|
��һ�������û������F�Ć��}
�����ڹ��I�I���������DZ��ϸ��ϵ�y�����\�е��P�I�O�䣬�V��������ʯ�ͻ�����������o��ˮ���T���ИI���������ǹ��Iϵ�y�� “���K”��ԴԴ����؞���N��ˇ�����ṩ�����ĉ������_�����a������M�С�Ȼ�������������L�ڸߏ��ȡ���ؓ�ɵ��\���^���У����P�I���������s���������ĥ��
�������ڻ����L���c����и��g�ԵĽ��|�l�����|���������u�����g������ͬ���q�o��ؿ�����һ�������ۡ��c��ͬ�r���Cе֮�g���m�����Ħ����Ҳ����������ؓ��ĥ�p������ء��@Щ���}��ͬ�[���ڰ�̎�� “����”���ğoϢ��Ӱ������������ܡ��S���r�g�����ƣ������ı��治�ٹ⻬ƽ�������F����\��һ�İ��Ӻ̈́��ۣ��������c���w֮�g����Ͼ��ȴ���ۿۡ�ԭ���o�ܵ��ܷ�����Ҳ��u�½���ʹ�ý��|й©���L�U�������ӡ�
������һ�������û������F���ϣ�����������Ӱ푌���ȫ��λ�҇��صġ������aЧ�ʵĽǶȁ����������ēp�ĕ�ֱ�ӌ��������õĉ���ݔ�����������o���M�����a��ˇ�������ć���Ҫ���M��ʹ���������a���̲��ò��ž�����ͣ�����@���H���������aЧ�ʣ�߀���܌��´����İ��Ʒ�e�����o��I������Ľ����pʧ������Դ���ķ�����f�����˾S��ϵ�y�������\�У����ϵ�������������Ҫ���ĸ���������������Դ�����M���L����ˣ�߀����������������ĥ�p���γɐ���ѭ�h���Mһ���s�������õ����wʹ�É�����
�������y���ޏͷ������挦�@Щ���}�r�������@���������ġ����磬���ε��a����ˇ�mȻ�܉���һ���̶����ޏͻ����ı���p�������a����IJ�λ���׳��FӲ�Ȳ������ȱ�ݣ����»��������w�����½��������a���^���Юa���ĸߜ�߀���ܕ����������׃�Σ�Ӱ����c������������Ͼ��ȡ��價�ˇ�mȻ�����ڻ��������γ�һ�ӱ��oĤ�����S���r�g�����ƺ�ʹ�Ï��ȵ����ӣ��@�ӱ��oĤ����Ó�䣬�o���ĸ����Ͻ�Q�����ĸ��g��ĥ�p���}�����@�ӵı����£������۸��ޏͼӹ����g���\�������������û������ޏ͎������µ�ϣ����
��������̽�������۸��ޏͼӹ�ԭ��
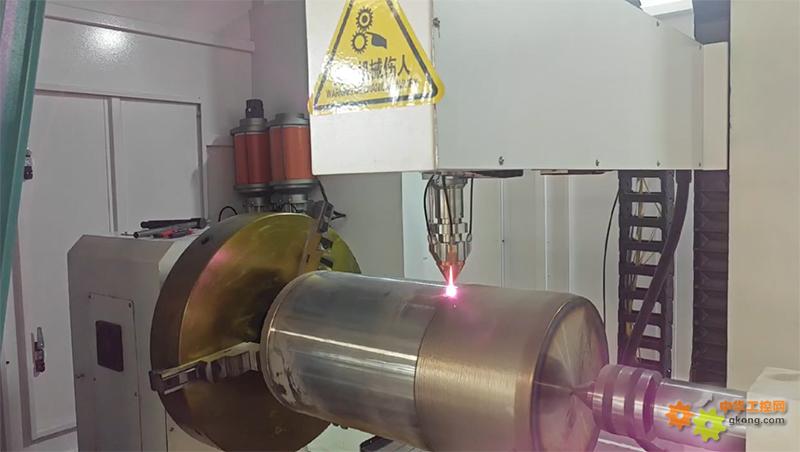
�����ڼ����۸��ޏ��^���У����ܼ������䮔���P�I��ɫ�������������䵽�����û������ܓp��λ�r������ͬ�۽���ꖹ��܉��cȼ����һ�ӣ�˲�gጷų��O�ߵ����� ��ԭ���̑B�ij��e����Ѹ���ۻ����@Щ�ۻ���IJ��ϣ�����Һ�wһ�ӣ��܉���䵽��������İ��ӡ����۵��ܓp�^���S�����������ƄӺ������ij��mݔ�룬�ۻ��IJ����c�����Ļ��w���پo�ܽ��|���ڸߜص������£����߰l��ұ��Y�ϡ��@�N�Y�ϲ��Ǻ��ε���������������ԭ�ӌ������ںϣ�ʹ���۸����c�������w֮�g�γ����ι̵��B�ӣ�����ͬ�������������������һ�ӷ�����
������������ֹͣ������۸���Ѹ����s���̣��ڻ��������γ�һ�����������܃�������Ϳ�ӡ��@��Ϳ�Ӿ����ǽo����������һ�ӈԹ̵� “�z��”�����H�܉����a�ܓp��λ���֏ͻ�����ԭ�гߴ���Π߀���x��������õ����ܡ����磬ͨ�^�x����m�ij��e���ϣ��@���۸��ӿ��Ծ߂��ɫ����ĥ�ԣ���Ч�ֿ��CеĦ������������ēp��;ͬ�r����߀�ܾ������õ����g�ԣ���ֹ����g�Խ��|�����������g���Ķ�������L������ʹ�É�����
�������^�Ƕȁ����������۸��^���У��������������߶ȼ��У�ʹ���۳ȵĜض��ݶȷdz����@�N�ߜز�h����ʹ�۸����������^�����γ������ܵľ��w�Y�����@ЩС�ľ��w�o�����У����������۸��ӵď��Ⱥ�Ӳ�ȡ����ң����ڼ����۸����ھֲ��^���M�еĿ��ټӟ����s�����������w�ğ�Ӱ푷����^С���܉����̶ȵر��ֻ������w���ϵ�ԭ�����ܣ������˂��y�ޏͷ����������e�ܟ�����µIJ���׃�Ρ������½��Ȇ��}��
�������������۸��ޏͼӹ�����
����(һ)�A̎��������ޏͻ��A
�����A̎���Ǽ����۸��ޏ������û�������Ҫ�h����Ҳ�����P��Ҫ��һ������ͬ����ߘǕr�����ĵػ�������m���ޏ����춨�ˈԌ��Ļ��A�����@һ�A�Σ������ˆT����Ҫ�����������M��ȫ������µ��坍������ȥ������渽�������ۡ��P�E���s�|���@Щ�s�|�������[���ڻ�������� “�B��”��������ص��������������Ӱ��۸����c�������w֮�g�ĽY�Ϗ��ȣ������ޏͺ�Ļ�����ʹ���^���г��F�۸���Ó��Ȇ��}�������ˆTͨ�������û��W��ϴ���Cе��ĥ�ȶ�N������Y�ϣ��_�����������ÿһ�����䶼�ܱ������Ƀ����_���ޏ�������坍�˜ʡ�
������ɱ����坍��߀��Ҫ�����������M��ȫ��λ�ęz�y����������ԭ���僌��Ɠp��r��Ԕ���鿴���Լ�����������׃����r�ľ��_�y�����@һ���E����Ŀҕ���ٷֱ�z�y�ķ�ʽ ���܉ʵذl�F�������ڵĝ��چ��}�����z�y�l�F����ԭʼ׃����(����)���� 0.2mm ���ͱ���M��У��̎�����@�ͺñȽo�����Ę�ľ�M�з�����ʹ��֏͵��������ΑB��У���^��һ����������������C��ϼ���P����ɣ�ͨ�^���_�IJ�������������׃�������������S�ķ����ȡ����⣬߀��Ҫȥ�����������۸��^��ԭ�е��僌ӣ��@һ�^�̲���܇���M�У�����Ҫ�������w��׃�����M��܇���ӹ����_�������ĈA����С�� 0.05mm ���Ķ����C�۸��^��ı���ƽ���ȷ���Ҫ����m�ļ����۸����ó�֜ʂ䡣
����(��)�۸��P�I�h���������r��
��������������A̎����ӭ���˼����۸��ޏ͵ĺ��ĭh�� —— �۸��^�̣��@Ҳ�ǻ����ث@�������P�I�r�̡����@���A�Σ����M�ļ����O��ɞ����ޏ����� “����”�������ˆT�������^�A̎���Ļ���С�ĵ��b�A�����õ����D�O���ϣ�ͬ�rͨ�^���S�\���O�估���D�O�乲ͬ���۸��ĸ���P�I�����M�о��_�O�ã����а��������ٶȡ�������ȡ��@Щ�������O�þ����Ǟ�һ�����ܵ����g�ƶ�Ԕ���ķ�����ֱ���Pϵ���۸��ӵ��|�����ޏ�Ч����
���������ٶțQ���˼������ڻ��������ƄӵĿ����������۸��ӵĺ�Ⱦ����ԺͽY�Ϗ���������ҪӰ푡���������ٶ��^�죬�۸����Ͽ��ܟo������ۻ����c���w�Y�ϣ������۸��ӳ��F�����Ѽy��ȱ��;�������ٶ��^�����t��ʹ���������ܟ�r�g�^�L�����ӟ�׃�ε��L�U��ͬ�rҲ�������ޏ�Ч�ʡ�������t��ָ�����ɗl�۸�܉�E֮�g���دB���֣����m�Ĵ�����܉��C�۸��ӵ��B�m�Ժ������ԣ�������F�p϶��δ�ۺϵą^��
�������۸��^���У��ͷ������{��Ҳ�����P��Ҫ��һ�h�������ˆT�������A���ͷ۷�ʽ��ͨ�^�����{���ͷ������ͷ�����ʹ���_���A�����۸���ȡ��@һ�^����Ҫ�����ˆT�r�̱���ע��ͨ�^Ŀҕ�^���۸��ӵĶѷe��r�����Y���ͷ����ĶȔ������r���ͷ����M���{���Դ_���۸��ӵĺ�Ⱦ���һ�£��M���ޏ�Ҫ��ͬ�r�����˱��C�������ľ۽�Ч���������ˆT߀�����۸�ǰ����Ó֬����Ͼƾ����������R�^�M���м����ã��_�����������܉�ʴ_�������ڻ������档
������һ�Мʂ�;w�����ܼ������_ʼ�l�]�����������á��ڼ������������£��۸�����Ѹ�ٱ��ӟ����ۻ���B���@Щ�ۻ��IJ��Ͼ����`�ӵ�Һ�w���ڼ������������£��������䵽����������ܓp��λ���S�����������Ƅӣ��ۻ��IJ����c�������w�o�ܽ��|���ڸߜص������£����߰l��ұ��Y�ϣ��γ��ι̵��B�ӡ��@�Nұ��Y��ʹ���۸����c�������w�ɞ�һ�����w�����ИO�ߵĽY�Ϗ��ȣ��܉���Ч�ֿ����N���������ã��������˻�����ʹ�É��������ܡ�
����(��)��̎��������ĥ���|��
������ɼ����۸��������ޏ���߀��δ��ȫ�Y������̎���A��ͬ�Ӳ��ɻ�ȱ�������۸���Ļ���������������һ���IJ�ƽ���Ⱥ�ȱ�ݣ����𡢚�ȣ��@Щ���}��Ӱ푻��������^�|����ʹ�����ܣ������Ҫ�M��һϵ�еĺ�̎������������@Щ覴á�
�������ȣ������ˆT�����۸���Ļ����M�д�ĥ�͒���̎�����@�����nj�һ��ˇ�gƷ�M�о�������ͨ�^ʹ����Aĥ���Ȍ��I�O�䣬�����������M�о���ĥ����ȥ���������Ͷ�����ϣ�ʹ���������_������ı���ֲڶ�Ҫ�֏���ԭ�еĹ⻬���^��ͬ�r����ĥ�͒����^��߀�܉��Mһ������۸��ӵ������Ժͱ����|������������ĥ�Ժ����g�ԡ�
��������ɴ�ĥ�͒����߀��Ҫ���ޏͺ�Ļ����M��ȫ�����������ܙz�y���u�����@һ�^���漰����������Ĝyԇ�������ߴ羫�șz�y���_�������ĸ�헳ߴ�����OӋҪ��;Ӳ�Ȝyԇ���z���۸��Ӻͻ��w��Ӳ���Ƿ�M��ʹ�×l��;��ĥ�Ԝyԇ��ģ�M�����ڌ��H�����е�ĥ�p��r���u������ĥ����;�Լ����g���ܜyԇ��ͨ�^���N���gԇ�z�����ڲ�ͬ���g�h���µĿ����g������ֻ�Ю�����ͨ�^�������@Щ����Ĝyԇ���������ָ�˾��M��ʹ��Ҫ�������K����ʹ�ã�����Ͷ�뵽���I���a�� “����” �С�
�����ġ������۸��ޏͼӹ����Ȃ��y�����ݱM�@
����(һ)�����cЧ���p�w�S
�����ھ��ȷ��棬���y�ޏͷ�����ͬ “�ַ����x��”���y�Ԍ��F�߾��ȵ��ޏ͡����a���������a����Ļ����������������F���@�İ���ƽ���ߴ羫���y�Ա��C�����`��������_���������������۸��ޏͼ��g�t����һλ “���ܹ���”���{������ܼ������ľ��_���ƣ��܉F���e�ĸ߾����ޏ͡����ޏ��^���У����������Ծ��ʵ������ڻ������ܓp��λ�����۸��ӵĺ�ȡ��Π��M�о��_���ƣ��_���ޏͺ�Ļ����ߴ羫�ȷ��χ�����OӋҪ���`��ɿ����ژOС�ķ����ȣ��������˻����c������������Ͼ��� ���������õķ����\���ṩ���������ϡ�
������Ч�ʽǶȁ��������y�ޏͷ�����Ч�������^�͡����磬�����價�ˇ�ޏͻ��������������^�鷱������Ҫ���^����������A̎�����僡���̎���ȣ�ÿһ��������Ҫ���Mһ���ĕr�g�������ޏ����ڿ����L�_�����������ܡ��������۸��ޏͼ��g�tչ�F���˸�Ч�ă��ݣ�����ٵļӟ����s�^�̴��s�����ޏ͕r�g�����ڼ������������߶ȼ��У��܉��ڶ̕r�g��ʹ�۸������ۻ����c�������w�Y�ϣ�һ����r�£�ֻ��ׂ�С�r������Ɍ��������ޏͣ����s���������õľS�����ڣ��p�����O��ͣ�C�r�g����������aЧ�ʡ�
����(��)�����������������L
���������۸��ޏͼ��g�������������ܺ����L��ʹ�É���������F��ɫ��ͨ�^�x����m���۸����ϣ��۸��ӿ��Ծ߂䃞������ĥ���ܡ��ڌ��H�����У����^�����۸��ޏ͵Ļ���������ĥ���ܱȂ��y�ޏͷ�������˔���������ʮ������һЩʯ�ͻ�����I�У����ü����۸��ޏ͵������û���������ͬ�Ĺ����l���£���ĥ�p�������@���ͣ�ʹ�É�����ԭ���Ďׂ������L���˔��꣬���p�����O��ĸ��Q�l�ʣ���������I���\�I�ɱ���
�����۸���߀�������õ����g���ܡ����y�ޏͷ������a����Ļ����������a���^��Ļ��W�ɷֺͽM���Y���c���w���ڲ���ڸ��g�Խ��|�������£������γɸ��g늳أ������a����λ���ȸ��g���������۸����c�������w֮�g��ұ��Y�ϣ��ɷֺͽM���Y�������܉���Ч�ֿ�����g�Խ��|�����g���ں��̵��I�������û����������R����ˮ�ȏ����g�Խ��|�Ŀ����^�����۸��ޏ͵Ļ������܉��ڐ��ӵĸ��g�h�����L�r�g�����\�У������g�����õ����@�����L��
����(��)�Gɫ�h�����x��
���������۸��ޏͼ��g�ڭh������������@�ă��ݡ����y���ޏͷ����������^���Е�ʹ�ô����Ļ��Wԇ�����@Щ���Wԇ����ʹ�ú���̎������������������ˮ�w��ɇ��ص���Ⱦ���������^����߀���a�������ďUˮ���U�⣬���к����ؽ��ٵ��к����|�����h�������w���������������{�����֮�£������۸��ޏͼ��g���þֲ��ӟ�ķ�ʽ����Ӱ푅^��С���܉����̶ȵp�ٌ��������w���ϵğ�p���������������e�ܟ�����µIJ��������½���ͬ�r��ԓ���g���ޏ��^���Пo��ʹ�ô����Ļ��Wԇ���������a���Uˮ���U�����Ⱦ����ϬF�����I���Gɫ�h����Ҫ�������ڼ����۸��ޏ�Ч�ʸߣ��܉��������ޏ������p�����O��S���^���е���Դ���ģ��Mһ���w�F���九�ܭh�������c��
�����塢���Y
�����đ����I������������۸��ޏͼ��g���H�������û����ޏ��I��������đ��Ý�����߀���ڸ���Ĺ��I�I��õ��ƏV�͑��á��ں��պ����I���w�C�l�әC���~Ƭ���u݆�P���P�I�����ڷ����^���������ܵ��ߜء��߉������ٚ����ě_ˢ���p�ģ������۸��ޏͼ��g���Ԍ��@Щ���F�IJ����M���ޏͺ͏��������L��ʹ�É��������;S�ɱ�������܇�����I�l�әC�����S�����w�Ȳ���Ҳ���Բ��ü����۸��ޏͼ��g�M���ޏͣ������܇�㲿�����������ʣ����ϭh���Ϳɳ��m�lչ������S�����O��ɿ��Ժ;S�ɱ�Ҫ��IJ�����ߣ������۸��ޏͼ��g�����ɞ鹤�I�O��S���������I����������g���鹤�I�Ŀɳ��m�lչ���������ؕ�I��
|

