|
����(1)����(j��)�����O(sh��)�ú�SD100�ŷ��(q��)��(d��ng)������(sh��)���_(k��i)ʼ��(y��u)���{(di��o)���ŷ����ܣ����(q��)��(d��ng)���慢��(sh��)���{(di��o)����һ��SD100�(q��)��(d��ng)������ȱʡ�����慢��(sh��)���������ԝM���Ñ��ļӹ�Ҫ����ȱʡ�����\(y��n)��늄�(d��ng)�C(j��)�r(sh��)�����늄�(d��ng)�C(j��)�l(f��)�����������tҪ���ȿ��]늄�(d��ng)�C(j��)�S�İ��b�Ƿ���چ�(w��n)�}����(j��ng)�z�醖(w��n)�}��ɿ��]���ù������Ƶ��k������7̖(h��o)����(sh��)(�D(zhu��n)�؞V����)��8̖(h��o)����(sh��)(�ٶșz�y(c��)��ͨ�V����)��(l��i)����늄�(d��ng)�C(j��)�a(ch��n)�������(d��ng)��7��8̖(h��o)����(sh��)ȱʡ����(sh��)��100����ԇ��ÿ�Ό�7��8̖(h��o)����(sh��)�քe�p��10�����_�J(r��n)�I���\(y��n)��늄�(d��ng)�C(j��)����߀���������ٜp��10��ֱ��늄�(d��ng)�C(j��)�o(w��)��������һ��7��8̖(h��o)����(sh��)���{(di��o)��������20��80֮�g���@�ӻ������_(d��)���������Ƶ�Ч����
����(2)���ֳ��S����(sh��)�r(sh��)�_(d��)�����ӹ�Ч��������܇��܇����б��ֲڶ�ֵ��ԇ�����{(di��o)�����
���(sh��)�����ٶȱ�������PA5���{(di��o)�����_�J(r��n)�(q��)��(d��ng)����������(d��ng)���Ô�(sh��)��ϵ�y(t��ng)�ք�(d��ng)����늄�(d��ng)�C(j��)�D(zhu��n)��(d��ng)(�C(j��)���Ƅ�(d��ng))���_�J(r��n)���늄�(d��ng)�C(j��)�����(d��ng)���Ӵ��{(di��o)���˅���(sh��)���O(sh��)��ֵԽ����Խ�C(j��)���Ķ�λ����Խ�ߣ�ÿ�μӴ�(sh��)ֵ5��ֱ���a(ch��n)�����(d��ng)������ֵ�pС����(w��n)�����ٌ���ֵ�p10����λ�ñ�������PA9���ڷ�(w��n)��������(n��i)���M���O(sh��)�õ��^���@�әC(j��)����ۙ���Ժã������`��С��ͬ�ٶȱ���������{(di��o)�����ƣ��ڲ��a(ch��n)�����(d��ng)����r��(y��ng)�M�����{(di��o)���ֵ���������σɅ���(sh��)��ߺ�߀�_(d��)�����ӹ�Ч�����ɲ����{(di��o)��7��8̖(h��o)����(sh��)�ķ����M(j��n)�����(d��ng)�����ƅ���(sh��)�{(di��o)�����{(di��o)�����(q��)��(d��ng)��5��9̖(h��o)����(sh��)�����������{(di��o)һЩ���@�ӑ�(y��ng)ԓ���ԝM���Ñ��ļӹ�Ҫ��4 KNDSD100�Ĺ���̎������
����һ�����F(xi��n)��(b��o)����̖(h��o)���ŷ���Ԫ����ֹ늄�(d��ng)�C(j��)�\(y��n)�У��Լ���(du��)�Ñ�(sh��)���{(di��o)����ֱ����늺�������늡��Ñ����Ը���(j��)�@ʾ�Ĉ�(b��o)����Ϣ��(l��i)�Д���ϵ�����Լ�������ϵ�ԭ���w����̎���k�����ԅ���SD100�Ñ��փ�(c��)������B��(b��o)�����](m��i)�У�����Ȼ�����(q��)��(d��ng)�����ϡ���(d��ng)Ȼ��߀�п������ŷ������](m��i)�й��ϣ����ǿ�����̖(h��o)����λ�C(j��)�І�(w��n)�}��(d��o)���ŷ��](m��i)�Є�(d��ng)����
�������˿��(q��)��(d��ng)���ϵ��e(cu��)�`����(b��o)��̖(h��o)�����փ�(c��)�⣬�Еr(sh��)��ֱ�ӵ��Д���ǻ��Q���电(sh��)��܇����X�S��Z�S���Q(��̖(h��o)��ͬ�ſ���)�������ŷ�늄�(d��ng)�C(j��)���ʲ������r�£����ŷ��(q��)��(d��ng)��ijЩ��������(sh��)(��KNDSD100�ġ�1��̖(h��o)��̖(h��o)���a����(sh��))���̕r(sh��)�g��(n��i)���Q���_�����Ϻ��ٓQ��(l��i)�ǿ��Եġ�
����߀����ͨ�^(gu��)�Ĕ�(sh��)��ϵ�y(t��ng)����(sh��)����ij�S��X�S�iס����ϵ�y(t��ng)�z�y(c��)X�S���_(d��)���Д�Ŀ�ġ�����(y��ng)ע�⣺X�S�cZ�S���Q����ʹ��̖(h��o)��ͬ���C(j��)��������?y��n)��?f��)�d��ͬ������(sh��)��ͬ���a(ch��n)����(w��n)�}���ڴ_�J(r��n)�z�鷽����(d��ng)��ǰ��һ��Ҫ���]ȫ�棬������ɲ���Ҫ�ēpʧ��
�������У���?y��n)齻���ŷ���Ԫͨ��ʹ�Ô?sh��)��ϵ�y(t��ng)�y(t��ng)һ���ϵ�y(t��ng)�����ཻ��220 V��늉���(l��i)���ŷ�׃�����������ڲ����^(gu��)���б�횷��ϲ���Ҏ(gu��)�������磺U��V��W����ݔ����횰������_������B�ӣ���t늄�(d��ng)�C(j��)�����������\(y��n)�D(zhu��n)�����o����(b��o)����̖(h��o)������ֹ늄�(d��ng)�C(j��)�\(y��n)�С�
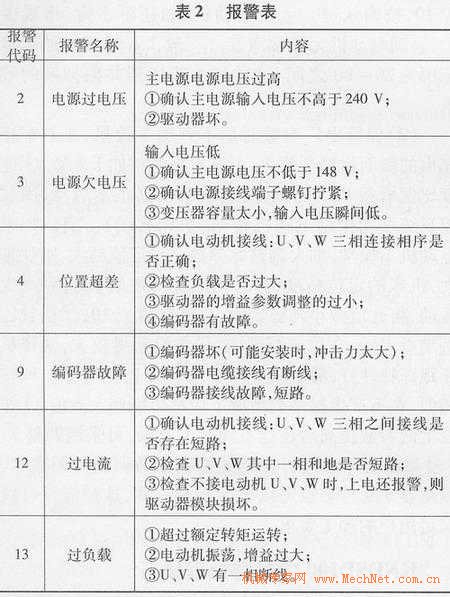
�������⣬߀�������È�(b��o)����(��2)��ʾ��(l��i)̎�����ϡ�
|

