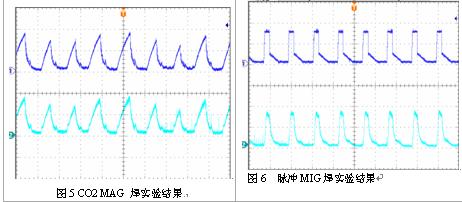
������������������ݔ������M�вɘӣ������������]�h����ܛ������ͬ�ĺ��ӹ�ˇ����ݔ�������׃�QҎ���Dz�һ�ӵģ���·�^���У�늻�ؓ�d���·��ȼ����B���������ГQ���ڶ�·��B��ݔ�����Ҫ����һ����б����������б��̫�����z��Ӳ���࣬б��̫С����·�r�g׃�L�����l��픽z�F����Ȼ���Σ�ϣ��ȼ�����ڣ���������½�����ȼ�����ڣ����Ҫ�S��һ��ƽ�_���Ա��C����������}�_MIG���������ں�С����������Ȍ��F����^�ɣ����}�_��ֵ���g���۵·����ȥ�������}�_��ֵ���g���S��늻���B���ӟ��۳ء�ݔ�������Ҫ�����Եؿ���׃��������׃���ķ�ֵ�ܴ��������1.2mm̿䓺��z120A���ӕr����ֵ����s��35A������ֵ����s��420A����Ҋ���oՓ��CO2MAG����߀���}�_MIG����ݔ���Ҫ��Ҫ�����Եؿ���׃�����D5��120A/18.5V CO2 MAG���ӕr���o����������κͷ���������Ρ����D6��120A/20V �}�_MIG���r����Ľo����ݔ���������̖����Ҋ��������h���п��ٵĸ�ۙ���ܣ����һ����Ͽ����������Ⲩ�εğo���ۙ��
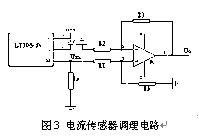
 ���Ч늻���裬R1���Ч�·�ă��裬������|��늸У����|��裬�Դݔ�����衣
���Ч늻���裬R1���Ч�·�ă��裬������|��늸У����|��裬�Դݔ�����衣