žęū─źęū¤²Ż¼╔·«aĄ─╩ņ┴Žā×┘|Ż¼╔·«a▀^│╠ęūė┌▓┘ū„┐žųŲ║═╣▄└ĒŻ¼▓ó║å╗»╣ż╦ć┴„│╠ĪŻ
2Īó╔·┴Ž─źŽĄĮy
Ę█─ź╩ŪīóąĪēKĀŅŻ©┴ŻĀŅŻ®╬’┴Ž╦ķ┴č│╔╝ÜĘ█Ą─▀^│╠ĪŻ╔·┴Ž─ź╩ŪīóįŁ┴Ž┼õ║Ž║¾Ę█─ź│╔╔·┴ŽĄ─╣ż╦ćĪŻų„ę¬░³└©╔·┴Ž─źĪó▀xĘ█ÖCęį╝░Ę█ēm╗ž╩š╣”─▄Ą╚ĪŻ║Ž└ĒĄ─╔·┴Ž─źŽĄĮyī”▒ŻūC╔·┴Ž┘|┴┐║═«a┴┐Ż¼╠ßĖ▀╩ņ┴ŽĄ─┘|┴┐║═«a┴┐Ż¼ĮĄĄ═å╬╬╗«aŲĘļŖ║─Ą╚ėąųžę¬ęŌ┴xĪŻ
3Īó╔·┴ŽŠ∙╗»ŽĄĮy
╔·┴ŽŠ∙╗»╩Ū▓╔ė├┐šÜŌöć░Ķ╝░ųž┴”ū„ė├Ž┬«a╔·Ą─“┬®ČĘą¦æ¬”Ż¼╩╣╔·┴ŽĘ█Ž“Ž┬ĮĄ┬õĢrŪąĖŅ▒M┴┐ČÓīė┴Ž├µėĶęį╗ņ║ŽĪŻ═¼ĢrŻ¼į┌▓╗═¼┴„╗»┐šÜŌĄ─ū„ė├Ž┬Ż¼╩╣čžÄņā╚ŲĮąą┴Ž├µ░l╔·┤¾ąĪ▓╗═¼Ą─┴„╗»┼“├øū„ė├Ż¼ėąĄ─ģ^ė“ąČ┴ŽŻ¼ėąĄ─ģ^ė“┴„╗»Ż¼Å─Č°╩╣Äņā╚┴Ž├µ«a╔·ÅĮŽ“āAą▒Ż¼▀MąąÅĮŽ“╗ņ║ŽŠ∙╗»ĪŻ
4Īó¤²│╔ŽĄĮy
¤²│╔ŽĄĮy╩Ūīó╔·┴Ž▐Dūā×ķ╩ņ┴ŽĄ─▀^│╠Ż¼ų▒ĮėøQČ©╦«─ÓĄ─«a┴┐║═┘|┴┐Īó╚╝┴Ž║═ęr┴ŽĄ─Ž¹║─ęį╝░╗ž▐DĖGĄ─░▓╚½▀\▐DĪŻŲõĻPµI╝╝ąg╩ŪæęĖĪŅA¤ß╝╝ągĪóĘųĮŌĀt║═╗ž▐DĖGŻ¼Ęųäe│ąō·╦«─Ó╩ņ┴Žņč¤²▀^│╠Ą─ŅA¤ßĪóĘųĮŌęį╝░¤²│╔ĪŻ
5ĪóĖGŅ^ŽĄĮy
ĖGŅ^ŽĄĮyĄ─¾„╩Į└õģsÖCū„ė├į┌ė┌Ė▀ą¦Īó┐ņ╦┘ĄžīŹ¼F╩ņ┴Ž┼c└õģs┐šÜŌų«ķgĄ─ÜŌ╣╠ōQ¤ßĪŻį┌ī”╩ņ┴Ž¾E└õĄ─═¼ĢrŻ¼▀Ćėąī”╚ļĖGČ■┤╬’L╝░╚ļĀt╚²┤╬’LĄ├ĄĮ╝ė¤ß╔²£ž╚╬äšĪŻ
6Īó╦«─ÓĘ█─ź╝░░³čb×ķ║¾Ų┌╣ż│╠Ż¼Ģ║╬┤ķ_╣żĪŻ
7ĪóļŖ┴”ŽĄĮy
ų„ę¬╩Ūī”╔·┴ŽļŖ┴”╩ęĖ▀ē║╣±║═¤²│╔ļŖ┴”īŹĖ▀ē║╣±īŹ¼FīŹĢr▒O┐žĪŻ
8ĪóŠWĮj┼õų├
╦«─Ó╔·«aĄ─Ė„éĆ┐žųŲšŠśO×ķĘų╔óŻ¼┤╦ĢrŽĄĮyĄ─░▓╚½║▄┤¾│╠Č╚╔Ž╚ĪøQė┌┐žųŲŠWĮjĄ─ĘĆČ©ąįĪŻ╚▀ėÓ╣Ō└wŁhŠW╝╝ągĄ─įOėŗ┼c▓╔ė├╩╣Ą├╬ęéāĄ─▀^│╠┐žųŲŠWĮjśO×ķ┐╔┐┐Ż¼┤¾┤¾╠ßĖ▀┴╦š¹éĆŽĄĮyĄ─░▓╚½ŽĄöĄĪŻ▒Š┐žųŲŽĄĮyė▓╝■ĮYśŗ╚ńŽ┬łD╦∙╩ŠŻ║
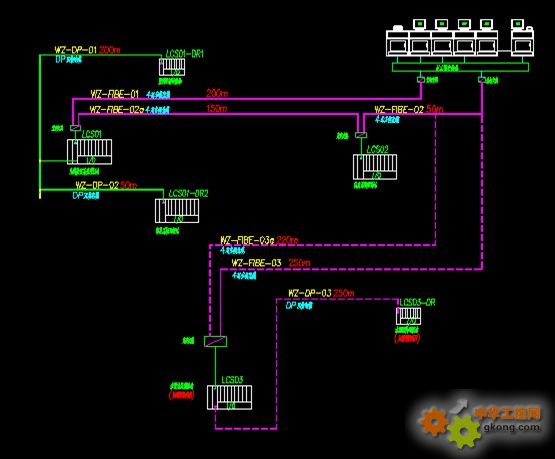
ŽĄĮyÅ─ė▓╝■ĮYśŗ╔Ž┐╔Ęų×ķŻ║
Ż©1Ż®▓┘ū„åTšŠ(OSšŠ)║═╣ż│╠ĤšŠ(ESšŠ)
DCSŽĄĮy┼õų├4╠ū¬Ü┴óĄ─▓┘ū„åTšŠŻ©OSšŠŻ®Ż¼Ųõųą▀h│╠┼õ┴ŽĪó╔·┴Ž─źĘ█Īó¤²│╔ĖG╬▓ĖGųąĪóĖGŅ^╝░├║─źę╗éĆOSšŠŻ¼╝┤4éĆ▓┘ū„åTšŠŻ©├┐éĆ▓┘ū„šŠÄ¦24ģ╝ę║Š¦’@╩ŠŲ„Ż®Ż¼į┌ųąčļ┐žųŲ╩ę▀Ć┼õėąę╗éĆESšŠĪŻ├┐╠ūOSŠ∙▓╔ė├│╔╩ņĪó┐╔┐┐Ą─DELL╔╠ė├ėŗ╦ŃÖCĪŻ
OSšŠ×ķ▓┘ū„åT╠ß╣®łDą╬Īó┴ą▒ĒĪó▓┘ū„ĪóÜv╩ĘöĄō■į┘¼FĄ╚Ż¼┐╔į┌┤“ėĪÖC╔Ž▌ö│÷ĪŻ▀\ąąWindows XPČÓ╚╬䚊WĮj▓┘ū„ŽĄĮyŽ┬Ą─WINCC6.2æ¬ė├▄ø╝■ĪŻ╦∙ėąOSšŠŠ∙×ķ╚½─▄ųĄ░Ó┼õų├Ż¼łDŽ±Īó▓┘ū„ĪóöĄō■ę╗ų┬Ż¼īŹ¼F¼Fł÷åó═ŻĪó▒O┐žĪóöĄō■┤µā”Ą─▀\ąą▓┘ū„ĪŻ
ŽĄĮy┼õų├1╠ū╣ż│╠ĤšŠŻ©ESšŠŻ®Ż¼▓╔ė├│╔╩ņĪó┐╔┐┐Ą─DELL╔╠ė├ļŖ─XĪŻ
ESšŠų„ę¬═Ļ│╔īŹĢröĄō■ÄņĪó┐žųŲēKĪółDą╬Īó┌ģä▌Īół¾▒ĒĄ╚ŽĄĮyöĄō■Ą─╔·│╔║═Ž┬čbŻ¼═Ļ│╔ī”ŽĄĮyĄ─įö╝Üūįį\öÓ║═ŽĄĮyöĄō■Ą─┴ą▒Ē║═║¾éõĪŻ▀\ąąWindows XPČÓ╚╬䚊WĮj▓┘ū„ŽĄĮyŽ┬Ą─STEP7v5.4ĪóWINCC6.2æ¬ė├▄ø╝■ĪŻ
┐╔ė╔ļŖÜŌīŻśI╚╦åT═©▀^╣ż│╠ĤšŠī”ŽĄĮy▀MąąĮMæBĪóŠSūoĪŻīŻśI╣ż│╠Ĥį┌╩┌ÖÓĄ─ŪķørŽ┬Ż¼┐╔ęįį┌¼Fł÷ī”ŽĄĮy▀Mąąį┌ŠĆ╗“ļxŠĆą▐Ė─ĪŻ═¼ĢrŻ¼╦∙ėą▀\ąąŪķør║═┐žųŲ▀ē▌ŗŠ∙┐╔į┌╣ż│╠ĤšŠ╔Ž▓ķ┐┤Ż¼į÷╝ė┴╦ė├æ¶ī”ŽĄĮyšŲ╬šĄ─│╠Č╚Ż¼ęį╝░ŽĄĮy▄ø╝■Īóė▓╝■Ą─═Ė├„Č╚ĪŻ«ö▓╗ąĶĮMæBĢrŻ¼┐╔▀\ąą┼c▓┘ū„åTšŠ═Ļ╚½ŽÓ═¼Ą─▄ø╝■ĪŻ
š¹éĆŽĄĮy┼õų├2┼_ŠWĮj┤“ėĪÖCŻ¼ė├ė┌ėøõø┤“ėĪ║═CRTłDŽ¾┐ĮžÉĪŻ┤“ėĪÖC▀xė├HPŠWĮj┤“ėĪÖCĪŻ
Ż©2Ż®▀h│╠I/OšŠ
ŽĄĮyė╔╬„ķTūėCPU║═ā|ŠSUNIMATĄ─▀h│╠I/OšŠ┼õ║ŽĮM│╔Ż¼├┐éĆĘų▓╝╩ĮI/OšŠČ╝▓╔ė├ā|ŠSĄ─UNIMATĄ─UN 300ŽĄ┴ą─ŻēKŻ¼═©▀^153Įė┐┌─ŻēK║═S7-400ųąčļ┐žųŲšŠ▀MąąPROFIBUS-DP═©ą┼ĪŻŲõųąėąUN 300ŽĄ┴ąĄ─UN 321-1BL00-0AA(32DI)Ż¼UN 322-1BL00-0AA0(32DO)Ż¼UN 331-1KF01-0AB0(8AI)Ż¼UN 331-7KF02-0AB0(8TC)Ż¼UN 332-5HD01-0AB0(4AO)Ą╚Ż¼╝╚╣Ø╩Ī┴╦│╔▒ŠŻ¼ėųĮĄĄ═┴╦─▄║─ĪŻ
Ż©3Ż®╚▀ėÓĄ─═©ėŹŠWĮj
CP443-1ū„×ķś╦£╩Ą─╣żśIęį╠½ŠW▀BĮėčbų├Ż¼į┌╬’└Ēīė╔Ž▓╔ė├Ė▀Ę└ūoĄ╚╝ēĄ─═©ėŹŠĆ└|Ż¼╣żśIęį╠½ŠWĄ─┐©╝■╔ŽÄ¦ėąCPU┐╔ęį¬Ü┴ó╠Ä└Ē═©ėŹą┼╠¢ĪŻĖ▀╦┘╣żśIęį╠½ŠW╩Ūį┌╣żśIęį╠½ŠWĄ─═©ėŹģfūhĄ─╗∙ĄA╔ŽŻ¼īó═©ėŹ╦┘┬╩╠ßĖ▀ĄĮ┴╦100M/sĪŻSIMATIC NET ųąĄ─Ė▀╦┘ęį╠½ŠW▓╔ė├┴╦╚½ļp╣ż▓óąą(FDX)═©ėŹ─Ż╩ĮŻ¼▀@ĘN─Ż╩Įį╩įSšŠ³c═¼Ģr░l╦═║═Įė╩šöĄō■Ż¼═©ėŹ╦┘┬╩┐╔╠ßĖ▀ę╗▒ČĪŻSIMATIC NET į┌Ė▀╦┘ęį╠½ŠW╔Ž▀Ć▓╔ė├┴╦Į╗ōQ╝╝ągŻ¼└¹ė├Į╗ōQÖC─ŻēKīóš¹éĆŠWČ╬Ęų│╔╚¶Ė╔ūėŠWŻ¼├┐éĆūėŠWČ╝┐╔ęį¬Ü┴óĄžą╬│╔ę╗éĆöĄō■═©ėŹŠWČ╬Ż¼┐╔ęį┤¾┤¾Ąž╠ßĖ▀═©ėŹą¦┬╩ĪŻŲš═©ęį╠½ŠW╔Žė╔ė┌ŠWČ╬╔ŽöĄō■═©ėŹūĶ╚¹Ą─┤µį┌Ż¼╩╣Ą├ŠWĮj╔ŽīŹļH═©ėŹ╝╝ągų╗ėą40%Ż¼▓╔ė├┴╦╚½ļp╣ż▓óąą═©ėŹ╝╝ąg║═Į╗ōQ╝╝ąg║¾Ż¼╩╣Ą├ŠWĮjĄ─═©ėŹ─▄┴”Ą├ęį│õĘųĄž└¹ė├ĪŻ
DCSĮyėŗģR┐é▒ĒŻ©I/OŻ®
ą“╠¢ įOéõ├¹ĘQ DI DO AI AO ║Žėŗ éõūó
1 LCS01-DR1 ┼õ┴Ž▀h│╠šŠ 81 29 12 6 128
2 LCS01-DR2 ĖG╬▓▀h│╠šŠ 41 26 58 7 132
3 LCS01 įŁ┴ŽŽĄĮy¼Fł÷šŠ 248 69 73 11 401
4 LCS02 ¤²│╔ŽĄĮy¼Fł÷šŠ 303 98 131 30 562
║Ž ėŗ 673 222 274 54 1223
╦─Īó╦«─Ó╔·«aĄ─┐žųŲę¬³c╝░▓▀┬į
╦«─Ó╔·«a╣ż╦ćįOéõå╬ÖC╚▌┴┐┤¾Īó╔·«a▀B└mąįÅŖĪóī”┐ņ╦┘ąį║═ģfš{ąįę¬Ū¾Ė▀ĪŻ×ķ┴╦╠ßĖ▀Ų¾śIĄ─╔·«aą¦┬╩┼cĖéĀÄ┴”Ż¼ūįäė┐žųŲĄ─īŹ╩®ų┴ĻPųžę¬ĪŻ▓╔ė├╬„ķTūėĄ─CPU║═ā|ŠSUNIMATĄ─▀h│╠I/OšŠ┼õ║ŽĮM│╔Ż¼─▄ē“║▄║├Ą─ØMūŃ╦«─ÓąąśIęįķ_ĻP┴┐×ķų„Īó─ŻöM┴┐×ķ▌oŪę░ķėą╔┘┴┐š{╣Ø╗ž┬ĘĄ─┐žųŲę¬Ū¾ĪŻ
1Īó ╩»╗ę╩»ŲŲ╦ķ╝░▌ö╦═ŽĄĮy
╩»╗ę╩»ŲŲ╦ķ╝░▌ö╦═ŽĄĮyįOéõ┤µį┌╣ż╦ć┬ōµiĻPŽĄŻ¼▓╔ė├“─µ┴„│╠åóäė,Ēś┴„│╠═Ż▄ć”įŁätī”įOéõ▀MąąĒśą“┐žųŲĪŻ
╩»╗ę╩»ŲŲ╦ķ╝░▌ö╦═ŽĄĮyĄ─┐žųŲļy³cį┌ė┌╩»╗ę╩»ŲŲ╦ķÖC╬╣┴Ž┴┐Ą─ūįäė┐žųŲŻ¼ęįŲŲ╦ķÖC╣”┬╩Ą─ūā╗»üĒūįäėš{╣Ø░Õ╬╣ÖCĄ─╦┘Č╚Ż¼╩╣Ųõ╦┘Č╚▒Ż│ųį┌ę¬Ū¾Ą─ĘČć·ā╚▀\ąąŻ¼▓╗ų┬ė┌ė╔ė┌░Õ╬╣ÖC╦┘Č╚▀^Ė▀Č°╩╣╩»╗ę╩»┴Žé}Ą─┴ŽąČ┐šŻ¼üĒ┴Žų▒Įė┬õį┌░Õ╬╣ÖC╔ŽŻ¼ī”įOéõŲĄĮę╗Č©Ą─▒Żūoū„ė├ĪŻ
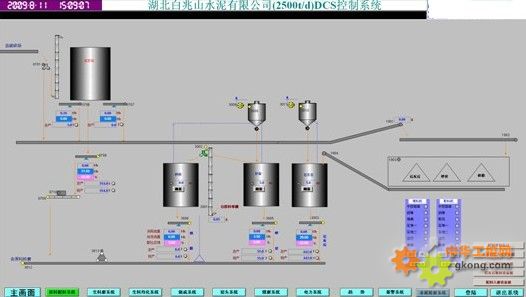
łD2 įŁ┴Ž┼õ┴ŽŽĄĮyłDŻ©ģó┐╝ĪČįŁ┴Ž┼õ┴ŽŽĄĮy1.bmpĪĘŻ®
2Īó ╔·┴ŽųŲéõŽĄĮy

łD3 ╔·┴ŽĘ█─ź┴„│╠łDŻ©ģó┐╝ĪČ╔·┴Ž─ź1.bmpĪĘŻ®
╔·┴ŽųŲéõŽĄĮyĄ─╣ż╦ć┴„│╠ĘČć·Ż║╩╝ūįįŁ┴Žš{┼õšŠĄ─ÄņĄūŻ¼ų╣ė┌╔·┴ŽŠ∙╗»ÄņĄ─ÄņĒöŻ¼░³└©įŁ┴Žš{┼õ╝░▌ö╦═Ż¼░³└©įŁ┴ŽĘ█─źĪó╔·┴Ž▌ö╦═╚ļÄņĪŻ┐žųŲę¬³c┼c▓▀┬į╚ńŽ┬Ż║
Ī÷ ╔·┴Ž┘|┴┐┐žųŲŻ©QCSŻ®ŽĄĮy
QCSŽĄĮyŻ©┘|┴┐┐žųŲŽĄĮyŻ®į┌╦«─Ó╔·«aųą▒╗ÅVĘ║æ¬ė├ĪŻ╔·┴Ž┘|┴┐┐žųŲŻ©QCSŻ®ŽĄĮyė╔į┌ŠĆŌ}ĶF¤╔╣ŌĘų╬÷āxĪóėŗ╦ŃÖCĪóš{╦┘ļŖūėŲżÄ¦│ėĄ╚ĮM│╔ĪŻųŪ─▄į┌ŠĆŌ}ĶF¤╔╣ŌĘų╬÷āx┐╔▀Mąąūįäė╚ĪśėĪóųŲśėŻ¼▓ó▀Mąą▀B└m£yČ©Ż¼ė╔QCSŽĄĮy▀Mąą┼õ┴Žėŗ╦ŃŻ¼▓ó═©▀^DCSī”ļŖūėš{╦┘ŲżÄ¦│ėŽ┬┴Ž┴┐▀Mąą▒╚└²š{╣Ø║═│╔Ęų┐žųŲŻ¼╩╣╔·┴Ž╚²┬╩ųĄ▒Ż│ųį┌─┐ś╦ųĄĖĮĮ³▓©äėŻ¼Å─Č°┤¾Ę∙Č╚╠ßĖ▀╔·┴Ž│╔Ęų║ŽĖ±┬╩║═┘|┴┐ĘĆČ©ąįĪŻ
Ī÷ ╔·┴ŽĘ█─źžō║╔┐žųŲŽĄĮy
╔·┴ŽĘ█─ź┐žųŲŽĄĮyĄ─┐žųŲļy³cį┌ė┌─źÖCĄ─žō║╔┐žųŲĪŻ«ö╚ļ┴Ž╦«ĘųĪóė▓Č╚░l╔·ūā╗»ĢrŻ¼ŽĄĮy═©▀^š{╣Ø╚ļ─ź╬’┴Ž┴┐üĒ▒ŻūC─źÖC╠Äė┌žō║╔ĘĆČ©Ą─ūŅ╝čĘ█─źĀŅæBŻ¼▒▄├ŌČ┬─ź╗“š▀┐š─ź░l╔·ĪŻī”žō║╔ūį┐žŽĄĮy═©│Ż▓╔ė├Ą─š{╣ØĘĮĘ©ėąŻ║ę╗╩ŪįOų├ę╗éĆ╚ļ─ź┴┐│ŻöĄŻ¼ĘĆæBŽ┬Ą─▀xĘ█ÖC╗žĘ█╚ļ─ź┴┐╝ėą┬╬╣┴Ž┴┐┼cų«ŽÓĄ╚Ż╗Č■╩Ūęį╠ß╔²ÖC╣”┬╩╗“š▀─źÖCļŖČ·ą┼╠¢Ęųäeū„×ķų„┐ž╗“▒O┐žą┼╠¢▀mĢrš{╣ØŻ╗╚²╩Ūęį▀xĘ█ÖC╗žĘ█Īó╠ß╔²╣”─▄ĪóļŖČ·Ą╚ą┼╠¢▀MąąöĄīW─Żą═Ęų╬÷┐žųŲ╗“śOųĄ┐žųŲĪŻ
┴ó─ź┤¾ČÓ▓╔ė├│ŻöĄ┐žųŲŻ¼Ū“─źätČÓ▓╔ė├ļŖČ·╗“š▀╠ß╔²ÖC╣”┬╩ą┼╠¢š{╣ØĪŻ
3Īó ╔·┴ŽŠ∙╗»Äņ┐žųŲ

łD4 ╔·┴ŽŠ∙╗»Äņ┴„│╠łDŻ©ģó┐╝ĪČ╔·┴ŽŠ∙╗»ŽĄĮy1.bmpĪĘŻ®
Ī÷ ╔·┴ŽŅAŠ∙╗»ŽĄĮy
╔·┴ŽŅAŠ∙╗»╩Ū═©▀^┐žųŲŠ∙╗»ÄņĄūąČ┴ŽļŖš±ÖCüĒīŹ¼FĄ─ĪŻ╔·┴ŽŅAŠ∙╗»Äņ═©│Ż×ķķLŚlą╬ÄņŻ¼ÄņĄūąČ┴ŽļŖš±ÖC╣▓26┼_Ęų×ķā╔ĮMŻ¼├┐ĮM13┼_Ż¼├┐┼_Š∙─▄å╬¬ÜīŹ¼FĢrķg│╠ą“┐žųŲŻ¼ā╔ĮMļŖš±ÖCė╔ę╗┼_┐╔ŠÄ│╠┐žųŲŲ„Ż©PLCŻ®░┤ę╗Č©Ģrķg│╠ą“▀MąąąČ┴Ž┐žųŲŻ¼Å─Č°▀_ĄĮ▓╗═¼Ģrķg▀MĄ─┴Ž░┤ę╗Č©▒╚└²ŅAŠ∙╗»║¾▀M─źĪŻ
Ī÷ ╔·┴ŽŠ∙╗»ŽĄĮy
╔·┴ŽŠ∙╗»╩Ū┐┐Š▀ėąę╗Č©ē║┴”Ą─┐šÜŌī”╔·┴Ž▀Mąą┤Ą╔õŠ∙╗»ĪŻ═©│Żį┌ÄņĄūįOų├┴╦│õÜŌčbų├Ż¼▓╔ė├ĢrķgĒśą“┐žųŲ▓▀┬įŻ¼ę└ō■Ģrą“ķ_═ŻÄņĄū│õÜŌļŖ┤┼ķyŻ¼╩╣╬’┴Ž┴„æB╗»▓óĘŁ“vöć░ĶŻ¼╔·┴Ž╗ņ║═▀_ĄĮŠ∙╗»─┐Ą─ĪŻ
Ī÷ ėŗ┴┐é}┴Ž┴┐Ą─ūįäė┐žųŲŽĄĮy
└¹ė├ėŗ┴┐é}Ą─é}ųžą┼╠¢ūįäėš{╣Ø╔·┴ŽÄņé╚ļŖäė┴„┴┐ķyĄ─ķ_Č╚Ż¼╩╣ĘQųžé}Ą─┴Ž┴┐▒Ż│ųĘĆČ©Ż¼Å─Č°▒ŻūCėŗ┴┐é}Ž┬┴Ž┴┐Ą─ĘĆČ©ĪŻ
Ī÷ ╔·┴ŽŠ∙╗»ÄņŽ┬┴Ž┐žųŲ
į┌╔·«a▀^│╠ųąŻ¼¤²│╔Ħ£žČ╚ę╗░Ńę¬Ū¾┐žųŲį┌ę╗éĆ║Ž▀mĄ─ĘČć·Ż¼ę“×ķ╦³ī”╩ņ┴ŽĄ─┘|┴┐ų┴ĻPųžę¬ĪŻīó╔·┴Ž┴┐Īó’LÖC’L┴┐┼c¤²│╔Ħ£žČ╚ĮY║ŽŲüĒįOČ©╔·┴ŽŽ┬┴Ž┴┐Ą─įOČ©ųĄŻ¼įōŽĄĮy═©▀^ūįäėš{╣ØŻ¼└¹ė├╣╠¾w┴„┴┐ėŗĄ─Ę┤üųĄūįäėš{╣Øėŗ┴┐é}Ž┬ļŖäė┴„┴┐ķyĄ─ķ_Č╚Ż¼╩╣╔·┴ŽĘĆČ©į┌įOČ©ųĄ╔ŽŻ¼Å─Č°╩╣Ą├╚ļĖGĄ─╔·┴Ž▒Ż│ųĘĆČ©Ż¼ūŅĮK▒ŻšŽĖGŽĄĮyĄ─ĘĆČ©▀\ąąĪŻ
4Īó ├║Ę█ųŲéõŽĄĮy
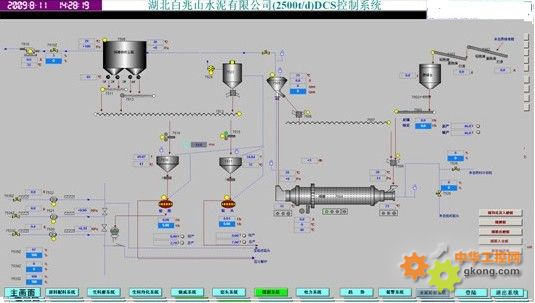
łD5 ├║Ę█ųŲéõ┴„│╠łDŻ©ģó┐╝ĪČ├║─źŽĄĮy1.bmpĪĘŻ®
Ī÷ │÷─źÜŌ¾w£žČ╚Ą─ūįäė┐žųŲ
│÷─źÜŌ¾w£žČ╚ų▒ĮėĻPŽĄĄĮ│÷─ź│╔ŲĘ╦«Ęų║═ŽĄĮy░▓╚½▀\▐Då¢Ņ}ĪŻ×ķ┴╦┤_▒Ż╔·«a│÷║ŽĖ±Ą─├║Ę█Ż¼═¼Ģr▀Ćę¬▒ŻūCŽĄĮy£žČ╚▓╗─▄▀^Ė▀Ż¼┐žųŲŽĄĮyųąįOų├┴╦─źÖC│÷┐┌ÜŌ¾w£žČ╚ūįäė┐žųŲ╗ž┬ĘŻ¼═©▀^Ė─ūā─źÖC▀M┐┌└õ’LķyķTķ_Č╚┐žųŲ─źÖC│÷┐┌ÜŌ¾w£žČ╚ĘĆČ©ĪŻ
Ī÷ ─źÖCžō║╔ūįäė┐žųŲ
├║Ę█é}ā╚├║Ę█┴┐ūā╗»▀^┤¾Ģ■ė░Ēæ├║Ę█╬╣┴Ž▓┐Ęųėŗ┴┐Š½Č╚Ż¼į┌š²│Ż╔·«aųą├║Ę█é}ųą├║Ę█┴┐æ¬▒M┴┐║ŃČ©Ż╗═¼Ģrę▓ę¬▒ŻūC─źÖCĄ─š²│Ż░▓╚½▀\▐DŻ¼Ę└ų╣“ØM─ź”ĪŻ▓╔ė├┴╦ė╔─źÖCļŖČ·ą┼╠¢ūįäėš{╣Ø─źŅ^Č©┴┐Įo┴ŽÖC╬╣┴Ž┴┐Ą─ūįäė┐žųŲ╗ž┬ĘĪŻ
5Īó ¤²│╔ŽĄĮy

łD6 ¤²│╔ĖG╬▓┴„│╠łDŻ©ģó┐╝ĪȤ²│╔ŽĄĮy1.bmpĪĘŻ®
Ī÷ ĘųĮŌĀt╬╣├║┴┐Ą─ėŗ┴┐┼cūįäėš{╣Ø
ĘųĮŌĀtĄ─£žČ╚╩Ū▒ŻūC╗ž▐DĖGš²│Ż▀\ąąĄ─ę╗éĆųžę¬┐žųŲģóöĄĪŻį┌╔·┴Ž┴┐▓╗ūāĢrŻ¼╚╝┴Ž║═┐šÜŌĄ─╗ņ║═▒╚└²▒žĒÜ꬚²┤_Ąž┐žųŲĪŻ╣╩ī”ĘųĮŌĀtĄ─£žČ╚▀Mąąėŗ┴┐Ż¼ęį▒ŃīŹ¼Fā×╗»┐žųŲŻ¼═©▀^ūįäėį÷£p├║┴┐ī”ĘųĮŌĀtĄ─£žČ╚▀Mąąš{╣ØŻ¼╩╣Ųõ┐žųŲį┌╦∙ąĶꬥ─įOČ©ųĄ╔ŽĪŻ╝╚─▄╩╣ĘųĮŌĀt▒Ż│ųūŅĖ▀Ą─ĘųĮŌ┬╩Ż¼ėų▓╗╩╣Ųõę“£žČ╚▀^Ė▀Č°ī¦ų┬╔·┴Žš│ĮYŻ¼ė░ĒæĖGŽĄĮyĄ─š²│Ż▀\ąąĪŻ
Ī÷ ŅA¤ßŲ„│÷┐┌ē║┴”š{╣Ø
ŅA¤ßŲ„│÷┐┌ē║┴”╩ŪĘ┤欎ĄĮy’L┴┐ŲĮ║ŌĄ─ę╗éĆų„ę¬ųĖś╦Ż¼ų„ę¬═©▀^š{╣ØĖ▀£ž’LÖCķyķTķ_Č╚üĒīŹ¼FŅA¤ßŲ„│÷┐┌ē║┴”Ą─┐žųŲĪŻ
Ī÷ ŅA¤ßŲ„ūįäė┤ĄÆ▀čbų├
ė╔ėŗ╦ŃÖC░┤ę╗Č©Ą─ĢrķgĒśą“ęÄ┬╔Č©ĢrĮė═©ŽÓæ¬Ą─Ė„╝ēŅA¤ßŲ„╔ŽĄ─ļŖ┤┼ķyŻ¼▌å┴„┤“ķ_ē║┐s┐šÜŌ╣▄┬ĘŻ¼ī”ŅA¤ßŲ„▀Mąąų╝ē┤ĄÆ▀Ż¼ęįĘ└ĮYŲżČ┬╚¹ė░ĒæŅA¤ßŲ„ŽĄĮyĄ─š²│Ż▀\ąąŻ¼┤ĄÆ▀Ģrķg╚╦╣żįOČ©Ż¼ę╗░Ń×ķ5sĪ½20sĪŻ
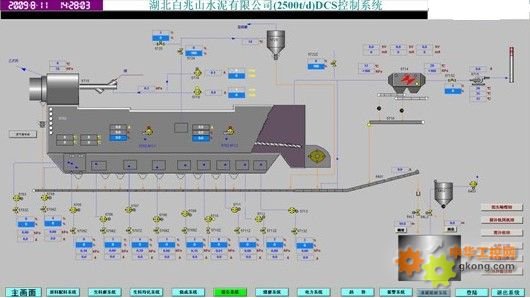
łD7 ¤²│╔ĖGŅ^┴„│╠łDŻ©ģó┐╝ĪČĖGŅ^ŽĄĮy1.bmpĪĘŻ®
Ī÷ ĖGŅ^žōē║ūįäė┐žųŲ
ĖGŅ^žōē║▒Ēš„ĖGā╚═©’L╝░└õģsÖC╚ļĖGČ■┤╬’Lų«ķgĄ─ŲĮ║ŌĪŻĖ∙ō■ĖGŅ^žōē║ūįäėš{╣ØļŖ╩šēmŲ„┼┼’LÖC▀M┐┌ķyķTķ_Č╚Ż¼ęį┐žųŲĖGŅ^Č■┤╬’L┴┐ĪóĖG╬▓╚²┤╬’L┴┐ĪóĖGŅ^ÅUÜŌ┴┐╚²š▀Ą─ŲĮ║ŌŻ¼Å─Č°╚ĪĄ├ĘĆČ©ņč¤²║═└õģs╩ņ┴Žų«ķgĄ─ŲĮ║ŌĪŻ
Ī÷ ╗ž▐DĖGĄ─▐D╦┘┐žųŲ
▓╔ė├Ą─▓▀┬į╩Ūį┌ĘĆČ©╔·┴Ž┴┐Īó╚╝┴Ž┴┐Ą─Ū░╠ߎ┬Ż¼═©▀^ī”╗ž▐DĖG▐D╦┘▀Mąą▀m«öš{š¹ęįŠS│ųš¹éĆĖGŽĄĮyĄ─Š∙║ŌĘĆČ©╔·«aĪŻ
Ī÷ ¾„└õÖCę╗ĪóČ■╩ę’L┴┐ūįäėš{╣Ø
Č■┤╬┐šÜŌī”ė┌ĖGā╚╚╝¤²Ą─║├ē─Īó╣żū„Ą─ĘĆČ©ąį║═ņč¤²▀^│╠ųąĄ─╚╝┴ŽŽ¹║─Č╝ėą║▄┤¾Ą─ė░ĒæĪŻįōŽĄĮy┐žųŲ─┐Ą─Š═╩Ū═©▀^ĘĆČ©ę╗ĪóČ■╩ę’L┴┐Ż¼Å─Č°ĘĆČ©╚ļĖGą┬§r┐šÜŌ┴┐Ż¼×ķĖGĄ─ĘĆČ©▀\ąą╠ß╣®Śl╝■Ż¼▓╔╚Īę╗╩ę’L┴┐š{ę╗╩ę’LÖCķyķTķ_Č╚Ż¼Č■╩ę’L┴┐š{Č■╩ę’LÖCķyķTķ_Č╚Ą─┐žųŲ▓▀┬įĪŻ
Ī÷ ¾„└õÖC┴Žīė║±Č╚ūįäėš{╣Ø
┐žųŲ¾„└õÖC┴Žīė║±Č╚Ż¼ę╗ätĘĆČ©Č■┤╬’L£žŻ¼ęįĘĆČ©ĖGĄ─š²│Ż▀\ąąŻ¼Č■ät┐╔╩╣╩ņ┴Ž▀_ĄĮūŅ╝č└õģsĪŻę“¾„└õÖC┴Žīė║±Č╚ļyęįÖz£yŻ¼╣╩į┌┐žųŲ▓▀┬įųą▓╔ė├¾„Ž┬ē║┴”š{¾„╦┘Ż¼ęįĘĆČ©¾„└õÖC┴Žīė║±Č╚ĪŻī”ė┌Č■Č╬╩Į¾„└õÖCČ°čįŻ¼▀Ć╔µ╝░ĄĮę╗ĪóČ■Č╬¾„╦┘▒╚└²š{╣ØĪŻ
6Īó ÅUÜŌ╠Ä└ĒŽĄĮy
ÅUÜŌ╠Ä└ĒŽĄĮyĄ─ĻPµIį┌ė┌ī”į÷ر╦■Ą─ćŖ╦«┴┐Ą─┐žųŲŻ¼┐žųŲ▓▀┬įĖ∙ō■į÷ر╦■│÷┐┌£žČ╚┐žųŲćŖūņéĆöĄŻ¼ęįį÷رĮĄ£ž╠ßĖ▀ļŖ╩šēmŲ„Ą─╩šēmą¦┬╩Ż¼į÷ر╦■│÷┐┌£žČ╚ę╗░Ń┐žųŲį┌130 Č╚ū¾ėęĪŻ
7Īó ╦«─ÓĘ█─ź┼c▌ö╦═ŽĄĮy
Ī÷ ╬╣┴Ž┴┐┐žųŲ
╬╣┴Ž┴┐ę¬Ū¾Š∙ä“ĪóĘĆČ©Ż¼ęį─źę¶ą┼╠¢║═│÷─ź╠ß╔²ÖCĄ─╣”┬╩üĒš{╣Ø╚ļ─ź╬╣┴Ž┴┐
Ī÷ │÷─źÜŌ¾w£žČ╚Ą─ūįäė┐žųŲ
═©▀^ī”─źÖC═©’L┴┐Ą─š{╣ØüĒ┐žųŲ│÷─źÜŌ¾w£žČ╚
Ī÷ ▀xĘ█ÖCĄ─š{╣Ø┼c┐žųŲ
Ī÷ ╩ņ┴ŽĄ─┤µā”┼c▌ö╦═
▌ö╦═┼c┤µā”įOéõų«ķg┤µį┌╣ż╦ć┬ōµiĻPŽĄŻ¼▓╔ė├“─µ┴„│╠åóäė,Ēś┴„│╠═Ż▄ć”įŁätī”įOéõ▀MąąĒśą“┐žųŲ
8ĪóļŖ┴”ŽĄĮy

łD8 ļŖ┴”ŽĄĮy
╬ÕĪó╩╣ė├ą¦╣¹Ęų╬÷
▒ŠDCSŽĄĮy▓╔ė├╬„ķTūėCPU║═ā|ŠSUNIMATĄ─▀h│╠I/OšŠ┼õ║ŽĮM│╔Ż¼Į©│╔║¾═Č▀\ų┴Į±Ż¼▀\ąąę╗ų▒ĘĆČ©┐╔┐┐Ż¼┐žųŲŠ½Č╚═Ļ╚½ØMūŃįOėŗę¬Ū¾Ż¼╝╚╣Ø╩Ī┴╦│╔▒ŠŻ¼ėųĮĄĄ═┴╦─▄║─Ż¼╠ßĖ▀┴╦ą¦ęµŻ¼═Ļ╚½īŹ¼F┴╦ŅAŲ┌Ą──┐ś╦ĪŻ
|

