�\��Ӱ푔�(sh��)�ؼӹ��|(zh��)��������
��Ƹ��
|
|
|
|
��(sh��)�ؼӹ�����һ�N���M�ļӹ�����, ���V�������ں��չ��I(y��)��Ş�����I(y��)�Լ���ӹ��I(y��)�ȸ߾��ȡ���(f��)�s����ļӹ����a(ch��n)���ڔ�(sh��)�ؼӹ��У�Ӱ푔�(sh��)�ؼӹ��|(zh��)�������غܶ࣬����ˇϵ�y(t��ng)�еĸ��M�ɲ��֣������C�������ߡ��A�ߵ������`����b�`���Լ�����ʹ���е�ĥ�p�ȶ�ֱ��Ӱ푹����ļӹ����ȡ�Ҳ�����f���ڼӹ��^����������ˇϵ�y(t��ng)���a(ch��n)�����N�`��Ķ���׃���ߺ����������\���^���е��λ���P(gu��n)ϵ��Ӱ�����ļӹ����ȼ��|(zh��)����
һ���C���ĺ����x�íh(hu��n)��(ji��)
��(sh��)�ؼӹ����Ї�����I(y��)���ѽ�(j��ng)�����^�L��ʹ�Õr�g���mȻ�Ї���Ĕ�(sh��)�ؙC������Ҏ(gu��)�������õęC���S�o���B(y��ng)�������䱾���ľ��ȓpʧ�Dz��ɱ���ġ����˿��Ʈa(ch��n)Ʒ�ļӹ��|(zh��)�����҂����ڌ���(sh��)���O(sh��)���M�Йz�y�S�ޣ����_ÿ�_�O(sh��)��ļӹ����ȣ����_ÿ�_�O(sh��)��ļӹ��΄�(w��)�����ڴ������������a(ch��n)������ӹ����S����(y��ng)����^(q��)�ִ֡����ӹ����O(sh��)��ʹ�ã����ּӹ��r����Ǹ��ٶȡ��ߵ�ȥ���ʡ��͵ļӹ����ȣ����ӹ��t�෴��Ҫ��ߵļӹ����ȡ����ּӹ��r���O(sh��)��ľ��ȓp��������صģ�����҂���ʹ�������^�L�����������O(sh��)�䶨�錣�õĴּӹ��O(sh��)�䣬���O(sh��)��;��Ⱥõ��O(sh��)�䶨�龫�ӹ��O(sh��)�䣬�������F(xi��n)���O(sh��)���YԴ�ĺ������䡢���_�ֹ������C�����ӹ��|(zh��)����Ӱ푽�������ͣ�ͬ�r�ֱ��o�˰��F�Ĕ�(sh��)���O(sh��)�䣬���L���O(sh��)��ĉ�����

�D1 �����Y(ji��)��(g��u)
���������ĺ����x�íh(hu��n)��(ji��)
��(d��ng)�҂��ęC�����ɸ�׃�r���c�C�����P(gu��n)�ĵ��������ߌ���(sh��)�ؼӹ��|(zh��)����Ӱ���׃��ͻ���ˡ����κ����D(zhu��n)���ӹ�ϵ�y(t��ng)�У����S�c�A�^(����M���w)��(li��n)�Y(ji��)�ǵ��ӹ����܌��F(xi��n)�Ļ�ʯ��
1.�����c�C����(li��n)�Y(ji��)
Ŀǰ��I(y��)���õ����c�C���Ľӿ���Ҫ��BT������HSK�����������Y(ji��)��(g��u)��D1��ʾ��BT�����c�C�����S�Ľӿ��F���F�Ȟ�7��24���@�N��ʽ�ĵ���ֻ�m���ڵ��ټӹ�����BT�����c���Sֻ���F����ϣ���(d��ng)�D(zhu��n)��̫�ߕr�������x���������Õ�ʹ�F������g϶���Ķ�Ӱ푔�(sh��)�ؼӹ��|(zh��)������(d��ng)�C������D(zhu��n)���_��15000 �D(zhu��n)/�֕r��ͨ����Ҫ����HSK�͵�����HSK���U���^��λ�Y(ji��)��(g��u)���ṩ�c�C����(bi��o)��(zh��n)(li��n)�Y(ji��)���ڙC�����������£����C���U���F�Ͷ����c�C���o����ϡ�
2.�����c���ߵ�(li��n)�Y(ji��)
��������һ����Ҫ�ļ��g(sh��)Ҫ����ǵ����c���ߵ�(li��n)�Y(ji��)��ʽ�� �����ӹ��r�ĊA�����ȡ��������Ӿ��Ⱥ�ƽ���|(zh��)���������ď������Ӿ���ҪС��0.003mm����֧�֙C���ľ��Ԃ��ӣ����S�������͵� �ߵĿ�����ԽС�����@�Ã�(y��u)������Ч�� Խ����������(j��)�͑����Ե������܉��ҵ�һ�N�����ĵ���ϵ�y(t��ng)����鲻ͬ��ϵ�y(t��ng)�܉��ṩ��ͬ�ļ��g(sh��)�����̓�(y��u)�ݡ� ���������U �����ߵĊA�o��ʽ��Ҫ��4�N��������(c��)��ʽ���������ԊA�oʽ������Һ�������͟�Û��s�����ȣ��Y(ji��)��(g��u)��D2��ʾ��
��(c��)��ʽ���������c�Ǻ������ײ��������ٷ��㡢��ȫ�ԘO��;���ԊA�oʽ���������c�ǵ��ߵĊA�o�����_���ڵ������ϵď�����׃������(n��i)���F(xi��n)�ģ����H�����ṩ�O�ߵĵ������D(zhu��n)���ȣ����Ҍ�����ʹ �É����]������;Һ���������c������@һ���ߊA�oϵ�y(t��ng)����ʹϵ�y(t��ng)���������`��Ⱥ��؏�(f��)��λ���ȿ�����3��m���¡����ڵ�����(n��i)�����и߉���Һ��������(d��ng)?sh��)��߱��A�o�r����(n��i)�ص���ǻ�Y(ji��)��(g��u)���߉��͵Ĵ��ڴ��������˽Y(ji��)��(g��u)���ᣬ����Ч��ֹ���ߺ͙C�����S�����;��Û��s�����ă�(y��u)�c�Ǐ��������`��С�����Ⱥܸߣ����_��3��m����ˮƽ������Ť�ش��������O(sh��)Ӌ�������^С�ɣ�����ȱ�����ڣ����Һ��������(y��ng)���i�oʽ�������v������������^�

�����c���ߵ�(li��n)�Y(ji��)��ʽ
�������ߵĜ�(zh��n)�_�x���ʹ�íh(hu��n)��(ji��)
Ӳ�|(zh��)�Ͻߑ�(y��ng)�÷�������I(y��)Խ��Խ�V��Ӳ�|(zh��)�Ͻ�������ָ���䓵��ߣ������@�^����㊵��ͽz�F�Ⱥ���ͨ�õ��ߣ�ʹ�@һ��ߵ������ٶ��кܴ����ߣ�Ӳ�|(zh��)�Ͻ����ڵ��߲�����ռ����(d��o)��λ�����w�ֳ�Ҏ(gu��)�ļӹ��I(l��ng)���ҹ�˾�ڴּӹ��бM���ܲ��ô�ֱ����ţ�ǵ���ʹ��R2���ҵ�Ӳ�|(zh��)�Ͻ�Ƭ�������ּӹ���м���ࡱ;�뾫�ӹ��x�ø��D(zhu��n)�ٸ��M�oR0.8���ҵ��Ƭ��㊵��������뾫�ӹ��ߵ����족;���ӹ��r�M���x��Ӳ�|(zh��)�ϽU�߾������^�R�浶Ƭ���@�ӿ��ڱ����ӹ��|(zh��)����ͬ �r��(ji��)ʡ�x�����w�Ͻߵĸ߰��M�á����ӹ���������С���ߵİ돽��(y��ng)С�ڻ���ڱ��ӹ�����ϵă�(n��i)݆���A�ǰ돽���������ڹսǼӹ��r����(y��ng)�x�ð돽С�ڹս�̎�A�ǰ돽�ĵ��ߣ����ԈA�����a�ķ�ʽ�M�мӹ����@�ӿ��Ա������ֱ�����a�����F(xi��n)�^�ЬF(xi��n)���������ӹ��|(zh��)�����á�����ˣ����ߵĜ�(zh��n)�_�x���ʹ����Ӱ푔�(sh��)�ؼӹ��|(zh��)������Ҫ���ء�
�ġ���(sh��)�ؾ��̭h(hu��n)��(ji��)
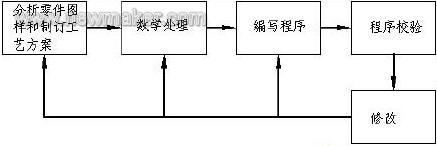
�����ǔ�(sh��)�ؙC��Ωһ�܉��R�e���Z�ԣ�����C���l(f��)��һ�lһ�l�ӹ�ָ��������C����ÿһ���E������ĺÉ�ֱ��Ӱ푵��ӹ����|(zh��)����Ч�ʡ��@����Ҫ��ȫ���˽�C�����ܡ��ӹ���ÿһ�h(hu��n)��(ji��)�Լ���Ҫ�����P(gu��n)֪�R�Ļ��A(ch��)��, ͨ�^����Č��`����߾��̼��ܣ��Ķ��_����ߔ�(sh��)�ؼӹ��|(zh��)����Ҫ��
1.��(sh��)�ؾ��̵IJ��E
�������ǔ�(sh��)�ؼӹ��е�һ���Ҫ����������ļӹ�����(y��ng)���C�ӹ������Ϯa(ch��n)Ʒ�D��Ҫ��ĺϸ���ͬ�r��(y��ng)��ʹ��(sh��)�ؙC���Ĺ��ܵõ������đ�(y��ng)���c��ֵİl(f��)�]��ʹ��(sh��)�ؙC����ȫ���ɿ��� ��Ч�ع������ӹ������|(zh��)���Įa(ch��n)Ʒ��
�ĵõ��a(ch��n)Ʒ����D�ӵ��@�Ô�(sh��)�ؼӹ�����ľ����^����D3��ʾ��
�������A���������I(l��ng)��(d��o)���˔�(sh��)�ؾ��̵�·���ϸ�����(sh��)�ؼӹ�����Σ��L�Ƽӹ����D�����F(xi��n)���˽�����(zh��)����r������(y��u)�����̻���(sh��)�ؼӹ�����
2.��(sh��)�ؾ��̵��P(gu��n)�I���}
(1)�����(sh��)�ֻ�ģ�ͣ�һ����r������(j��)�a(ch��n)Ʒ�O(sh��)Ӌ�D�����þ���ģ��������ģ�͌��w��ģ�Ȳ�ͬ��ʽ����������ĎΔ�(sh��)�ֻ�ģ�͡������Dz��ßo�����O(sh��)Ӌ���켼�g(sh��)������ĎΔ�(sh��)�ֻ�ģ��ֱ�����O(sh��)Ӌ������
(2)�ӹ������Ĵ_������Ҫᘌ��a(ch��n)Ʒ�Y(ji��)��(g��u)���c���|(zh��)��Ҫ���x��ͬ�ļӹ��������磺����ӹ����x��ͶӰ�ӹ�߀�Ƿ���ӹ�����ͬ�ļӹ�����������ı����|(zh��)��Ӱ��^��
(3)�ӹ�����(sh��)���x�ӹ�����(sh��)���x����Ҫȡ�Q�ڹ������ϡ������Π�Ͳ��ϡ��C�����ܵ����ء��ӹ�����(sh��)�x��ĺ����Ԍ�����ı����|(zh��)��Ҳ���^��Ӱ푡�
(4)����܉�E�����ɣ�����܉�E�����Ǐ�(f��)�s��������S��(sh��)�ؼӹ��е���Ҫ��(n��i)�ݣ���Ч�ĵ���܉�Eֱ�ӛQ���˼ӹ��Ŀ����ԡ��|(zh��)���cЧ�ʡ�����܉�E��������ҪĿ��(bi��o)��ʹ�����ɵĵ���܉�E�M��ƽ��(w��n)���⻬��ؓ��׃��С��܉�E�B�m(x��)�����롢�г��Δ�(sh��)�٣��o���漰��ײ��Ҫ��ͬ�r������܉�E߀��M�㷀(w��n)���Ժá�����Ч�ʸߺͳ�����С�ȗl����
(5)��(sh��)�ؼӹ����棺��������Π�ӹ��h(hu��n)���ď�(f��)�s�ԣ�Ҫ�_�������ɵļӹ��������κ��|(zh��)�����}ʮ�����y����������Ҫ���Ǽӹ��^���е��^�С��C��������֮�g�ĸ�����ײ�Ȇ��}���e���ڸ��ټӹ����@Щ���}�����������ġ���ˣ��ڼӹ�ǰ���ӹ������M�з�����C��ʮ�ֱ�Ҫ�ġ���(sh��)�ؼӹ�����ͨ�^ܛ��ģ�M�ӹ��h(hu��n)��������܉�E�c�����г��^�́�z�����гɱ��͡�Ч�ʸ��Ұ�ȫ�ɿ������c������ߔ�(sh��)�ؾ����|(zh��)�����ӹ��|(zh��)������Ҫ�ֶΡ�
��(sh��)�س����Ʋ��E
(6)����̎��������̎���ǔ�(sh��)�ؼӹ������е�һ���Ҫ��(n��i)�ݣ��似�g(sh��)��(n��i)�ݰ������C���\�ӌW(xu��)��ģ�c��⡢�C������(bi��o)�\��׃�Q���Ǿ����\���`��У�C���Y(ji��)��(g��u)�`���a������(sh��)�ش��a�D(zhu��n)�Q�ȡ���ˣ��������_�ĺ���̎�팦�ڱ��C�ӹ��|(zh��)����Ч���c�C���ɿ��\�о�����Ҫ���á�
�塢�C�������߭h(hu��n)��(ji��)
�C���������ǔ�(sh��)�ؼӹ��Ĉ�(zh��)���ˣ���������(sh��)�ؼӹ��|(zh��)���Ŀ���Ҳ�Ǻ����@�ġ������ڈ�(zh��)�мӹ��΄�(w��)���^���Ќ��C�������������ߡ��ӹ���ˇ����������(sh��)�Č��r��B(t��i)���˽⣬�����ĸ�헲�������(sh��)�ؼӹ�Ӱ���ֱ�ӣ����ԙC�������ߵļ��ܺ�؟(z��)����Ҳ����ߔ�(sh��)�ؼӹ��|(zh��)������Ҫ���ء�
�҂�֪�����mȻ�C����Ӳ���O(sh��)���Ǻ��P(gu��n)�I�ģ����˲���Ӱ푔�(sh��)�ؼӹ��|(zh��)���ěQ�������أ��������O(sh��)Ӌ�T�͙C�������ߵ��I(y��)���¡�����ˮƽ�Լ���λ؟(z��)���ěQ���˸��N���M�O(sh��)���ܷ�l(f��)�]������Ч�ܡ������҂�һ��Ҫ��ҕ�˲ŵ����B(y��ng)�����M���锵(sh��)�ؼӹ��|(zh��)���ij��m(x��)��ߴ��Ԍ��Ļ��A(ch��)��
ͨ�^����(sh��)�ؼӹ���Ӱ푼ӹ��|(zh��)�����صķ���, �������Ч����ߔ�(sh��)�ؙC�����������ṩ�˿��е�����(j��)���䑪(y��ng)�ÿ���Ч���C��(sh��)�ؙC���ļӹ����ȼ����õļӹ�Ч����
|
|
|
��B(t��i)��
�x��
���T����
|
|
|
���T��̖:
|
455869137
|
| (li��n) ϵ �ˣ� |
�S�f
|
| 늡���Ԓ�� |
0755-86153328
|
| �������棺 |
|
| �ء���ַ�� |
��ɽ�^(q��) |
| �]�������� |
518057 |
| ������퓣� |
|
|
|
|
|

