|
1 ����ܛ������lչ
����ܛ���ĪM�x���v�����^���I����ܛ�����ԏIJ��ÿɾ��̿������ԁ�������ܛ���ͳɞ鹤�I�Ԅӻ��ܲ��ɷֵ�һ���֣����ڌ��H�����п���ܛ�������ǹ����ģ������c����ܛ���༯�ɲ��ܰl�]�䑪�е��������ԣ��ďV�x���v����ܛ����ԓ���������ɼ����˙C���桢�^�̿��ơ������졢����ͨ�ŵȣ��亭�w�ă���Ҳ�S�����g�İlչ������S�����Ćμ��Ŀ��������c�����ڞ�һ�w�Ĺ��S��Ϣ����
����ܛ���ij��F�ǰ��SӋ��C���g���ڹ��I�����_ʼ�ģ����v���ö��M�ƾ��a���R���Z�ԡ����Z�Ծ��̣��M���lչ���M�Bܛ���������������Auto CADֱ�Ӳ��ؘʵ��^�̿������̈D��늚�ԭ��ϵ�y�D�ĽM�Bܛ��������Auto CAD�Ĺ���ܛ����ֱ������Ļ���OӋ�^�̿������̈D��늚�ԭ��ϵ�y�D��Ȼ����Ӌ��C(���̎�վ)�Ԅ����Ɉ��г����@�ӾͲ�Ҫ����ƹ��̎��кܶ�Ӌ��Cܛ�����̵�֪�R�ͼ��ɣ����������f����Ҫ��ǰ�ć������x�ϵ�ܛ���OӋ�������Ϳ�����ɹ���ܛ�����_�l���@���Hʹ����ܛ���_�l���|����Ч�ʴ����ߣ����ҿ���ʹ���ƹ��̎��o������ľ����͕r�g���M�ڷ����ľ��̹����У����ǰѸ����ע�������ڿ��Ʋ��Ժ��S�Ԅӻ�������������о��С��M�ܮ�ǰ�S���Ԅӻ�ϵ�y�Ĺ���ܛ��߀�Dz����ı����ÈD�εĽM�B��ʽ�����o�ɲ���Auto CAD�Ĺ���ܛ�����ɞ鹤��ܛ����������
�^ȥ��ҿ��J��PLC�m����߉���ơ�DCS�m����ģ�M���{�������������c�������g�lչ�C��PLC��DCS�ڻ����ںϡ��B�����ߵIJ�e���՝u�sС������PLC��DCS�c��λ�C�Ĺ���Ҳ���ںϣ��^ȥֻ������λ�C����һЩ���������M�Ŀ��Ʋ���Ҳ����PLC��DCS����ɣ��ֹ�����������ˣ��@���߹��ܵ��ں�Ҳ���M����ܛ������λ�C���ܣ��������S��Ϣ���lչ��
��һ���棬��ǰ�Ĺ���ܛ���^��������ɸ��Ԅӻ�ϵ�y�O�������̃H�������a���Ԅӻ�ϵ�y�O���Ӳܛ���h�����_�l�ģ����c�Ԅӻ�ϵ�y�O�������͌��õġ���һ�����S���и��N��ͬ�����a��ˇ���O�䣬Ҫ�������ͬ�Č����x�ò�ͬ���Ԅӻ�ϵ�y�O�䣬�繤�ؙC��PLC��DCS�ȣ���ʹͬ��Ԅӻ�ϵ�y���O������S�̲�ͬ���乤��ܛ��Ҳ����ͬ������һ�����T��һ����Ҫͬ�r�˽�����ՎN���|���ܶ�Ĺ����ͬ�Ĺ���ܛ�����@�o�Ñ�ُ�I�����ɡ��_�l���S�o�ώ���O��IJ��㣬�����������YԴ�����ĺ�Ͷ�Y��
�@�ͽo���ƹ��̎����һ�N˼�����ܷ��ڏV����Ϥ��Windows����ϵ�y���_�l��һ�N����Ӳ���Ƽs�ġ��m���ڏV�����Ԅӻ�ϵ�y�O��Ĺ���ܛ�����@�ӌ��Ñ���f���Ը�����ͬ�Č����x��ͬ���Ԅӻ�ϵ�y�O�䣬����ܛ�����_�l�ߺ;S�o�߁��fֻ��Ҫ��Ϥһ�N���ٔ��N����ܛ�����Ķ����Q����ܛPLC��ܛDCS��˼��ͮaƷ��
90�����Wonderwue��˾��InTouch��������˙C�����ҕ��ܛ���_������Windows���\�еĹ���ܛ�����������������Ѱlչ�ɞ����ṩ�Ĺ��S�Ӳ����ˆT�_ʼ�����µ��όӴνY���Ĺ��S��Ϣϵ�y��
�w�{��������ܛ���İlչ�������������c��
����혿ء�ģ�M���{����Ӌ�㹦�ܞ�һ�w��
��ȫ�����Auto CAD�ľ��̼��g��
������ܛ���c���S��Ϣ���ЙC�ĽY�ϣ�
������ܛ����ͨ�û���
2 ���M���Ʋ��Լ��䑪��
�����㷨�ǹ���ܛ������Ҫ�M�ɲ���֮һ�����ڵĹ���ܛ����������߉혿ء����y���Ʋ��Եĸ��N�㷨������NPID���ơ���ֵ���ơ��x����ƣ����ְlչ����ǰ�����ơ������{���r���a�������Ⱥͳ�Խ�����������M�ϡ������a���ȸ��N�㷨�������������Ӌ��C���g�İlչ����ǰ�ܿ����㷨�ď��s�ԡ����r�Ե����Ʊ������λ�C�ό��F�����M���Ʋ��ԣ�Ҳ�����ڿ������ό��F���Ķ���һЩ���ڬF��������Փ�����M���Ʋ��Եđ��Ä����˗l����
60����������V���ijɹ������_���ˬF��������Փ���¼oԪ������ǰ��һ������PID���Ƶõ��Mһ���İlչ�͏V�����ã�ģ�����ơ�����Ԫ������Ԫ�W�j����׃�����Ƶ����M�댍���A�Ρ����������^�̿��ƹ�˾��Ovationϵ�y�ь�Smith�A��������Ԫ�W�j����׃�����ơ�ģ�����ơ�ǰ��-����PID���������㷨�������㷨������й����ƹ��̎�ʹ�á�
�������е���Ԫ�W�j�㷨�������p��ǰ����Ԫ�W�jģ�͡���һ����Ԫ�W�j������Hyperoblie S�����ͣ�ÿ����Ԫ�Ĺ��ܿɱ�ʾ�飺
ʽ�У�
i���һ����Ԫ�Ă���(i��1��n)��xi��i��ݔ����b1i��i��ƫ�ã�U1i��i��ݔ�룻w1i��iݔ��ę�ֵ��
�ڶ�����Ԫ�W�j�Ƿֶ�ֱ���ͣ�ÿ����Ԫ�Ĺ��ܿɱ�ʾ�飺
ʽ�У�
i��ڶ�����Ԫ�Ă���(i��1��n)��yi��i��ݔ����b2i��i��ƫ�ã�Z2i��i��ݔ�룻W2i��iݔ��ę�ֵ��
��Ԫ�W�j���㷨��̖�飺
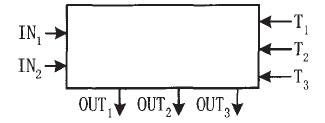
�����㷨׃���ͅ������x���£�
IN1��IN2����Ԫ�W�jݔ�룻T1��T2��T3��Ŀ��ݔ����OUT1��OUT2��OUT3����Ԫ�W�jݔ����
���`�����BP��Ԫ�W�j�㷨��ʹ�Õr��ֻ�趨�x��Ԫ�W�jݔ���ݔ����ݔ��Ŀ��ݔ�����㷨�����M��Ӗ���͌W�����M�Д�ֵ���{�����_�����Ƶ�Ŀ�ġ�
�����㷨��ʹ���c����ơ�
�����Ԅӻ�ϵ�y�O�乫˾��Honeywell��˾Ҳ�ڲ�ͬ�̶����_�l�ˌ��������M���Ʋ��Գ���������Ÿ�������M���Ʋ����㷨�ij��F����Ʒ������ʹ�F��������Փ�ڌ��H�����и��ӷ��㣬ʹ���a�^���Ԅӻ���ˮƽ������ߡ�
3 ���S��Ϣ���Ĺ���ܛ��
���A�Ԅӻ�ֻ�ܱ��C�O���Ԅӻ��ͱ������ă�����Ҫ���F���a�ă������ƺ�����ȡ�ù��S���w����ľC�Ͻ���Ч�棬���S��Ϣ���@��������Ҫ���@������Ϣ�����ӹ��I�F�����ı�Ȼ�Y��������ڹ��S�Ԅӻ�����.Ϣ����ռ��Խ��Խ��ı��ء��@��Ҫ���ڹ��S�Ԅӻ��м��O����ơ��^�̿��ơ����a����֮�g������֪�R�Ĺ�����Ӳ����ܛ���YԴ�Ĺ����������^�ܿ�һ�w����
�������lչڅ�ݵ��Ƅ��£����O����ơ��^�̿��ƺ���Ϣ�����Ĺ��S��Ϣ���ļ���ܛ��Ҳ���\�����������д����Ե���Wonderware��˾��1999��l����Ĺ��Windows���\�еģ��������N�aƷ�����b����ܛ��Factory Suite������lչ�ɞ齨����Archestr A�wϵ�Y���Ĺ��Iƽ�_�ϵ�Factory Suite A2ϵ�е��Ԅӻ���Q������Archestr A���Iƽ�_��һ�N�C���ԵĹ��S�Ԅӻ�����Ϣ�����wϵ�Y�������ǽ���������ܛ�����g��Windows.NET���A�ϣ����Ñ�ď��s�������ĵӼ��g�н�ų������Ñ�ֻ��Ҫ���M�ϡ��ļ��ܣ������ǡ����̼��g�����@���Ñ��Ϳ��Լ��о�����Q�������ИI�Ŀ��ƺ����Ć��}���P������Ҫ�Ĺ��ܣ������˹��ܼ���ƽ�_�У�������Ҫȥ�˽�Windows�c����ܛ��֮�g���Pϵ��
Factory Suite A2�������º��ĽM����
��Industrial Application Server(IAS)��Ĺ��Archestr A���g����һ���ֲ�ʽ���I�Ԅӻ�ƽ�_ܛ����
��InTouch���^�̿�ҕ��ܛ����
��Industrial SQL Server(InSQL)�����r�Pϵ���S��Ϣ�����죻
��Suite Voyager Web������Intenet/Intranet�����a������Ϣ���T����
��InControl������PC�C���^�̿���ܛ����
��InTtack���YԴ������\WIP(Work In Process)��ۙܛ�����cERP�Ľӿڣ�
��InBatch��������̎������ϵ�y��
��I/O Server���c800��N�h�̽K���O��(RTU)�������O�䡢PLC��DCS��ͨ��ܛ����
��OPC Server��ͨ�^OPC�c����ϵ�y�B�ӡ�
���⣬Wonderware��˾߀������ܛ��֧�ָ��V���Ĺ��I���ã��磺
��DA Server(DataAcess Server)�����\����Windows2000��XP�ϵĸ��N����DDE��OPC��Suite Link�Ŀ͑������ṩ��B�ӵ�������
��SCADAlarm���ṩ�����ɼ������r�����Z�����ͨ�^���Nͨ���b��(�Ԓ���֙C��)�M���h���O�����ƣ�
��Active Factory��In SQL Server�Ĕ����������ߡ����Ԟg�[���ھ����惦��In SQL Server�еĔ����������`��Ĉ����Ӌ��ͷ����������͏�In SQL Server�������S�����ľWվ��
��QT Analyst���ṩʹ�Ì��r�����M�����a�^�̱O�ء��A���Լ��aƷ�|�����ھ��{�����ܡ�
4 �������ϵ�y(MES)
�S��ȫ���Ј����������漤�ң���I�ό����aӋ������(ERP)�c�����a�^��Ó����ì��Ҳ����ͻ���������Ч�ؽ�Q����֮�g��ì�ܣ�����������Ɍ��g�Ĕ����������Ӌ���Č��r�Ժ��`���Ե�ͬ�r���������a�^�̵��\��Ч�ʣ��Ķ��a���˽������Ɍ��g���������ϵ�y(MES) ��һ���J�鹤�S�Ԅӻ���ܛ�����������ֽM�ɣ�
����ERP/MRP����������I������
����SCADA HMI����������a�^�̱O�أ�
���Ԍ��F���a�^���Ԅӻ���֧����Iȫ�漯�ɵ��������ϵ�y��
�@Ȼ��MES���B���ό�Ӌ�������c���O����ƵĘ��������a�������g����Ϣ���ӣ��Ķ��ܵ��Ñ��ďV���Pע���ɞ鹤�S��Ϣ������Ҫ���ݡ�2002��11��20��22�����Ї����ٌW���c���H�������ϵ�y�f��(MESA)�ڱ������_�ˡ�MES���g���H��ӑ�����������Ƅ��҇�MES���g���о��͑��á�
�����̹��I��MESܛ����Ҫ������֧��ģ�K���Y������Ϣ����ܛ��ƽ�_��ģ�K�����������c����ܛ�������r�{��ܛ�����ɱ�����ܛ�����yӋ�����c���a�{��ܛ�����^��ģ�ͻ�ܛ��������ģ�Mܛ����������ܛ�����\�в���֧��ܛ�����|������ܛ�������ƽӿ��c��Ϣ����ܛ������ȫ�����c����ܛ�����O��S�o����ܛ�����^���\�����ܱO������ܛ�����YԴ�ӑB����ܛ����
֧��MES�ĸ��Nܛ���_�l������Wonderware��˾��InTrack��Camstar��˾��InSite��ORSI��˾��Cube��Ҳ���^�����Ј��Ñ����J�濂�Y�^ȥ���_�lCIMS��MRP��MRP��Ƚ��Ļ��A�ϣ������Y�ϸ��Ե����c�M��MES���о����ƏV���ù���������IERP�Ľ��O�������õĻ��A���Ƅ���I��Ϣ���İlչ��
5 ��F���I�й���ܛ���đ���
��F���I�й���ܛ���đ��Ñ�˷��70����ɾ��̿������đ��ã������L���ԁ�����ܛ���cϵ�y�O�䶼�������N�۵ģ���������F���I�еĹ���ܛ���cϵ�y�O��һ����ʽ������
��F���I��һ������࣬ÿ����������ȫ��ͬ��ʮ�֏��s�Ĺ�ˇ�^�̣���ͬ�Ĺ�ˇ�^��Ҫ��ͬ�Ŀ��ƺ�����ʽ��Ҫ���Ч�ʵ��Ԅӻ������������a�^�̣���ˣ�����Ϣ����Ҫ��ʮ�����С������ԟ�����a������һ�����͵ğ�䓏S�����a��ˇ���̰������F�t(���Fˮ����վ)���Fˮ�A̎�����D�t��䓡�����ι�z���ɫ���������̎�����B�T�����HҪ������������ƣ�����Ҫ��������䓏S�������g�����a�f�{���{�ȹ������YԴ��ۙ���Լ��c��I��Ӌ������ϵ�y(ERP)��Y�ϡ�
���m��������Ҫ���Y�ϟ�䓏S���O����Ʋ���PLC���^�̿��ơ��������������a�{�Ⱥ���Ϣ�������ĵĶ������/�͑��Cϵ�y�Y����Ӌ��Cϵ�y����Windows����ϵ�y��MS SQL�����죬�ؑc��F�OӋ�о�Ժ����Wonderware��˾��Factory Suite���bܛ�����_�l��ˮ����F��˾��������F��˾�����P��F��˾��������F��˾����֦����F��˾�ğ�䓹����Џ�һ������䓏Sȫ�S��Ӌ��Cϵ�y�đ���ܛ�������в���InTouch�����ҕ�����˙C�������棬I/O Server�����^��Ӌ��C�c���A�Ԅӻ�(���T�ӻ�AB PLC)��ͨ�Žӿڣ�InTrack���韒䓏SMES���YԴ��ۙ�������c��˾ERP�Ľӿڡ����Mһ����ְl�]Factory Suite�Ĺ��ܣ������Suite Voyager Web������䓏S����Ϣ����ϵ�y��Active Factory�ĮaƷ�|�����������ȣ��ѹ��S���Ԅӻ�����Ϣ����ˮƽ�Mһ����ߡ�
���S�Ԅӻ�����Ϣ����Ҫ���ڲ������ƺ���ߣ����˝M���@�N���^�����������Ĺ���ܛ��Ҳ��횲���lչ�����������£������������������������o��ɵģ��Ķ�ʹ���S�Ԅӻ�����Ϣ����ˮƽ������һ���µĸ߶ȡ�
|

