|
����ժҪ�����Ľ�B���Ի��w�L�z��Ʒ�w�S���ܶȵĶ��x�������V�S���ӿ���ģʽ������Æ�Ƭ�C�Č��F�������@���ڌ����w�L�z���پ��@�C�V�S���ӷ�ʽ�����о��Ļ��A�ϣ�Փ����һ�N��ijһ���@�r�g�Ⱦ��b�|���������V�S���ӿ���ģ�ͼ��䑪�ÿɾ���Ӌ��C��������PCC���Č�ʩ�������Ԙ�����һ�N�V�S���ӵĿ��Ƽ��g��
�����P�I�~�����w�L�z ���@�C PCC
����1 ���}�����
�������w�L�z�����a�^����Ҫ���þ��@�C�����W�w�S�Ľz�l���@�ɞ����һ�������ĈA���ξ��b�����@�Cͨ���ɾ�ȡ�C���͌��z�C���ɴֽM�� ���S�����w���a���g���M���������Ǹ��ټ��z���g�İlչ�����w�Cе����څ����ٻ����B�m�����Ԅӻ������ֻ������ܻ��͙C�һ�w������ˣ��ڻ��w�L�z���������@�^���У����˱���z�l�Ĕ��^�����L���l�ɲ�������߽z�l��Ⱦɫ���ܺ;��b�ij������ã����������V�S���ӷ�ʽ�ľ�ȡ�C��������پ��@�C����Ҫ�M�ɲ��֡�
�����īI[4]��B���Ի��w�L�z��Ʒ�w�S���ܶȵĶ��x�������V�S���ӿ���ģʽ������Æ�Ƭ�C�Č��F�������@���ڌ����w�L�z���پ��@�C�V�S���ӷ�ʽ�����о��Ļ��A�ϣ�Փ����һ�N��ijһ���@�r�g�Ⱦ��b�|���������V�S���ӿ���ģ�ͼ��䑪�ÿɾ���Ӌ��C��������PCC���Č�ʩ�������Ԙ�����һ�N�V�S���ӵĿ��Ƽ��g��
����2 �V�S���ӵĽ�ģ����
�����F�Odo �鼈�|Ͳ�ܵ��⏽�����λ��mm����H �錧�z�C�������̈́ӳ̣����λ��mm����P ����b��ҕ���ܶȣ����λ��g/c�O����G����ټ��z�CӋ�������w�³��������λ��g/min ������Ҫȡ�Q�ڻ��w�L�z��Ʒ�w�S�������c������ϵ�������w�L�z��Ʒ�w�S���ܶȡ����@�ٶȺ͠��챶�������أ���tx��ijһ���@�r�g�����λ��s����dx �錦����tx��ijһ���b�⏽�����λ��mm) ���t����tx�ľ��b�|���ɵã�
���� (l)
������ʽ��1���Ɍ�����
���� (2)
���������ھ��@�ٶ�v�����λ��m/min���c���b����A���ٶ�v1���M�ӌ��z�ٶ�v2֮�g�ɘ���һ����Dl ��ʾ�ľ��@�ٶ�ʸ���D(�D�е�a ����@�ǡ�m �錧�z�C��ÿ������ʹΔ��������nj�����tx���V�S�D��nK �����λ��r��min����ijһֵ�飺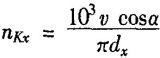
����(3)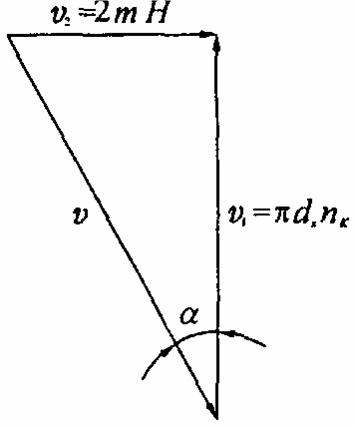
�����D1 ���@�ٶ�ʸ���D
������ʽ��2������ʽ��3����ó�ijһ���@�r�gtx�c������ijһ�V�S�D�� ֮�g�ĺ����Pϵʽ��
��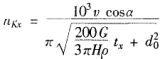 �� (4) �� (4)
����ʽ��4 ������һ�N�V�S���ӵĔ��Wģ�ͺ��V�S�D�ٵĿ��ƻ��A���������ɰ��A���O����v��a��G��p��H ��do�����a�F����ˇ�����͙Cе��������V�S�D���S���@�r�g׃��������Ҏ�ɡ�
����3 �V�S���ӵČ�ʩ����
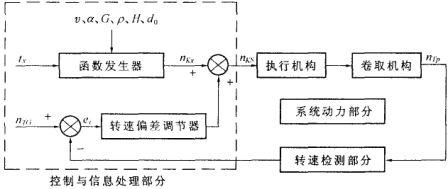
�������ˌ�ʩ�����V�S���ӵ������D��Ҏ�ɣ��ɲ��ýY����D��D2 ��ʾ�ęC�һ�w�����Ʒ������V�S���ӵĈ��ЙC�������ܵ�ָ����V�S�D�ٌ��H�o��ֵn �������Ժ����Pϵʽ��4�����_�����V�S�D��Ӌ��ֵn ������Ҫ���ݣ�ͬ�r�����]���S�����b�⏽�IJ�������ȡ�C���đT�ԡ����b���D�r�a�����L���Ħ���������S֮�����]�����|݁��Ӱ푣��t�����|݁���H�D��n �c����v�Ľ��|݁�O���D��n �M�б��^���у���֮�g�ı���ƫ��e ͨ�^�Ԅӿ�׃��������ı����e�֣�PI�������㷨����ʽ(4����Ӌ��ֵn �M���o���������������Mһ�����ƿ����^�̵��o�ӑB���Ժͱ��C���پ��@�C�ĺ㾀�پ��@�����ԣ��V�S�D�ٌ��r���ƕr�Č��H�o��ֵ�飺
����  ��5 ) ��5 )
����ʽ�е�P���c���b�⏽���P���Ԅӿ�׃����ϵ����I ��e��ϵ������e ����һ�ε�ƫ��ֵ��
�����D2 �V�S���Ӿ��@�C�ęC�һ�w���Y����D
����4 �V�S���Ӿ��@�CPCC ����ϵ�y���OӋ
����4.1 PCC ����ϵ�y��Ӳ���Y��
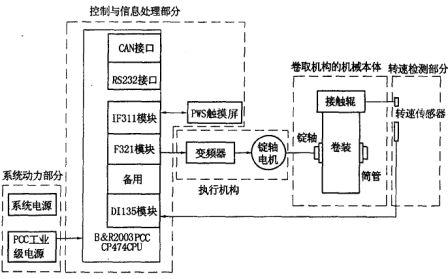
�����ھ��w���Fʽ��5����Ҫ��ęz�y��Ӌ��Ϳ����΄Օr���ɑ���PCC ���Ƽ��g���D2 ��ʾ���OӋ�ɞ���D3 ��ʾ��һ�N�V�S���Ӿ��@�C�C�һ�w����PCC ����ϵ�y�����|Ͳ�����@�о��b�����b����ʩ��һ�����|�����Ľ��|݁�����|݁�Č��H�D�����䌦�����D�ق������z�yʰȡ���b�м��|Ͳ�ܵ��V�S���V�S늙Cֱ�ӂ��ӣ��V�S늙Cͨ�^��׃�l���{�٣�����ϵ�y�ĺ��IJ�����PCC ���D3 �е�PCC �x���ˊW����ؐ���R���I�Ԅӻ���˾B&R2000PCC ϵ��B&R2003PCC ����ģ�K���Uչ���g������Ҫ��B&R2003PCC ��ϵ���е�CP474CPU ��ģ�K��DI135 ���ٔ�����ݔ��ģ�K��IF321RS485 �ӿ�ģ�K��IF3llRS232 �ӿ�ģ�K�ȽM�ɡ�
����CP474CPU ��ģ�K�Ⱥ�2003 ��̎������looKB ��SRAM ��512KB ��Flash PROM ������CPU ���̺����d�����RS232�ӿڡ������W�OӋ��CAN �ӿں�4 ��CP ��ۣ����ɹ̻�ϵ�y���惦���w���@���a�F���Ĺ�ˇ�����͙Cе������PI �{����ϵ�������g׃���ȣ�������PӋ�㡢�z�y�Ϳ��Ƶ��΄ա�����CP474CPU ��ģ�KCP ��۵�Dl135 ģ�K�����и��ٔ�����ݔ��Ĺ��ܣ��ɳ��������Ȳ�4 MHz ���l�}�_��̖������Ӌ�����Լ�CP474 �����еĪ����r�g̎������Ԫ��TPU�����ܣ�ͨ�^���֞V�������r�z�y���|݁���H�D��n ���Ķ���Ч������˜y�ٵľ��ȡ�����CP474CPU ��ģ�KCP ��۵�IF311 ģ�K������RS485 �ӿڵĹ��ܣ���Ɍ��V�S�D�ٌ��H�o��ֵn �����V�S늙C׃�l����RS485 �ӿڣ����F�V�S���ӵ��^�̿��ƣ�ʹ�V�S�D�ٷ���ʽ��4����������Ŀ�˺���������CP474CPU ��ģ�KCP ��۵�IF311 ģ�K������RS232 �ӿڵĹ��ܣ������B��HITECH PWS һ700TSTN���|���������M�й����x�����O������Bָʾ�����P�I�P��������Ϣ�@ʾ��һ������O���΄գ��|�������̎��Ó�C��B��
�����D3 �V�S���Ӿ��@�C��PCC ����ϵ�yӲ���Y����D
����4.2 PCC ����ϵ�y��ܛ���OӋ
�����D3 ��ʾ���V�S���Ӿ��@�CPCC ����ϵ�y��ܛ��������Ҫ����B&R2003PCCϵ�о���ܛ����PG200���ṩ��PL2000���Z�Ժ�HITECH PWS ����ܛ����ADP3�M�г����OӋ������ϵ�y�đ���ܛ���ɷ֞����ɂ�ģ�K�����е���ɫ�������V�S���Ӿ��@�C�\��ǰ�Ĕ����ʂ�̎������ģ�K���V�S���Ӿ��@�C�\�к���^�̿���̎������ģ�K��
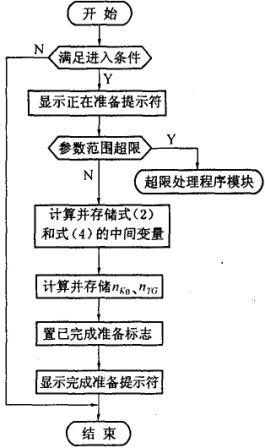
�����D4 ��ʾ�Ğ锵���ʂ�̎���������̈D�����ɰ����w���@���a�F����v��a ��G ��p ��H ��do�Լ����b�MͲ�⏽d �ȹ�ˇ�����͙Cе��������CP474CPU ��ģ�K�Ĵ惦���а�ʽ��2����ʽ��4���������P���g׃��������ʽ��4�������V�S�D�ٵij�ʼ�O��ֵn ������ʽ��3���������|݁�O���D��n �����P�������ԔU��ϵ�y�đ��÷��������ϵ�y�Č��r�ԡ�
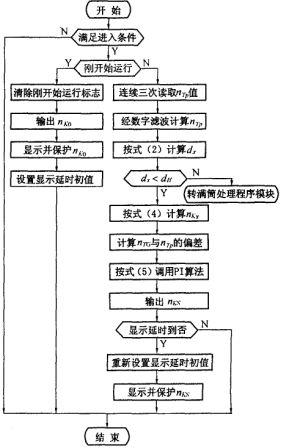
�����D5 ��ʾ�Ğ��^�̿���̎���������̈D�������Ժ����Pϵʽ��4������Ҫ�����ͨ�^�z�yʰȡn Ӌ�����e ����ʽ��5����PI �㷨�ó�n ����׃�l���{�٣�ʹ�V�S�D�ٰ���ʽ��4����Ŀ�˺����\��,ֱ�����_���b�MͲ�⏽d ��ֹ���Ķ����F���V�S����늙C���]�h���r���ơ�
�����D4 �����ʂ�̎���������̈D
�����D5 �^�̿���̎���������̈D
����5 �YՓ
�����@�����c�о���Փ����һ�N�ɾ��@�r�g�Ⱦ��b�|���������V�S����ԭ������PCC ����ģ�ͣ�����w��ʩ�V�S���ӿ����ṩ����һ�N��֮��Ч�ļ��g��������ͨ�^���H���ã��ھ��b���εȷ����ѳʬF�����õ�Ч����
��������B&R2003PCC��һ�N�����IӋ��C���W�jͨӍ���Ԅәz�y���g��һ�w�ļ��ɻ������ܻ���ͨ�û����˜ʻ���ģ�K����ϵ�л����Ԅӿ����b�ã������^�ߵĿɿ��ԡ��^���Ŀ��ɔ_�������^�̵��_�l���ڲ������b��Cе�O��Ȳ������c���ǻ��w���I���a�^�̙C�һ�w��ϵ�y���F�ĺ���߉���Ƶ����s��ɢ���Ƶ������ֶΡ�
|

