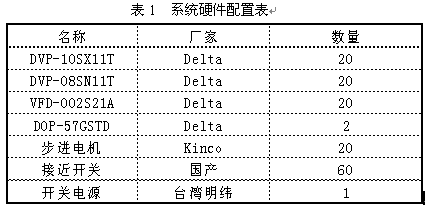
The Application of Industrial Control Products of DELTA Company for Tiny-Pulling Anneal Device Control System ���_�ͨ��˾�Ϻ��C늘I��̎ �� �� Li Jiang ժ Ҫ:�z�ڼ����ИI���ЏV���đ��ã�����ᘌ����˻��O����ڵ��`���ȿ��Ɔ��}�������_�_�������aƷ�����˻��O�����ϵ�y�M���˸��죬ϵ�yͶ�\Ч�������OӋ�dzɹ��ġ� �P�I�֣����C �˻���� ���z�C Abstract:The tiny silk-thread has been widely used in weave industry. Aimed at the existent control problem of agility being poor and so on in tiny-pullinganneal device control system, it is discussed to be reconstructed for tiny-pullinganneal device control system by applying industrial control products of DELTA ompany. The system running result shows that it is successful in system design. Key words: Tiny �Cpulling machine Anneal control Drawbench [�ЈD���̖] TP273 [�īI���R�a] B ���¾�̖ 1 ���� �z�ڼ����ИI���ЏV���đ��ã����������z�C�ИI���������d��δ���lչ���ڿ��g�O����ИI��������S���˂�����ˮƽ�IJ�����ߣ����ڴ��µ�Ҫ��Ҳ��uڅ�����ԡ��ڸߙn�w�����r�¡�ë�¡����ס��m�ӵ������ж����õ��z���Ԝp��늴�ݗ��ͷ�ֹ�o늌����w��Ӱ푡�ԓ�ИI�ڇ����ѽ�څ�ڳ��죬���ڇ���ԓ�ИI߀̎�����A�Σ��Ї��Ǽ�������������A���ڲ��h�Č����S�����a�P�I���g�Ľ�Q��ԓ�a�I����Ѹ�ٰlչ�����������zҪ�ܳɞ��Ʒ�z����횽��^�˻��@һ���P�I�Ĺ�����ȥ�����P䓽z�ď������ڞ�͑��ɹ����_�l�������C�o�����֞�͑��ɹ����_�l�����˻��b�ã����a���`�������_�l����ϵ�y�\�з����ɿ��������_�l�е�һЩ�P�I���g���}������ӑՓ�� 2 ���C�������P���g �F�����O������҃�߅��20�^���˻�һ߅��������һ߅��ͬ����ϵ�y��D��D1��ʾ��ϵ�y�е�Ӳ���O���x�ͣ���ɾ��̿����������M늙C���ӽ��_�P���_�P�Դ�����1 ��ʾ��