����ժҪ: ���Ľ�B�˲���һ�N���·PID�ضȿ�������ģ�K����ƺ��Ę����D���C�Ĝضȿ���ϵ�y��ԓ�ؿ�ϵ�yӲ�����Ρ��ؾ��ȸߡ����ܷ����������^�ߵČ��Ãrֵ��
�����P�I�~: �ضȿ��ƣ��F��������PID���ɾ�������������}���{��
����Intelligent multi-loop PID temperature control module in the application of plastic extruder
����FOSHAN HOAKO Control Technology Co.,Ltd
����Abstract��In this paper, using a multi-loop PID temperature control module for the control of intelligence to build the core extruder temperature control system. The temperature control system hardware is simple, high precision temperature control, stable performance, with high practical value.
����Key words: Temperature control; Fieldbus; PID; PLC��PWM
����һ��ǰ��
�������܃�����������Ʒ���a,����Ҫ���_ʹ��ԭ��,�ӹ��O�估��ˇ�������x��Ҳ�dz��P�I���D���C��Ͳ���C�^���Μضȵľ��_���ƌ���ߔD���C�a���ķ����Լ����C�����зe�O�����x��Ŀǰ,���ȴ�������������ϔD���C�Ĝضȿ���ϵ�y�ձ���÷��x�x�����Ʒ�����PLC���п��Ʒ����ɷN�����ڷ��x�x�����Ʒ������mȻ���Ѓr��͵ă��ݣ����ڿ��ƹ������ܵ��ܶ�����,��Ҫ�w�F�ڌ������x��Ԫ�Ϊ��M�п���,����ϵ�y�o����ʩ�C�Ͽ��ƣ���ֻ�ؿر���ʹ��,һ����ʹ�ؿ��·�Y�����s,����������,��һ�������ڜؿر�������m�ط�ʽ�������ɸ��ӟ�^�ضȲ����^��,Ӱ���������Ʒ�ļӹ��|��������PLC���п��Ʒ������mȻ�܌�����ϵ�y��ʩ�C�Ͽ��ƣ�����Ҫ�������·��PID���㷨���F�y�ȴ�ռ��CPU���YԴ�࣬һ���^���^8���t�y�Ԍ��F�߾��ȵĜضȿ��ơ�������ø��e��CPU����ϵ�y���t�r���F���ԃr�ȵ͡�ᘌ�������r,�҂�������һ�N���·PID�ضȿ�������ģ�K����ƺ��Ę����D���C�Ĝضȿ���ϵ�y��ԓ�ؿ�ϵ�yӲ�����Ρ��ؾ��ȸߡ����ܷ����������^�ߵČ��Ãrֵ��ԓϵ�y����ƥ�����͵ͼ��e��PLC�����пؾ��ȸߡ�Ӳ�����Ρ��r��͡������ɿ��ă��c��
��������ϵ�y���ü����ܽ�B
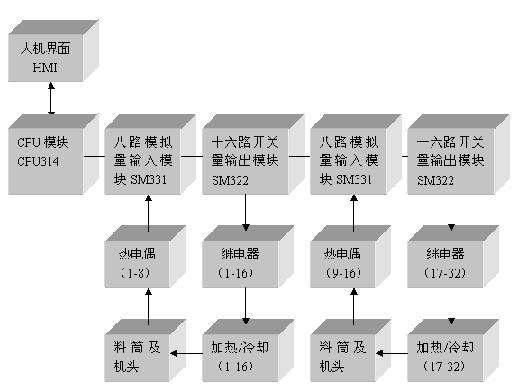
�����������������y�Ŀ��Ʒ�ʽ�з��x�x�����ƺ�PLC���п��ƃɷN����һ�N��ʽ���߂伯�п��Ƶ����x���ʲ��������������T��S7-300��PLC����16���^�ļ��п���ϵ�yӲ��������D1��ʾ��
���� �D1. PLC���п��Ɯؿ�ϵ�yӲ������
�����D��SM331�ǰ�·���żݔ��ģ�K��SM322��16·�_�P����ݔ��ģ�K��CPU314�����T�ӵ��ЙnCPU����������·PID�Ŀ��ƺ��ġ����ڿ��]��ÿ���^�п��ܴ��ڼӟ����s����Ҫ������ϵ�y���Ãɂ�SM331���ɂ�SM322������16·�ض�ݔ�롢32·�_�P��ݔ���Ŀ���ϵ�y���������_�P��ݔ��ݔ�����ԣ���ԓϵ�y�Ŀ��ƾ���ȡ�Q��CPU314���\���ٶȺ�PID�㷨���������STEP7��PID�˜ʹ��܉K���t���ڼ������T�ԵĿ��ƌ����y���_�������Ч��������Լ��������õ�PID�����㷨�t�y���^��ԓϵ�y߀�����S���^���������ࣨ�^���C�͵Ĝ^��30�����ң����ڃr�����ߡ����ƾ����½���ȱ�c��
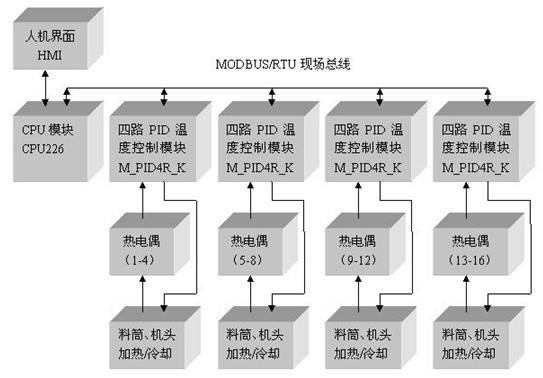
�����Զ��·PID�ضȿ�������ģ�K����ģ�ƥ��ͼ��ePLC�������ϔD���C�ضȿ���ϵ�y��һ�����^���Ƶ����뷽����ϵ�yӲ�����ÈD��D2��ʾ��
����
�D2. ���·PID�ؿ�ģ�K�Ĝؿ�ϵ�yӲ������
�����D��M_PID4R_K�Ƿ�ɽ���ƿ��Ƽ��g����˾�аl���a�ľ�������֪�R�a����Ļ�·PID�ضȿ�������ģ�K������ģ�Kÿ��·�����Ъ����ļӟᡢ��s�_�P��ݔ�������ֻ��Ҫ����4��ģ�K����ģ�K�ɪ����Ŀ��ƌ�����·�Ĝض�ֵ��CPUֻ��ͨ�^�F�������Ϳ����p�ɵĿ��Ƹ���·�Ć��]���@ȡ����·�Į�ǰ�ضȡ��O���ض�ֵ�����CPU�ɲ������T�ӵĵ͙nϵ��S7-200��CPU-226��ϵ�yӲ����ܛ�������ϵ�y�ăr�����½����H��ԭϵ�y�r�������֮һ����ϵ�y�Ŀ��ƾ��ȡ��ɿ��ԡ������Դ����ߡ�
�����Ļ�·PID�ضȿ�������ģ�K����1500V늚���x��24VDCݔ��ӿڡ���·�������x�ğ��żݔ�롢�ĽM�������x�ľ��w�ܻ��^����_�P��ݔ����֧��MODBUS/RTU�f�h��RS485���xͨӍ�ڵȃ����늚����ܡ�ͨ�^�c֧��MODBUS�F�������f�h����λ�C�B�����ɔUչ�ęC128���������F512���^�Ŀ��ơ�ֵ��һ�����ԓ����ģ�K��PID�㷨��ᘌ�������T�Ԍ�����_�l��ģ�����m��PID�����㷨���dz��m�������ݗU�D���C�����ܙC��ע�ܙC�șCе�Ķ��^���_���ơ�
���������Ļ�·PID�ضȿ�������ģ�K�Ĺ���ԭ��
�����Ļ�·��PID�ضȿ�������ģ�K���Կ������Ă��������]�h��������ϵ�y����һ���ɘ����ڃ�, �ضȂ����������ż�����z�y������Ͳ�c�C�^�ض���̖PV���c�O��ֵSV �M�б��^���õ�ƫ��e = SV��PV���Y�����o��P��I��D �����͜ضȿ��Ʋ����M��PID�\��ó�����ݔ��ֵ�����^�}���{�ƣ����õ��^�����һ���ɘ������еČ�ͨ�r�g��ͨ�^�����^�����һ���ɘ������еČ�ͨ�r�g���ɿ��Ƽӟ����ļӟ�r�g��������s�L�C�Ĺ����r�g���Ķ��_�����_���Ɯضȵ�Ŀ�ġ��Ă���·���������������ɔ_�����ИO�ߵķ����ԺͿɿ��ԡ�
�����ġ��ضȿ��Ʋ���
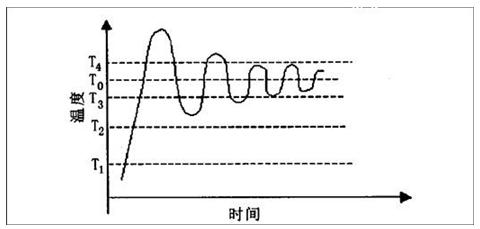
�������M��PID �{���r,�����{����ӳϵ�yƫ��Ĵ�С,ֻҪ��ƫ�����,�����{���͕��a����������,�Ԝp��ƫ����{������ƫ���׃��څ�݁��a����������,�����Ը���ϵ�y�ĄӑB푑��ٶȡ��e���{������ƫ��e�ֵ�׃�����a����������,��ϵ�y�Ŀ����М��������,���������o�B�`�����e�֕r�g����������o�B����,���e������̫��,�e����ϵ�yƫ���^��r���a���e���ʹϵ�y���{���^��,����������ʎ���Ļ�·��PID�ضȿ�������ģ�K�Ĝضȿ��Ʋ�����D3��ʾ��
����
�D3 �ض�ƫ����ò�ͬ�Ĝؿز���
����1) ���H�ضȵ���T1 �r,��ӿ�푑��ٶ�,ȫ���ʼӟᡣ
����2) ���H�ض�λ��[ T1��T2 ]�����ȕr,�����e���,���x�e���,����PD ���ơ�
����3) ���H�ض�λ��[ T2��T3 ]�����ȕr,����PID ���ơ�
����4) ���H�ض�λ��[ T3�� T4 ]�����ȕr,����ģ�����m��PID ���ơ�
����5) ���y�ضȴ���T4 �r,��ͨ�L���Դ,�������䡣
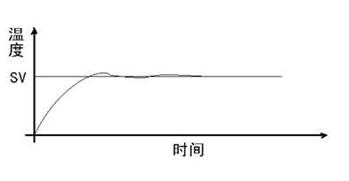
���� ����T1��T2��T3��T4����ͨ�^�M�υ������O�����ýoģ�K��Ҳ������ģ�K���Ԅӵ��������@�N���Ʋ��Բ��H���]�ˌ��y�ضȺ��O���ضȵ�ƫ��,���ҿ��]�ˌ��y�ضȵ�׃��څ��,�ɜp�ٳ��{�Ͳ���,���к��`������m��Ч�������H�Ĝض�������D4ʾ��
����
�D4.���y�Ŀ�����
�����塢�Y���Z
�������������һ�N�ԃr�Ⱥܸߵ����ϔD���C�ضȿ���ϵ�y�Ľ�Q������ԓ�������H����ϵ�y�����óɱ������Ҵ�������ϵ�y�Ŀ��ƾ��ȡ������ԡ��ɔUչ�ԡ��dz��m�ϸ��N���^���Ƶ��O��ʹ�á��������Ķ��g��˾�����ϔD���C��ʹ��Ч�����������µĜؿ�ϵ�y��
�������£��D���C����ƽ����ȡ�����õĿ���Ч�������ٶȿ죬�ضȳ��{��С��3�棬�o�B�`��С�ڡ�1�档ԓ���������H�����c���ϔD���C��߀���ԑ�����ע�ܙC�����ܙC����ƿ�C�șCе�Ĝضȿ��ƣ����ЏV韵đ���ǰ����