|
����ժ Ҫ��ᘌ��҇��l(f��)����I(y��)Ҏ(gu��)ģ�����^С������Ҫ���^�ߵ���r�_�l(f��)���m���ڰl(f��)���^�̃�(y��u)�����Ƶĵͱ������_���͡����ԃr(ji��)�ȵļ�ɢ����ϵ�y(t��ng)��Ӳ�����÷��A�f�ķֲ�ʽ�Y(ji��)��(g��u)��ܛ����������?q��)����ģ�Kʽ���̷�����ᘌ��Ǿ��ԡ��r(sh��)׃�������İl(f��)���^�̣������ܿ��Ƽ��g(sh��)������y(t��ng)�ļ�ɢ����ϵ�y(t��ng)�С�����ģ�����ơ�����ϵ�y(t��ng)�c��Ҏ(gu��)������Y(ji��)�ϵļ��g(sh��)���O(sh��)Ӌ(j��)�˹ޜ؏�(f��)��ģ������ϵ�y(t��ng)��PH����(sh��)���{(di��o)��ģ������ϵ�y(t��ng)������׃�^(q��)��?q��)��ҿ���ϵ�y(t��ng)�����ƾ����c��Ҏ(gu��)���Ʒ���������50%���������ơ��_�l(f��)��FPC2000�l(f��)���^�̼�ɢ����ϵ�y(t��ng)���з��㡢�`����á����Ρ��ɿ��������ܵ����c(di��n)������10��҆�λ�ɹ����ƏV��(y��ng)�á�
�����P(gu��n)�I�~���l(f��)���^�̣���ɢ����ϵ�y(t��ng)���M�B(t��i)ܛ�������ܿ��ơ���
����1�� ����
�����l(f��)���I(y��)�Ǽ��g(sh��)�ܼ��͵Įa(ch��n)�I(y��)�����漰������W(xu��)�����ﻯ�W(xu��)���������Ԅ�(d��ng)���Ƽ��g(sh��)��Ӌ(j��)��C(j��)���g(sh��)�ȡ��ڰl(f��)���I(y��)�У��l(f��)�ĺηN�Ď������װl(f��)��ʮ�����ף������ǎװق�(g��)�����ף�������ǧ�����ס������@�Ӵ��͵İl(f��)��ϵ�y(t��ng)�����������Ʋ���(d��ng)������(hu��)��ɘO��Ľ�(j��ng)��(j��)�pʧ�����ھ��и߶ȷǾ��ԡ��r(sh��)׃�Ժ͏�(f��)�s���P(gu��n)�Եİl(f��)���^�̣����˫@�øߵĮa(ch��n)�ʺ���߽�(j��ng)��(j��)Ч�棬�ӏ�(qi��ng)�l(f��)���^�̣����˫@�øߵĮa(ch��n)�ʺ���߽�(j��ng)��(j��)Ч�棬�ӏ�(qi��ng)�l(f��)���^�̵ıO(ji��n)���Ϳ����Ƿdz���Ҫ�ġ�
������ɢ����ϵ�y(t��ng)��DCS����70������ڰl(f��)չ�������Ԅ�(d��ng)����ϵ�y(t��ng)�b�䣬����Ӌ(j��)��C(j��)ܛ����Ӳ�����g(sh��)�����Ƽ��g(sh��)��ͨӍ���g(sh��)���D���@ʾ���g(sh��)�����༼�g(sh��)�������\�༼�g(sh��)�����M(j��n)���Ƽ��g(sh��)��һ�w�����Ʒ�ɢ��Σ�U(xi��n)��ɢ�����������С�����������DCS�Ļ����O(sh��)Ӌ(j��)˼�롣���A�ݵķֲ�ʽ�Y(ji��)��(g��u)���`���׃�����הU(ku��)չ��DCS�����c(di��n)��
����ᘌ��҇��l(f��)����I(y��)Ҏ(gu��)ģ�����^С������Ҫ���^�ߵ���r�б�Ҫ�_�l(f��)�m���ڰl(f��)���^�̃�(y��u)�����Ƶĵͳɱ����_���͡����ԃr(ji��)�ȵļ�ɢ����ϵ�y(t��ng)���������ܿ��Ƽ��g(sh��)������y(t��ng)�ļ�ɢ����ϵ�y(t��ng)�У�����ģ�����ơ�����ϵ�y(t��ng)�c��Ҏ(gu��)������Y(ji��)�ϵļ��g(sh��)����߿��ƾ��ȡ�
����2�� FPC2000��ɢ����ϵ�y(t��ng)��Ӳ���Y(ji��)��(g��u)
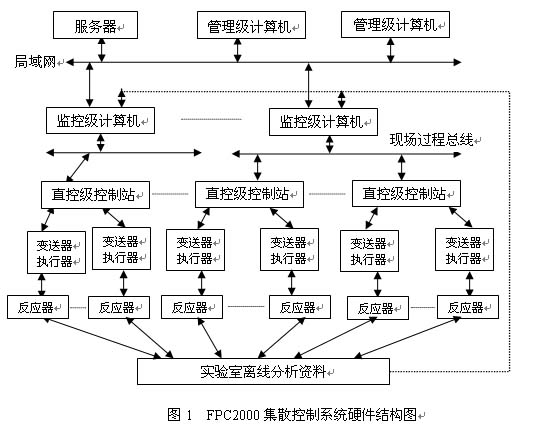
�����İl(f��)���^�̹����Ϳ��ƃɷ���C�Ͽ��]��(sh��)�F(xi��n)���wĿ��(bi��o)�(y��u)�����l(f��)����I(y��)��������ϵ�y(t��ng)�ɷ֞�3���������������O(ji��n)�ؼ���ֱ�ؼ�����(g��u)�ɹܿ�һ�w���ľC��ϵ�y(t��ng)��
����FPC2000DCSϵ�y(t��ng)Ӳ����Ҫ��ֱ�ؼ�����վ���O(ji��n)�ؽ�(j��ng)Ӌ(j��)��C(j��)ϵ�y(t��ng)����(sh��)��(j��)ͨ��ϵ�y(t��ng)����Ӌ(j��)��C(j��)ϵ�y(t��ng)�IJ��ֽM�ɣ�ϵ�y(t��ng)Ӳ���Y(ji��)��(g��u)��D1��ʾ���O(ji��n)�ؼ�Ӌ(j��)��C(j��)ͨ�^�F(xi��n)���^�̿��������ɽ�128��(g��)ֱ�ؼ�����վ������Ӌ(j��)��C(j��)ͨ�^����W(w��ng)�c�O(ji��n)�ؼ�Ӌ(j��)��C(j��)��(li��n)�����Ќ����a(ch��n)�F(xi��n)�����ƺ����a(ch��n)�������ɵĹ��ܡ�
����ֱ�ؼ�����վ�ɼ��F(xi��n)���y����̖��(j��ng)�\(y��n)��Y(ji��)���ͻجF(xi��n)����(zh��)���������a(ch��n)�^���M(j��n)�п��ƣ�����DCS�Ļ��A(ch��)���������ֶ�����ه�������ܰl(f��)�]���á�����վͨ�����b�ڹ��I(y��)�F(xi��n)����ͨ�^�F(xi��n)�������c�O(ji��n)�ؼ�Ӌ(j��)��C(j��)���B�����õĿ��Ɔ�Ԫ���£��λ�·���p��·���ܱ����ɾ��̿�������PLC������ܿ���������(sh��)��(j��)�ɼ�����׃�l���ȡ�
�����O(ji��n)�ؼ�Ӌ(j��)��C(j��)ϵ�y(t��ng)��Ҫ���й��̎�վ�������Tվ����(sh��)�r(sh��)ͨӍ����(sh��)�r(sh��)��(sh��)��(j��)�������ϵ�y(t��ng)�O(ji��n)ҕ����(y��u)���\(y��n)��ȹ��ܡ�������Ӌ(j��)��C(j��)ϵ�y(t��ng)��Ҫ���й������{(di��o)�ȣ��Q��؟(z��)��
����Ҫ��(g��u)���@�ӵ�����(j��ng)��ɢ����ϵ�y(t��ng)������ĵĆ��}��(li��n)�W(w��ng)���ܣ��������O(ji��n)�ؽ�(j��ng)�c������(j��ng)֮�g��(g��u)�ɵľ���W(w��ng)�j(lu��)��Ŀǰ���ÏV��ʹ�õ�3+�W(w��ng)��Novell�W(w��ng)���������Ɔ�Ԫ�c�O(ji��n)�ؼ�֮�g��(g��u)�ɵĬF(xi��n)�������W(w��ng)�j(lu��)����ε��k������RS485����ͨӍ��ʽ�������������^�̿��Ɔ�Ԫ�ͱO(ji��n)��Ӌ(j��)��C(j��)���И�(bi��o)��(zh��n)�Ĵ���ͨӍ�ӿڣ���(sh��)�F(xi��n)�����^���ס��@�NͨӍ��ʽ��(d��ng)���Ɔ�Ԫ�^���r(sh��)Ч���^�ͣ������m������С��ϵ�y(t��ng)����
����3�� FPC2000DCS ϵ�y(t��ng)ܛ��������
����3.1 �M�B(t��i)ܛ���ČӴνY(ji��)��(g��u)
����FPC2000DCSܛ���ǻ���Windows98��WinNTƽ�_ʹ�ã����Ñ��ṩһ��(g��)�Ѻá����㡢�ˌW(xu��)����(sh��)�õIJ����ӿڡ�����Microsoft��˾��Visual Basic6.0�����O(sh��)Ӌ(j��)�Z���M(j��n)�о����O(sh��)Ӌ(j��)��
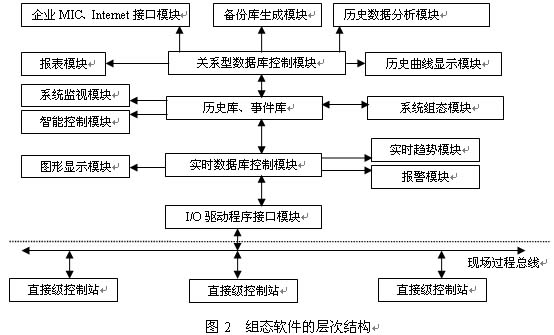
����FPC2000DCS���ؽM�B(t��i)ܛ���ĽY(ji��)��(g��u)�ɷ�3��(g��)�ӴΣ���D2��ʾ�������cֱ�ؼ�����վ���B��ݔ��ݔ���ӿڔ�(sh��)��(j��)̎��ӣ�����Ҫ����ό�ܛ���cֱ�ؼ�����վ֮�g�Ĕ�(sh��)��(j��)��̖���D(zhu��n)�Q�;��档���g���nj�(sh��)�r(sh��)��(sh��)��(j��)����ƌӣ���(sh��)�F(xi��n)��(sh��)�r(sh��)��(sh��)��(j��)���vʷ��(sh��)��(j��)���O(sh��)�䔵(sh��)��(j��)�Ȕ�(sh��)��(j��)֮�g���P(gu��n)(li��n)�Ϳ��ƣ������D���@ʾģ�K����(sh��)�r(sh��)څ��ģ�K�͈�(b��o)��ģ�K�M(j��n)�п��ơ��ό����P(gu��n)ϵ�͔�(sh��)��(j��)����ƌӣ���Ҫ����Ñ�(sh��)��(j��)������ĸ��N������ԃՈ����(j��)Ҫ���ڌ���(sh��)��(j��)�죨������(sh��)�r(sh��)��(sh��)��(j��)ӛ䛎졢��䛎���������¼�������������ӛ䛎죩�M(j��n)�оS�o(h��)��������ݣ���ͨ�^����(sh��)�F(xi��n)��(b��o)�����ɡ��vʷ�������@ʾ�ȹ��ܡ�
����3.2 �M�B(t��i)ܛ������
����FPC2000DCS�ĽM�B(t��i)�O(ji��n)��ܛ���Ԕ�(sh��)��(j��)�����ģ�����ģ�K�������M(j��n)�г����O(sh��)Ӌ(j��)����ģ�K���܄��֣�����(g��)�M�B(t��i)ܛ���ɹ��̎����ܡ������T���ܡ�ͨӍ�͔�(sh��)��(j��)�ɼ����ܡ���(sh��)��(j��)�������ϵ�y(t��ng)�O(ji��n)�ع���5���֘�(g��u)�ɡ�
�������̎�վ�ṩϵ�y(t��ng)�����ȫ���M�B(t��i)�c�M�B(t��i)�c�M�B(t��i)ϵ�y(t��ng)�S�o(h��)���ܣ��ɷ����?c��i)U(ku��)��ϵ�y(t��ng)�Ĺ��ܣ������ܷ���ؼ���һ��(g��)�µ�ģ�K��������Ҫ������(g��)ϵ�y(t��ng)��ܛ���Y(ji��)��(g��u)������վ�ṩ�����T����ĸ��N�������ܣ������@ʾ���N���棬���ɸ��N��(b��o)�����ɾC��ϵ�y(t��ng)�vʷ�Y�ϣ�ָ��(d��o)���Ʋ�����
�����O(ji��n)�ؼ�ͨ��ܛ���֞�ɲ��֣����c����վ��ͨ�ź��c����ϵ�y(t��ng)��ͨ�š���(sh��)��(j��)�����ģ�K��Ҫ������ӛ䛺���������^���Y�Ϻ���Ϣ����(sh��)��(j��)�������(sh��)�r(sh��)��(sh��)��(j��)�졢�vʷ��(sh��)��(j��)�졢��(b��o)����(sh��)��(j��)�졢�x����(sh��)��(j��)�졢���ܿ���ϵ�y(t��ng)��֪�R��ȣ����Ќ�(sh��)�r(sh��)��(sh��)��(j��)����FPC2000DCS�M�B(t��i)ܛ���ĺ��ġ�����(sh��)�r(sh��)��(sh��)��(j��)���⣬������(sh��)��(j��)�춼�����P(gu��n)ϵ��(sh��)��(j��)��Y(ji��)��(g��u)�O(sh��)Ӌ(j��)��
�����O(ji��n)�ؼ�Ӌ(j��)��C(j��)��ϵ�y(t��ng)�O(ji��n)ҕ���ܿ�ʹ�����T���ڿ����_ǰ����^�y�������O(sh��)����\(y��n)�Р�r��ÿ��(g��)�O(sh��)�䲻��؈�(zh��)�����\�࣬�������վ��(b��o)���\��Y(ji��)��������վ�������O(sh��)���M(j��n)�ж��ڒ��裬�ռ��������\��Y(ji��)�����@ʾ������վ�ıO(ji��n)ҕ�����Ժ��_��ʽ�\(y��n)�У��Ԅ�(d��ng)��ɡ��΄�(w��)�{(di��o)�ȹ��܅f(xi��)�{(di��o)���΄�(w��)�Ĉ�(zh��)�У��΄�(w��)�{(di��o)�Ȳ����ǰ�ϵ�y(t��ng)�и��΄�(w��)��(y��u)�ș�(qu��n)��С�Q���΄�(w��)�����е��Ⱥ����
�������ܿ�����ϵ�y(t��ng)��FPC2000DCS���еĹ��ܣ�ᘌ��l(f��)���^�̵�����Ҫ����_�l(f��)�����ܿ��Ƽ��g(sh��)�c���˿���ϵ�y(t��ng)��DCS���Y(ji��)�ϣ�ʹDCS�S����һ��(g��)���ߵ�ˮƽ��
����4�� �l(f��)���^�����ܿ���
����4.1 FPC2000DCS���a(b��)�Ϸ����l(f��)���^�̿����еđ�(y��ng)��
�����a(b��)�Ϸ����l(f��)���ǽ��ڷ����l(f��)�ͺ��B�m(x��)�l(f��)��֮�g���^����ͣ������з����l(f��)�ͺ��B�m(x��)�l(f��)�͵ă�(y��u)�c(di��n)�����ҿ˷��˃��ߵ�ȱ�c(di��n)����Ŀǰ�l(f��)���I(y��)���^�д����Ե�һ�N�l(f��)��ˇ��FPC2000��ɢ����ϵ�y(t��ng)��(y��ng)�����a(b��)�Ϸ����l(f��)�͕r(sh��)���^�̿���(li��n)�W(w��ng)��ʽ���p�ٲ�������ʹϵ�y(t��ng)�S�o(h��)���㡣
�����l(f��)���^���Мضȡ�PH����������ĭ�����������O(sh��)��ֵ���ơ��������Ѓɂ�(g��)���c(di��n)����1���O(sh��)��ֵ��������(g��)�^�̱��ֳ���(sh��)�����ǷֶΣ����������ƣ�ÿ����һ��(g��)��(y��u)���O(sh��)���c(di��n)����2���l(f��)���^���л(x��)�����(d��ng)���ǂ�(g��)��������^�̣���ġ�ͻȻ�Ĕ_��(d��ng)��(y��ng)�M�����⡣
����4.2 �ޜ؏�(f��)��ģ������ϵ�y(t��ng)
�������ڹޜ��@�Ӿ��д����͕r(sh��)׃�Ե�ϵ�y(t��ng)����(d��ng)���^��r(sh��)��PID���ƕ�(hu��)����ϵ�y(t��ng)��푑�(y��ng)���{(di��o)�^���l(f��)����ʎ��Smith�A(y��)���a(b��)�����ǽ�Q�������}��һ�N��Ч����������Ҫ֪�����،���ľ��_��(sh��)�W(xu��)ģ�ͣ��@�ڹޜؿ����к��y������������(y��ng)�Ì�(sh��)��������ģ�����Ƶ��������^�ã����������،���(sh��)��׃�������У��������Ҏ(gu��)�t�ֲ����a(ch��n)����(w��n)�B(t��i)�`���(d��ng)�^��r(sh��)��������ˡ�����PI���ƿ˷���(w��n)�B(t��i)�`��������^��(qi��ng)����˲��Ï�(f��)��ģ�����Ʒ���������Ҫ˼���ǣ���ģ�������cPI������Y(ji��)�ϽM�ɏ�(f��)��ģ����������ͨ�^һ��(g��)�ГQ�_�P(gu��n)�����،���(sh��)ʩ���ƣ��ГQ�r(sh��)�C(j��)���`����`��׃���ʁ��_������(f��)��ģ������ϵ�y(t��ng)�ĽY(ji��)��(g��u)��D3��ʾ���D��PI�鳣Ҏ(gu��)�����e���{(di��o)��(ji��)����F(xi��n)LC��ģ����������K������_�P(gu��n)��
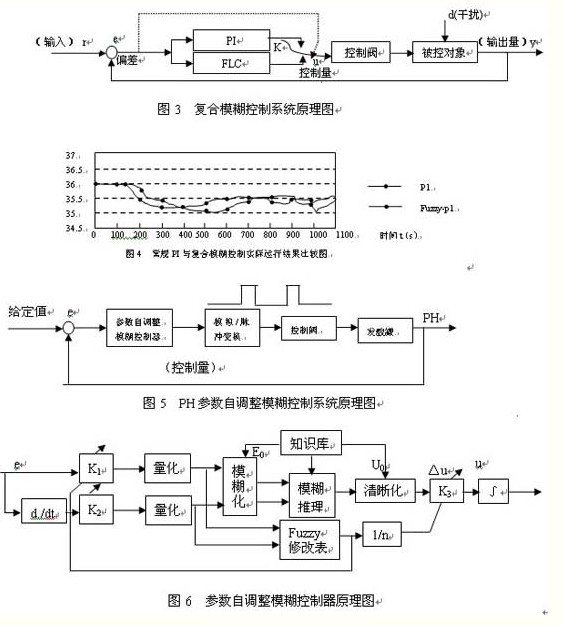
����������^���ǣ����^���^���У���ϵ�y(t��ng)���`����`��׃�����^��(f��)��ģ����������Ҫ��ģ�����Ƶ����ã���(d��ng)ϵ�y(t��ng)�ӽ���(w��n)�B(t��i)�r(sh��)��ϵ�y(t��ng)���`��׃�����^С������`���^�t��(f��)��ģ���������ГQ��PI���ƣ������(w��n)�B(t��i)�`�������S�ľ��ȃ�(n��i)���t����ģ�����ƣ���(d��ng)ϵ�y(t��ng)�ܵ��_��(d��ng)��ģ�������ڿ˷��_��(d��ng)�������`��t��������PI���ƣ�����(w��n)�B(t��i)�`���������ֻص�ģ�����ơ��ɴ˿�Ҋ��PI�������ÃH�H�ǿ˷���(w��n)�B(t��i)�`�
�����D4��ij��ˎ�S��ճ���ذl(f��)�����a(ch��n)�r(sh��)�ޜ��O(sh��)��ֵ��36��Ğ�35.5��,�քe���ó�Ҏ(gu��)PI���ƣ�PI���ƅ���(sh��)�����������_�����c���Ï�(f��)��ģ�����ƵĽY(ji��)�����^����(f��)��ģ����Fuzzy-PI�����Ƶij��{(di��o)���ȳ�Ҏ(gu��)PI���ƽ���50%���{(di��o)��(ji��)�r(sh��)�g�s��30%����(f��)��ģ�����ƵĄ�(d��ng)�B(t��i)�ͱ�B(t��i)����ȫ����ƣ����F(xi��n)�����õ������ԡ���ޜؿ��ƞ���sˮ�����{(di��o)��(ji��)�����Կ���Ҏ(gu��)�ɞ鷴���û��{(di��o)��(ji��)�y����P(gu��n)������P(gu��n)���͡�
����4.3 PH����(sh��)���{(di��o)��ģ������ϵ�y(t��ng)
����PH���������L����һ��(g��)��Ҫ�h(hu��n)������(sh��)���ڹ��I(y��)���a(ch��n)�ϣ����l(f��)��ҺPHֵƫ�ͣ��tͨ�^�Ӱ�ˮ���k����ʹ��PHֵ��������PHֵƫ�ߣ��ڰl(f��)��ǰ�ڿ��m��(d��ng)�a(b��)�ӻ��|(zh��)���{(di��o)����һ�㲻���ü���Ŀ����ֶΡ���ˣ���PHֵ�����У���횇�(y��n)����ƺð�ˮ�ļ��������^�������^����PH�������Ծ��Ї�(y��n)�صķǾ��ԡ����_���Ժ��^��ĕr(sh��)���F(xi��n)���ó�Ҏ(gu��)PID���ƾ����^�͡�
�������PH���Ʋ��Å���(sh��)���{(di��o)��ģ�����ƣ��Y(ji��)��(g��u)�քe��D�͈D6��ʾ����PH����(sh��)���{(di��o)��ģ�������У��x��PHֵ�ͽo��ֵ֮��e���������^��ݔ�룬����������^��ݔ������PHֵ��(j��ng)ģ�������D(zhu��n)�Q��ģ��׃��ֵ������(j��)����(y��ng)��ģ��Ҏ(gu��)�t��ģ���P(gu��n)ϵ������ģ���Д࣬������������������߿��ƾ��ȑ�(y��ng)��Fuzzy�ı팦�������Ӆ���(sh��)k1 ��k2 ��k3�M(j��n)�����{(di��o)�������{(di��o)����ԭ�t�ǣ���(d��ng)�`��e���`���ʨ��^��r(sh��)���M(j��n)�С����{(di��o)�����ƣ��@�r(sh��)���Խ��͌�e�ķֱ��ʣ��������^��Ŀ��Ƹ�׃�����@���ԿsСk1��k2 ���Ŵ�k3����(d��ng)e���^С�r(sh��)��Ҳ����ϵ�y(t��ng)�ѽӽ���(w��n)�B(t��i)���͌�(sh��)�С���(x��)�{(di��o)�����ƣ��@��Ҫ��ߌ�e�ķֱ��ʣ�����ȡ�^С�Ŀ��Ƹ�׃����Ҫ��Ŵ�k1��k2 ���sСk3���麆����Ҋ��k1��k2�Ŵ�sС���ı���(sh��)�ck3�sС����Ŵı���(sh��)n��ͬ��
��������(sh��)���{(di��o)������������ģ�����Ƶķ�ʽ�M(j��n)�С����M(j��n)�Ѕ���(sh��)���{(di��o)���r(sh��)������ԭ����k1��k2��e�ͨ��M(j��n)�������õ��ź�Ê��Ȼ���ģ�����Å���(sh��)��(y��ng)�Ŵ�sС���ı���(sh��)n����Ӌ(j��)���k1= k1n, k2= k2n��k3= k3n,����ģ�����������
���(sh��)�M(j��n)�п����\(y��n)�㡣
������PH�����У���ʹ�õ��y�T�������_�P(gu��n)늴��y����������(y��ng)�Ŀ��Ʒ�ʽ���Õr(sh��)��}�_�Ŀ��Ʒ�ʽ���_�P(gu��n)��ģ�M�{(di��o)��(ji��)���M(j��n)�У��r(sh��)��}�_������T�Ǹ���(j��)ϵ�y(t��ng)�Ĝ���r(sh��)�g�L�����O(sh��)���ġ�ݔ���}�_�����Ǹ���(j��)ģ�������㷨�ó���ݔ��������̖�������_����ͨ�^��׃�_���y���_�P(gu��n)�l�ʺ��_�P(gu��n)�}�_���ȁ��{(di��o)��(ji��)��ˮ�ļ�������ʹPHֵ�ƽ��O(sh��)��ֵ���Ķ��˷���PH�ķǾ��Ժ͜������Ԍ����Ƶ�Ӱ푡�
�����l(f��)���^���в��ó�Ҏ(gu��)PID����PH�Ŀ����`�ͨ�����0.1PH,��L-�Ȱ�������L-�����ᡢ��ճ���صȰl(f��)���^�̿����в���PH����(sh��)�Ը���ģ�����Ʒ�����PH���{(di��o)��(ji��)Ѹ�٣������`���ڡ�0.05PH�ԃ�(n��i)�����ƾ������100%��
����4.4 ����׃�^(q��)��?q��)��ҿ���ϵ�y(t��ng)
�����l(f��)���^�̵��ܽ�����һ��(g��)�C�υ���(sh��)��Ӱ����ض࣬���˔����D(zhu��n)�١��՚��������މ��ޜصȿəz�y����(sh��)��Ӱ��⣬���|(zh��)��ȡ����w��ȡ��a(ch��n)���ȵȲ��əz�y����(sh��)����Ҳ��Ӱ푡��������a(ch��n)ԭ�ϡ����N�IJ�ͬ�������ܽ����в�ͬ��Ҫ��
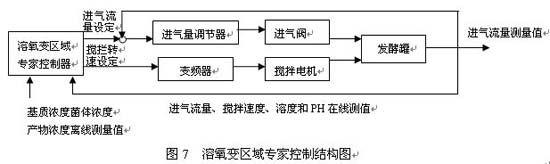
�����ڸ߰l(f��)�͆�λ�����a(ch��n)�У��������Ƽs������Ҫ�Ѓɂ�(g��)���������ʺͿ՚�������Ŀǰ����С�Ͱl(f��)�Ĕ����D(zhu��n)�ٿɲ���׃�l�{(di��o)�٣���Щ�ɲ������M(j��n)�����{(di��o)��(ji��)�������D(zhu��n)���{(di��o)��(ji��)���o�ķ��������ܽ�����ȣ����ƽY(ji��)��(g��u)��D7��ʾ��
�����l(f��)���^�̵��ܽ����Č������Ժ��yͨ�^ϵ�y(t��ng)���R�����@�ã������˹����ܵķ���������׃�^(q��)��?q��)���ϵ�y(t��ng)�M(j��n)�������͔����D(zhu��n)������(y��ng)�����S׃��������׃���^(q��)����֪�R��o��������C(j��)�\(y��n)��֪�R���е�֪�R�M(j��n)���������ڰl(f��)���^���У�����ϵ�y(t��ng)����،�Ŀǰ�l(f��)���A�Σ��r(sh��)�g������r����PH�����|(zh��)��ȡ����w��ȡ��a(ch��n)���ȵȣ��M(j��n)���Д࣬��֪�R�����ҵ�����(y��ng)���ܽ���׃���^(q��)��Ϳ���Ҏ(gu��)�t��Ȼ�����(j��)��Ҏ(gu��)�tӋ(j��)����M(j��n)�����͔����D(zhu��n)���O(sh��)��ֵ����ij�l����Ҏ(gu��)�t�飺if��ti1 Then DO=DOi,FAil< FA< FAi2, RAil< RA< RAi2
����If ��DO If ��DO>DOi+��DOi���ģ�FA> FAi1�� then FA= FA-��FA
����If ��DO If ��DO>DOi+��DOi���ģ�FA�� FAi1���ģ�RA>RAi1�� then RA= RA-��RA
������ʽ�У�t��l(f��)�͕r(sh��)�g��h����ti1��ti2��l(f��)�͕r(sh��)�g׃ֵ��DO��l(f��)��Һ�ܽ�����ȣ�%����DOi���ܽ�������ֵ����DOi���ܽ����������S׃���^(q��)�����Ƶ����^(q��)���`��^(q��)����S����|(zh��)��ȣ�g/100mL��,Si1,Si2����|(zh��)���׃���^(q��)��P��a(ch��n)���ȣ�Һ�(xi��ng)Ч�r(ji��)���f��λ/L����Pi1��Pi2��a(ch��n)����׃���^(q��)��F(xi��n)A���M(j��n)�l(f��)�՚�������m3/min����F(xi��n)Ail��F(xi��n)Ai2��՚��������S׃���^(q��)��FA�����PID�����㷨Ӌ(j��)��õ��Ŀ՚�����׃������RA�锇���D(zhu��n)�٣�rpm������RA�����PID�����㷨Ӌ(j��)��õ��Ĕ����D(zhu��n)��׃������RAi1��RAi2�����D(zhu��n)�����S׃���^(q��)��
������ij��ˎ�S50m3�l(f��)�����a(ch��n)��ճ���صİl(f��)���У��ڲ�ͬ�İl(f��)���A�Ό������в�ͬ��Ҫ����ÿ��(g��)�^(q��)��Ҏ(gu��)�����M(j��n)�������������D(zhu��n)�ٵ��{(di��o)����������������׃�^(q��)��?q��)��ҿ���ʹ�����������O(sh��)��ֵ�ġ�5%������(n��i)�����ó�Ҏ(gu��)��������һ���(hu��)�ڡ�10%������(n��i)׃����
����5�� ���I(y��)��(y��ng)��
����FPC2000�l(f��)���^�̼�ɢ����ϵ�y(t��ng)���ڇ���(n��i)10����о�Ժ���W(xu��)У����I(y��)ʹ�á���L-�Ȱ�������L-�����ᡢ��ճ���ء�������Ȱl(f��)�����a(ch��n)�^�̿�����ȡ�óɹ���(y��ng)�ã��l(f��)�ηN�Ď�ʮ�����װ������ס���(sh��)�`������ԓϵ�y(t��ng)�\(y��n)�пɿ��Ըߣ��Ɍ��l(f��)���^���M(j��n)��ȫ��Ĝy�أ����к�(qi��ng)�Ĕ�(sh��)��(j��)�ɼ��ʹ��A��������(y��u)�������ȹ��ܣ��������ܿ��������ϵ�y(t��ng)���ƾ��ȣ��ޜء�PH�������Ŀ��ƾ������50%��푑�(y��ng)�ӿ죩��ʹ�l(f��)�����a(ch��n)ƽ��(w��n)����ͬ�l(f��)�������g�؏�(f��)����ߣ��l(f��)�͆�λ�����˲�ͬ�̶ȵ���ߡ�
|

