|
�˜�PLC�Z��ʹ����ֻҪ�˽�Ӿ�������ܾ����Z��, �������ɫ�ǿ������ⰲ�ų���, ������nj��� ������� ����, Ҳ������ʹ���ߟo���^�ȓ��ij���� ����ɔ_, Ҳʹ������x��׃�ĺ�.
�˜ʆ�Ƭ�C�Z�����׃���Լ���Ч�ܷ�ʽ�ľ���, ʹ���ܹ����ڸ����\��ģʽ, �����Z����֔ʹ�����IJ���, �W���T��Ҳ׃�ñ��^��. ���������ɫ���ǵͳɱ�������.
XPLC �S��ͣ�C ��߉�����OӋ, ������Դ�����e��Ҫ. ����ڰβ��^���в�����XPLC��Ӱ�Ҳ������ ��總�d��Ӱ���������XPLC, �˕r �Դ���ӱO���C�� ���e��Ҫ.
���ϼ��ЙC����
|
�m�÷���
|
��O��
|
|
����Ҫ��
|
�����������£�
1�����ӺͰ�ֹͣ��Ť ������߅�Ӿ���� �������ڔ����������L���ɲ��M늙C���ƣ����H������Ҫ�{���}�_��
2�����z�y�����ϕr2���늙C�_ʼ���D�����D�����x��ֹͣ��������ÿ��0.8��늙C 8/1�� ��720�� ���и���x��
3�������M�}�_��̖����ֹͣ�������½���λ���Ϻص�ԭ�ޣ�늙C�ٴ����D ������������ѭ�h
|
|
I/0����
|
���ϸБ���X1 ����ڣ�Y9 �и����ף�Y10
�}�_�ڣ�Y16 ԭ�ޣ�X1 ���ޣ�X2
|
�D�Dz����^�������PLC���߂����ΈD���̹��ܣ����F Ӌ�� ���ӕr��߉�\��ȹ���
���ΈD
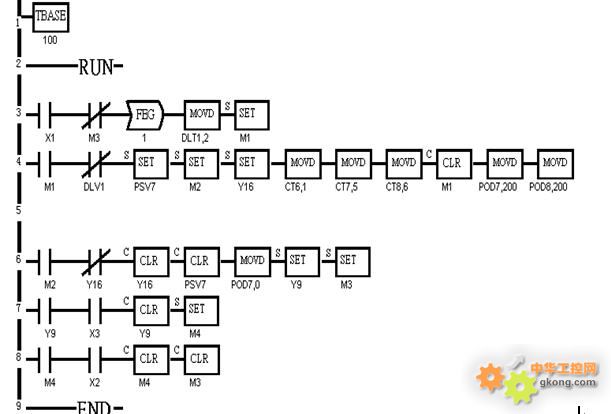
1���O���r����10*10MS=0.1S
2����������_ʼ
3��X1�y�����ϕr2���늙C�_ʼ���D(FEG�������أ�DLT1��2��1̖�ӕr����2��2��)ͬ�r�O��M1�Ȳ���Ȧ
4�� M1������DLV1����1̖�ӕr���|�c���l������ ��ݔ���}�_��Y16���}�_ݔ���ڣ�CT6��CT7��CT8���}�_�����й�ʽ��POD7����POD8���l���O����
6���}�_ݔ���Y��Y16�|�c�Ԅӏ�λ
7��8���}�_�����½����ϲ���λ����λ
9������Y��
|

