�����ӹ������PLC�����Pϵʾ��DPLC�����ǔ��ؙC�������\�D��ܛ�����ģ����B��NC�͙C���Ę�����Ҳ�ǙC��늚��OӋ�ˆT�{ԇ�C�����P�I��
������һ�����Ƶ�PLC���H��ʹ�C�������\�У�߀Ҫ�˿�����һĿ��Ȼ���Ȟ��Լ��{ԇ�ṩ���㣬߀�����S���ˆT���ҹ��Ϻͷ���ԭ�������XH756Bϵ���Pʽ�ӹ�������SIEMENS802D����ϵ�y�r�����ԄӓQ���^���ЙCе�ֵľ��̼�����һ��B��
���������Ⱥ��ν�Bһ�µ��߽��Q�b�õĻ�����r�������ǿ����������D���ʽ���졢�b�ڵ��߽��Q�b���ϵęCе����15�����E�������еĵ��߽��Q�����S���������S����߀�ص��쌦���ĵ����С���M���s�̓Q���r�g���҂����õ����A�x�c����ӹ�ͬ�r�M�еķ�ʽ�퉺�s�Q���r�g���Cе�ք���������£�
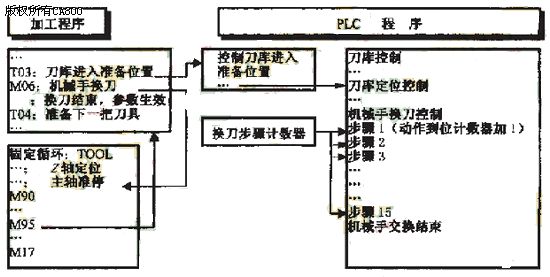
�������E 1��ƽ�ƿs�أ�ץ�������A�x�ĵ��ߣ����E2���ε�������γ������еĵ��ߣ����E3��ƽ��������x�_�����ץ��λ�ã����E4���ε��s�أ��Cе�ֿs�أ����E 5���u��������u���D�����S�ȣ����E6��ƽ�������ץ���S���ߣ����E7���ε�������γ����S�еĵ��ߣ����E8���Q�����D���D�����߽��Q�����E9���ε��s�أ����A�x���߲������S�����E10��ƽ�ƿs�أ��Cе���x�_���S�����E11���u�ۿs�أ��u���D��ȣ����E12���ε�������ʂ䌢���S�����ͻص��죺���E 13��ƽ�ƿs�أ��Cе�����죺���E14���ε��s�أ������S���߲��뵶�죺���E15��ƽ��������x�_�����ץ��λ�á�
����15�����E�ɷ֞�����4���A�Σ�
������1�A�Σ�ץ�µ���Txx���a���Ƶ��찴�ͽ������D�ӵ����̵������ڵ�λ�ã���λ���е��춨λI��̖�әCе�֣����^���E1�����E2�����E3�����E4�������̵���ץ�����ϵȴ��Q����
��2 �A�Σ��Q����M06���ӓQ���̶�ѭ�h��TOOL������TOOL�����Ƹ������Ƅӵ��Q��λ�ã�����M90֪ͨPLC���ӓQ����PLC��M90��̖Ո��NC ���x���ֹ�������әCе�֓Q�����E5�����E6�����E7�����E8�����E9�����E10�����E11��ͬ�r�ò��E5�ĵ�λ��̖���Ƶ����D�����S��̖��λ�á�
��3�A�Σ�߀�������E5���ӵĵ������Dֹͣ���е��춨λI��̖���әCе�ֲ��E12�����E13�����E14�����E15�������S����߀�������в���ӛ�����S��̖�Ĵ惦�����¡����E11��ɺ�ȡ�����x���ֹ��������߅������ӹ�����͙Cе��߀ͬ�r�M�С�
������4 �A�Σ�ץ�A�x�µ�����M06����һ�ξo���µ�����Ҫ�õĵ���̖Txx�����������߀���������������ӹ���ͬ�r���әCе�ֲ��E1�����E2�����E3�����E 4�����µ��������õĵ����A�xץ���Cе���ϣ��ȴ�M06���Ӻ���ēQ���������@�Ӵ��s���˵��߽��Q�ĕr�g������˹���Ч�ʡ�
ע����헣�
Txx��M06���ܾ���ͬһ����ȣ�
�ڹ̶�ѭ�hTOOL�У�����λ�Ƴ���Α���G153(����Ч)ȡ������ƫ�ƣ�
�����Q���^�̣����b�������S�o����Txx/M06ֱ�Ӱ��b���̵��ߣ��ړQ�������S�е������Q���̵��ߺ����S���ߣ���߀�������S�е�������T0�������S����߀�ص��졣
���S��ͣ�Ƕ�����PLC���c����MD14514[0>��$MN_USER_DATA_FLOAT[0>
�����������̷����ĺ����nj��Cе�ք������r��ֳɹ�15�����E�������E���惦��һ�����g��׃���У�ԓ���g׃���cռһ���ֹ���ÿ�������E����ɺ����g׃����ֵ�Ğ���һ�������E�������������Eȫ����ɺ����g׃���Þ��㣬��һ���Q��ָ������֏IJ��E1�_ʼ���С��@�Ӳ��HʹPLC���Ρ�ֱ�^���������ڡ����E�� ��Ψһ�ģ��@�Ӿ��ܱ�����̖֮�g�Ļ���ɔ_�������ˆT��Ҳ���ýg�M�X֭���ÿһ��ݔ����̖�Ӹ��N���Ɨl�����������á�׃�����_���°빦����Ч�����ӹ������PLC�����PϵҊ�D��
�D
���������⣬�����\�D���бP���Q��Ҳ�������@�N���������̡� | 
