|

�Ŀ�OӋ���{ԇ��
һ���m�÷�����
�v���C��늚����ϵ�y���¡��m���ں�ɫұ���е�䓰�䓎������P䓰塢�X������ɫұ���е��~���~�����켈�������ИI�IJ��Ϸ��С���ȡ����ϵ�y��
�����C�н�B
�v���C����Ҫ�O�䲼�ü�늚�ϵ�y�M�����D��ʾ��
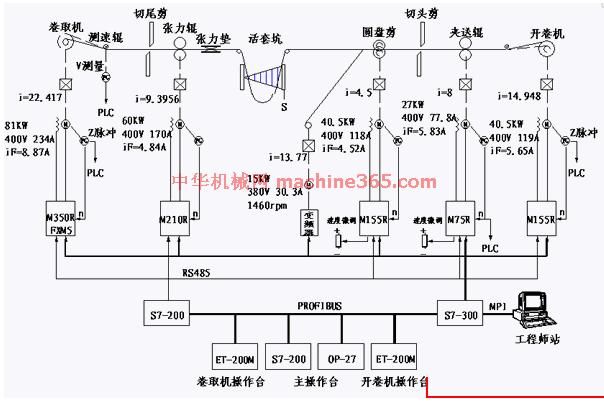
�v�ЙC늚Ⲽ�ü�����ϵ�y�M��
������Ҫ�O�䲼�Ï������IJ����ȿ������Ξ飺�_��C���A��݁�����^�����A�P�������ӡ������|������݁���C������β�����y��݁����ȡ�C�������ֵ���Ҫ���ܼ�����Ҫ�����£��_��C���Á����_�����X�����ṩ���N���ܾ폽�µ��_�폈�������_��C�ϵ��X��ֱ���M�Ќ��rӋ�㣬�����Կ����_���εĺ㏈�����A��݁�������r�f���_��C���X�崩���ȡ�C���C�й����r���Ԍ���̧݁�𣬲����c������Ҳ�Ɍ���݁���£��ԅf���A�P���ṩ�_���ε���ǰ��������ֹ�A�P�������^��������̎�펧�^����M�㹤ˇ�Ͳ���Ҫ�A�P������ԓ�C�е���Ҫ��ˇ�O�䣬�Á���Ɍ����ĵĿv����У�ͬ�r�Á��г������X��ɂȵĶ��ಿ�ֻ��|��������Ҫ��IJ��֣�ʹ��Ʒ�������҃ɂ���������|��Ҫ���ӣ��Á�ጷŁ����X���ЙM��IJ�ͬ�Ȳ������ڿv����к�o���Ď�����Ӱ푡������|�����ṩ��ȡ�Ώ�������Ҫ�O�䣬Ҳ��Ӱ푳�Ʒ���ܷ��R������Ҫ�O��֮һ������݁���͏����|��ͬ�ṩ��ȡ�Ώ��������ṩ�ӑB�����{���ġ����ڡ�������ͨ�^���팍�F������ȿ����Լ����Ӹ��N�����a�������o�B�a�����ӑB�a���ȡ��y��݁���Ǿ�ȡ�ξ��ٶȵĜy���c��ͬ�rҲ���M�о�ȡ�C�폽Ӌ�������֮һ������Ҫ�Բ��Զ�������ȡ�C���nj��v����к�ij�Ʒ�����M�о��@�ĵط���Ҳ�Ƿ�����ȡ�ξ��ٶȵ��O�䣬����ú㾀�ٶȿ��ƣ����ķ�������������ϵ�y������֮�ء�
�����C�е���Ҫ�������£�
1�����ό��ȣ�520mm��1060mm
2�����Ϻ�ȣ�0.2mm��3.0mm
3�������⏽����1650mm��Max��
5����Ʒ���ȣ�20��1000mm
6����Ʒ�⏽����1650mm��Max��
7���C���ٶȣ�150M/min��Max��
8���ٶȿ��ƾ��ȣ�0.5��
9���������ƾ��ȣ�< 1��
����ϵ�y���ɼ�����ԭ��
늚����ϵ�y������D��ʾ����Ҫ�����c�_��C���A��݁���A�P��������݁����ȡ�C������ֱ�����ӣ������b�Þ�ֱ�����߽����b�ã��ٶȷ���ȫ�������}�_���a������������˿��ƾ��ȡ��U߅��ȡ������׃�l���ƣ�ʹ�U߅��ȡ�ľ��ٶ��ܸ��S�C���ٶȵ�׃�������p���˲������Ąڄӏ��ȡ�����ϵ�y�ĺ��������T��S7ϵ��PLC����ģ�K����S7-315-2DP����ͨ�^PROFIBUS DP�W�j���ɂ�ET 200M�h��վ�Լ��ɂ�S7-200ϵ�е�PLCϵ�y��OP27���������B���������M��һ���ЙC�����w������PROFIBUS DP�W�j����վ��S7-315-2DP����˿���ϵ�y�еĴֿ����΄գ��������е�߉Ӌ���Լ�ģ�M����ݔ�롢Ӌ���ݔ�����폽Ӌ�㡢�ٶȷ���ȡ�
�����o��CPU���ɂ�S7-200ϵ�е�PLCϵ�yؓ؟һЩ������΄գ������Ӌ���������_�ϵĔ����@ʾ�����ơ��cMONTOR ��ϵ��ֱ���b�õĴ���ͨӍ�ȡ��������ڲ����˴���ͨӍ�����п��ܰ�MONTOR ��ϵ��ֱ���b�õĸ��N������̖�{�����ϵ�y������OP27�����������������_���@ʾ��������ȥ�S���ˆT���փ��й��ϴ��a���韩���ӿ��˹����Д���ٶȣ�ʹ����ϵ�y���˙C���������Ѻã���������������ϵ�y�����ܣ��ֲ�������̫��ijɱ���PROFIBUS DP�F������ϵ�y��ʹ�ã��O��ع��s�˿�����|�����s�˳ɱ���ͬ�rҲ���s����ʩ�����{ԇ�r�g�����Ñ��A��������ȵĽ������档
OP27��������ʹ��ʹ�Ñ��ܸ�ֱ�^�ز����ͱO�����a�^���еĸ�����������ͨ�^��D��څ�������ȁ��O�ظ�������׃��څ�ݣ������ڌ����a�^�̵�ȫ���˽�͜ʴ_���r���M�й����Дࡣ
���C�е�߉���Ʋ��]��ʲô����֮̎��ֻ�ǙC������Ҫ����i�l���^�࣬���̕rҪ�e���f�{�ú��������I���Pϵ���ڂ��ӿ����ϣ����C��ʹ���}�_���a�����}�_��̖����폽Ӌ�����������PLC���M�о폽Ӌ�㣬�O�������ˏ������ƺ;폽�@ʾ�ľ��ȡ���ȡ�C�ľ��ٶȿ����Dz�ͬ�ڳ�Ҏ���Ƶĵط������_���㾀�ٶȿ��Ƶ�Ŀ�ģ��҂������^�ڜy��݁�ϰ��b�y�ٰl늙C�������b�÷�����̖�ķ��������Hʹ��Ч�����e�������ڡ��^β��ʧ�ٵĆ��}��Ҳ���Ǯ��X�厧��β��ͨ�^����֮݁��ȡ��ʧȥ�������y��݁�o���y�Ì��H�ٶȣ����b�þ͕�ʧȥ���ٶȷ��������Ķ��a�����ϣ��ڌ��H������Ҫͨ�^�������L�Ď�β�����⡣���Q�@�����}�����C�еľ�ȡ�C�͜y��݁Ҳ�����}�_���a��������̖Դ����Ӌ�����ȡ�C�ľ폽���ٸ����폽�Ͳ����_�ϵ��ٶȽo����̖��PLC�S�rӋ���ȡ늙C���ٶȽo��ֵ�����_���㾀�ٶȿ��Ƶ�Ŀ�ġ��������@�N���Ʒ�ʽ�£����b��һֱʹ�þ�ȡ늙C�������}�_���a�������ٶȷ���Դ���ͱ����ˡ��^β���r�Gʧ�ٶȷ����Ć��}��
�U߅��ȡ���Ñ����^�P�ĵĆ��}֮һ�����ڙC���ٶ��^�ߣ�����U߅��ȡ̎�������������͕�ֱ��Ӱ����a���M�С��҂���ʹ��׃�l�{�������U߅��ȡ늙C�M���{�٣�ʹ�U߅��ȡ�ܸ��S���ٶȵ�׃����߀���O�˃�̎ҕ�l̽�^�����U߅�ľ�ȡ��r�M��ҕ�l�Oҕ�������T�ɾߴˌ��U߅��ȡ�ٶ��M���{����ԇ܇�^����ȡ�����^�õ�Ч����
�ġ��҂��ܸ����͑�Ҫ���OӋ���r�ȵĺ��m�aƷ
��aƷ
�҂�Ҳ�����OӋ�{ԇ�^�S������2�����ӣ��ڈA�P����ǰ�Ŀv���C�������վ�ǰ�Ђ�5݁�Cֱ�C
|

