Ļā╬„┐Ų╝╝┤¾īW ĻÉŠ░╬─
š¬ ꬯║ ĮķĮB┴╦ī”Ļā╬„╩ĪīÜļu╩ą─│▄łõōÅSįŁ▄łÖCļŖÜŌ┐žųŲŽĄĮyĄ─Ė─įņĘĮ░ĖŻ¼═©▀^ė├┼_▀_CT2000ŽĄ┴ąūāŅlŲ„╠µōQįŁŽĄĮyĄ─ą²▐Dūā┴„ÖCĮMŻ¼┐╦Ę■┴╦įŁŽĄĮyįOéõČÓĪó¾wĘe┤¾Īó┘Mė├Ė▀Īóą¦┬╩Ą═Ą╚╚▒³cŻ¼½@Ą├┴╦┴╝║├Ą─┐žųŲą¦╣¹╝░ĮøØ·ą¦ęµĪŻ
ĻPµIį~Ż║ ▄łõōÖC ļŖÜŌ┐žųŲ Ė─įņĘĮ░ĖįOėŗ
Abstract: This article describes the Baoji City in Shaanxi Province in a former mill rolling mill electrical control system transformation program, by using a Delta CT2000 series inverter to replace the original system of rotation converter unit, to overcome the original system equipment and large volume, high cost , low efficiency, get a good control effect and economic benefits.
Keywords: Rolling machine Electrical control Design of rehabilitation programs
1 įŁ▄łÖCįOéõ║å╩÷
▒Š▄łÖC╩Ūė├üĒ░čĖ▀╠╝õōÅ─ę╗ēK¤ß░Õ▄ł│╔ę╗éĆ└õ▄łĄ─Ħ╚”Ż¼▓óŪę─▄ęį2ųž╗“4ųž▌üą═▀Mąą╣żū„ĪŻų„é„äėļŖÖC╩Ū═©▀^ę╗éĆé„╦═▒╚×ķ2Ą─²X▌åŽõ═¼ų¦│ą▌ü╗“╣żū„▌ü▀BĮėŻ¼ļŖäėÖCĄ─╦┘Č╚Å─┴Ń╦┘ĄĮ╗∙╦┘╩Ūš{╣Ø░lļŖÖCĄ─▌ö│÷ų▒┴„ļŖē║ųĄüĒūāäėĄ─Ż¼Č°╗∙╦┘ų┴ūŅĖ▀╦┘ät╩Ū═©▀^╠ßĖ▀▌ö│÷Ņl┬╩(╝┤│¼▀^╗∙ŅlŅl┬╩)üĒīŹ¼FĄ─ĪŻį┌▀Mąą¤ß▄łĢrŻ¼┐╔ęįė├2ųž╗“4ųžŻ¼Č°Ūęų╗╩╣ė├ų„é„äėÖCśŗŻ¼ā╔éĆ╚”ŠĒÖC▓╗▀\▐DŻ¼╬╗ė┌ų„é„äėļŖäėÖC║═ų¦│ą╣żū„▌üų«ķgĄ─ūā╦┘Žõėąā╔ĘN╦┘┬╩Ż¼Ė▀╦┘Ģr6:4:1Ż¼Ą═╦┘Ģr12:8:1ĪŻį┌▀Mąą└õ▄łĢr▄łÖC═©│Ż╠Äė┌4ųžŪķørŻ¼╩╣ė├6:4:1Ą─▒╚┬╩Ą─²X▌åé„äėĪŻ╚”╚ĪÖCĄ─é„äė┼c┤╦ŽÓ═¼Ż¼├┐éĆ“īäėčbų├ė╔ę╗éĆ░lļŖÖC║═ļŖäėÖCÖCĮMĮM│╔Ż¼ė├ā╔éĆļŖäėÖC─┐Ą─╩Ū×ķ┴╦ĘĮ▒ŃĄ─š{╣Ø┐╔┐žÅł┴”Ą─š{╣ØĄ─ĘČć·Ż¼į┌Ą═Åł┴”ĘČć·Ż¼░čę╗éĆļŖäėÖC├ōļx▀BĮėŻ¼Č°ā╔éĆ▀BĮėį┌ę╗ŲĄ─ļŖäėÖC▒╗╣®Ė▀Åł┴”ĘČć·╩╣ė├ĪŻļŖäė░lļŖÖCĮMė╔╚²éĆé„äė░lļŖÖCĮM│╔Ż¼╦³éāĘųäeĮoų„é„äėčbų├Īóū¾Īóėę╚”╚ĪÖC╣®ļŖĪŻ╚½▓┐░lļŖÖCĮMė╔ę╗éĆ╚²ŽÓĖąæ¬ļŖäėÖC“īäėĪŻŽĄĮy╚ńłD1╦∙╩ŠĪŻ
łD1 įŁ▄łÖCļŖ┐žŽĄĮy
2 ▄łÖCļŖÜŌŽĄĮyĖ─įņĘĮ░Ė
2.1 įŁ▄łÖCĄ─╝╝ągöĄō■Ż║
ų„é„äėļŖäėÖCŻ║ę╗┼_Ż¼SC06/2020ą═350VŻ¼686AŻ¼400/1200▐D/ĘųŻ╗
╚”╚Īé„äėļŖäėÖCŻ║╦─┼_Ż¼CF2805ą═250VŻ¼168AŻ¼1000/1250▐D/ĘųŻ╗
ų„é„äėļŖÖC╣żū„▄ć╦┘Ż║250├ū/ĘųŻ╗
┤ńäėę²Ä¦╦┘Č╚Ż║25├ū/ĘųĪŻ
2.2 é„äėŽĄĮyĄ─Ė─įņĘĮ░Ė [1]
įŁ┐žųŲŽĄĮy▓╔ė├Ą─╩Ūą²▐Dūā┴„ÖCĮM╣®ļŖĄ─ų▒┴„š{╦┘ŽĄĮy╩Ūī┘ė┌╬Õ┴∙╩«─Ļ┤·Ą─«aŲĘŻ¼įōĘĮ╩ĮįOéõČÓĪó¾wĘe┤¾Īó┘Mė├Ė▀Īóą¦┬╩Ą═Īó▀\ąąįļę¶┤¾ĪóŠSūo▓╗ĘĮ▒ŃĪó▌ö│÷╗ž┬Ę▓╔ė├Ęųļxį¬╝■ū„Ą──ŻöM┐žųŲŻ¼┐žųŲŠ½Č╚▓ŅŻ¼¤oĘ©īŹ¼FųŪ─▄╗»┐žųŲŻ¼ī”ė┌▄łõōÖCĄ─┐žųŲŽĄĮyų„▄łõōÖCĪóŠĒłÖCĪóķ_ŠĒÖCį┌╣żū„Ģr╩ŪéĆĢrūāĄ─Ż¼ĘŪŠĆąįĄ─Ż¼▓╔ė├─ŻöM┐žųŲĘĮĘ©ĘŪ│Ż▓╗▒ŃĪŻ
Ė─įņ║¾ŽĄĮy▓╔ė├┼_▀_CT2000ŽĄ┴ąūāŅlŲ„Ż¼CT2000ŽĄ┴ąūāŅlŲ„ų¦│ųDEBŻ¼į┌▄łÖC╣żū„▀^│╠ųą╚ń╣¹│÷¼FŠo╝▒ųŲäėĢrĘĮ▒Ń─▄┴┐į┌ų▒┴„─ĖŠĆ╔Žü╦═Ż¼Č°ŪęŲõų¦│ųČÓĘN┐éŠĆ═©ėŹģfūhŻ¼▀mė├ė┌É║┴ėĄ─╣żū„ŁhŠ│Ż¼┐žųŲčbų├╩╣ė├Į╗┴„380VĄ─3ŽÓś╦£╩Į╗┴„▌ö╚ļļŖē║Ż¼╠ß╣®SPWM▌ö│÷ļŖē║Ż¼┐╔ė├ė┌Į╗┴„ļŖÖCĄ─š{╦┘┐žųŲŻ¼ŲõŠ▀ėą▒ŖČÓā׳cŻ║
(1)čbų├┐╔ęįīŹ¼FÅ═ļsĄ─┐žųŲ╦ŃĘ©Ż¼▀@╩Ū║åå╬─ŻöM╝╝ąg¤oĘ©īŹ¼FĄ─Ż╗
(2)ś╦£╩▄ø╝■─ŻēK┼c┐╔ĮMæBĄ─▄ø╝■┐žųŲļŖ┬ĘŽÓĮY║ŽŻ╗
(3)═©▀^┤«ąąŠĆ┬ĘŻ¼┐╔Ųõ╦¹čbų├╗“ų„ÖC═©ėŹŻ╗
(4)į┘╔·┐žųŲ╣”─▄Ż¼┐╔ęį═©▀^ĮMĮ©╣½╣▓ų▒┴„─ĖŠĆĄ─▀\ąąĘĮ╩ĮŻ¼į┌╣½╣▓ų▒┴„ģ^Įė╚ļųŲäėļŖūĶŻ¼ĘĮ▒Ń▄łÖC┐ņ╦┘═∙Å═╣żū„Ą─ąĶ꬯╗
(5)░l╔·╣╩šŽĢrŻ¼╚╦ÖCĮė┐┌▒Ńūįäė’@╩Šł¾Š»Ż¼═¼Ģrūįäė▒Żūo═ŻÖCĪŻ
2.2.1 ų„▄łÖCĄ─┐žųŲ
ų„▄łÖCĄ─┐žųŲ▓╔ė├║Ń▐DŠž┐žųŲĘĮ╩ĮŻ¼īóįŁüĒĄ─ūā┴„ą²▐DÖCĮM┐žųŲų▒ĮėĖ─×ķė├ę╗┼_CT2000ūāŅlŲ„═ŽäėĮ╗┴„ļŖäėÖCüĒīŹ¼FĪŻė╔ė┌žō▌d▌^ųžŻ¼╦∙ęįį┌╣żū„▀^│╠ųą╔Ž╔²Ģr▓╔ė├ę╗éĆSą▒Ų┬║»öĄ░l╔·Ų„▀@ę╗─ŻēKüĒīŹ¼FĮoČ©ĘeĘųŲ„Ą─╣”─▄Ż¼╩╣īŹļH╝ėĄĮ╦┘Č╚ŁhĄ─▌ö╚ļą┼╠¢╩Ūę╗éĆŲĮĘĆ╔Ž╔²Ą─ą▒Ų┬ą┼╠¢Ż¼Ė─ūāĮoČ©ĘeĘųŲ„Ą─ĘeĘųĢrķg╝┤┐╔Ė─ūāą▒Ų┬ą┼╠¢Ą─╔Ž╔²ą▒┬╩ĪŻ
2.2.2 ┐╔─µ▄łÖCĄ─┐žųŲ
┐╔─µ▄łÖCėąā╔éĆŽÓ═¼Ą─ŠĒ═▓Ż¼Ė∙ō■▄łųŲĘĮŽ“─▄ŲŠĒ╚Ī║═ķ_ŠĒū„ė├Ż¼ā╔ĮMé„äėčbų├╩ŪŽÓ═¼Ą─Ż¼ų╗╩Ūį┌ŠĒ╚Ī║═ķ_ŠĒĢrĄ─▓┘ū„ĘĮĘ©╔Žėą╦∙▓╗═¼ĪŻÄ¦õōĄ─Åł┴”┐žųŲ┐╔Ęų×ķķgĮėÅł┴”┐žųŲ║═ų▒ĮėÅł┴”┐žųŲĪŻ
ķgĮėÅł┴”Š═╩Ū│õĘų└¹ė├CT2000žSĖ╗Ą─ā╚▓┐─ŻēKŻ¼░čŠĒ╚Ī╗“ķ_ŠĒĄ─ŠĆ╦┘Č╚ĮoČ©ĪóÅł┴”ĮoČ©ą┼╠¢▐DōQ│╔ļŖÖCĄ─ļŖ┴„║═▐DŠž┐žųŲą┼╠¢Ż¼ęį▀_ĄĮ║ŃÅł┴”Ą─┐žųŲĄ──┐Ą─ĪŻ
ų▒ĮėÅł┴”┐žųŲ╩Ūė├īŹ£yÅł┴”ū„×ķĘ┤üą┼╠¢Ż¼┼cĮoČ©ą┼╠¢ŽÓ▒╚▌^Ż¼ė├Åł┴”š{╣ØŲ„Ż¼ĮM│╔Åł┴”ķ]Łhī”Åł┴”▀Mąąš{╣ØĪŻÅ─└Ēšōųvų▒ĮėÅł┴”┐žųŲŽĄĮy╩Ūį┌▐D╦┘ķ]Łh╗∙ĄA╔Ž╠ū╔Žę╗éĆÅł┴”ŁhŻ¼ĮM│╔ļpķ]ŁhŽĄĮyĪŻĄ½╩Ū▒╚ę╗░ŃĄ─ŽĄĮyÅ═ļsŻ¼ų„ę¬▒Ē¼Fį┌ęįŽ┬ÄūéĆĘĮ├µŻ║ŠĒÅĮ║═▐DäėæT┴┐Š∙×ķūāģóöĄŻ╗Åł┴”Šžį┌ļpķ]ŁhŽĄĮyĄ─įOėŗųąŻ¼žō▌d┴”Šž╩Ū═Ō▓┐ö_äėŻ¼Ą½į┌▄łõōŽĄĮyųąÅł┴”╩ŪŽĄĮy▌ö│÷┴┐Ż¼Åł┴”Šž╩ŪŽĄĮyā╚▓┐╣╠ėąĄ─Ę┤ü┴┐ĪŻ«ö┐╝æ]Åł┴”ŠžĢrŻ¼▐D╦┘ŁhĄ─įOėŗ▓╗─▄░┤ę╗░ŃĄ─ļpķ]ŁhįOėŗĘĮĘ©Ż╗ŠĒ╚Īķ_ŠĒÖC┼cų„▄łÖCķgĄ─ĦõōĄ─äė┴”īW╠žąį╝░öĄīW─Żą═Č╝▌^Å═ļsŻ¼į┌äėæB▀^│╠ųąÄ¦õōĄ─Åł┴”┼cäėæB╦┘ūā┤µį┌ę╗éĆĢrķg£■║¾Ą─ĻPŽĄŻ¼ŲõģóöĄ╩Ūūā┴┐ĪŻ╣╩╬ęéā▓╔ė├ķgĮėÅł┴”┐žųŲĄ─ĘĮĘ©Ż¼═©▀^Ū░Ž“═©Ą└░čį┌ę╗Č©Ą─ŠĒÅĮĪóÅł┴”ĮoČ©Ž┬ąĶꬥ─ļŖÖC▐DŠžėŗ╦Ń│÷üĒŻ¼į┘░č╦³▐DōQ│╔╠žČ©┤┼═©Ž┬Ą─ļŖ┴„ĮoČ©ųĄ▌ö│÷Ż¼═¼ĢrÖz£yÅł┴”ųĄŻ¼░čÅł┴”Ų½▓ŅĮøÅł┴”š{╣ØŲ„ėŗ╦Ń║¾į┘š█╦Ń│╔īŹļHŠĒÅĮŽ┬Ą─š{╣ØÅł┴”Šž╝ėĄĮŪ░├µĄ─┴”Šž╔ŽŻ¼ī”Åł┴”▀Mąąš{╣ØĪŻ▀@ĘN┐žųŲĘĮĘ©īŹļH╔Žę▓╩Ūų▒Įė┐žųŲļŖÖCĄ─┴”ŠžŻ¼═©▀^┐žųŲ┴”ŠžüĒīŹ¼Fī”Åł┴”Ą─┐žųŲĪŻė╔ė┌ė╔Ū░Ž“═©Ą└▌ö│÷Ą─▐DŠžųĄ╩ŪĮø▀^čaāöĄ─ĘĮĘ©ėŗ╦Ń│÷üĒĄ─▒╚▌^Š½┤_Ą─ųĄŻ¼╦³─▄ē“╗∙▒Š▒Ż│ųÅł┴”║ŃČ©ĪŻį┘╝ė╔Žų▒ĮėÅł┴”┐žųŲŁhĄ─š{╣Øū„ė├Ż¼ęį▀_ĄĮÅł┴”Ą─Š½┤_┐žųŲĪŻ
äėæBčaāöŻ║į┌īŹļH▀\ąąųą│Żėą╝ėĪó£p╦┘Ą─Ż¼╚ńå╬┐┐Åł┴”š{╣ØŲ„▀Mąąš{╣ØŻ¼┐╔─▄Ģ■ę“š{╣Ø▓╗╝░Ģrįņ│╔Åł┴”▓©äėŻ¼▀@Š═ę¬Ū¾į┌╝ė╦┘▀^│╠ųą×ķ┴╦▒Ż│ųÅł┴”▓╗ūāŻ¼ļŖ┤┼▐DŠžųąæ¬įōĖĮ╝ėžōĄ─äėæB▐DŠžęįčaāöąĶę¬Ę┼│÷Ą──▄┴┐Ż╗į┌£p╦┘ųąätæ¬ĖĮ╝ėš²Ą─äėæB▐DŠžęįčaāöŠĒ└@ÖCśŗæTąį╦∙╬³╩šĄ──▄┴┐ĪŻ
3 ┐žųŲŽĄĮyĮM│╔╝░╣”─▄īŹ¼F [2]
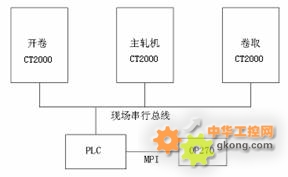
╬Õ┼_┼_▀_ūāŅlčbų├═©▀^▄ø╝■ĮMæBŻ¼ė╔╬„ķTūėS7-300PLC ▀Mąą╦┘Č╚įOČ©ĪóÅł┴”įOČ©Ż¼▀\ąą│╠ą“┐žųŲ╝░Ė„ĘN▀BµiĒśą“▓┘ū„Ą╚ĪŻ▌ö╚ļ║═ģóöĄą▐Ė─═©▀^ę╗┼_╬„ķTūėĄ─OP270▓┘ū„Ų┴üĒ═Ļ│╔ĪŻ╬Õ┼_ūāŅlš{╦┘čbų├▓╔ė├╣½╣▓ų▒┴„─ĖŠĆĄ─ĮėĘ©Ż¼═©▀^ā╚▓┐ļŖÜŌ▀BĮė║═▄ø╝■╩╣╬Õ┼_čbų├│╔×ķę╗éĆš¹¾wĪŻS7-300┼cūāŅlš{╦┘Ų„ĪóOP270▓┘ū„Ų┴ĮM│╔¼Fł÷┐éŠĆ┐žųŲŠWĮjŻ¼ģfūh▓╔ė├RS485Ż¼═Ļ│╔š¹éĆ▄łÖC▓┘ū„┐žųŲ,Ż¼┐žųŲŽĄĮyĮMæBłD╚ńłD2╦∙╩ŠĪŻ
łD2 Ė─įņ║¾Ą─▄łÖC┐žųŲŽĄĮy
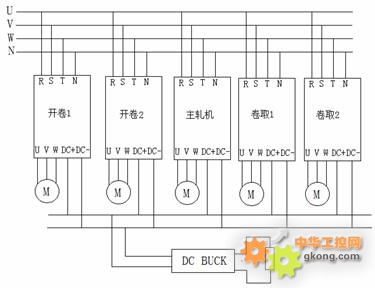
▒ŠŽĄĮyų„ę¬ėąęįŽ┬Äū▓┐ĘųŻ║
(1)▄łÖCĪóķ_ŠĒÖCĪóŠĒ╚ĪÖCĘųäeė╔╬Õ┼_Į╗┴„ļŖäėÖC═ŽäėŻ¼ė╔┼_▀_╣½╦Š╔·«aĄ─VFD-CT2000ŽĄ┴ąĖ▀ąį─▄╩Ė┴┐ą═ūāŅlŲ„▌ö│÷üĒ┐žųŲļŖÖCŻ╗
(2)×ķ▀_ĄĮ╦∙ęÄČ©Ą─Åł┴”ĘČć·Ż¼ķ_ŠĒÖC╝░ŠĒ╚ĪÖCĘųäeėąā╔┼_ļŖÖCĮM│╔Ż¼▀@ā╔┼_Ą─ūāŅlčbų├▓╔ė├╣½╣▓ų▒┴„─ĖŠĆĄ─ĘĮ╩Į═©▀^ā╚▓┐ļŖÜŌ▀BĮė║═▄ø╝■┼õ║Ž╩╣ā╔┼_čbų├│╔×ķę╗éĆ┐žųŲš¹¾wŻ¼═©▀^╦┘Č╚Ę┤üīŹ¼F▐DŠž┐žųŲŻ╗
(3)▄łÖCĄ─╦┘Č╚ĮoČ©Ż¼┤ńäė╦┘Č╚ĪóÅł┴”┤¾ąĪ┐╔ų▒Įėį┌▓┘ū„Ų┴▀Mąąš{╣ØŻ╗
(4)į┌╦┘Č╚ūāōQĄ─▀^│╠ųą┐╔ūįäė▀MąąæTąįčaāöŻ¼čaāö┴┐┐╔į┌▓┘ū„Ų┴╔Ž▀MąąįOų├Ż╗
(5)į┌▓┘ū„Ų┴╔ŽīŹĢr’@╩ŠŠĆ╦┘Č╚Ż¼ļŖÖCļŖ┴„Ż¼Åł┴”ųĄĪŻē║Ž┬ćŹ╬╗’@╩ŠŻ╗
(6)«öĦ▓─öÓ┴čŻ¼ėąŠ»ŌÅ╣żū„Ż¼ļŖÖCūįäė═Żų╣▀\ąąĪŻ
4 ╦∙▀xė├Ą─ūāŅlŲ„æ¬ė├įOų├╝░šf├„
4.1 ūāŅlŲ„Ą─ĮėŠĆĮYśŗłD
×ķīŹ¼F╔Ž╩÷╣”─▄Ż¼╦∙▀xė├Ą─╬ÕéĆé„äė³cūāŅlŲ„ĮėŠĆĮYśŗ╚ńłD3╦∙╩ŠĪŻ
łD3 ╬ÕéĆé„äė³cĄ─ļŖÜŌ▀BĮė╩ŠęŌłD
4.2 ūāŅlŲ„ų„ę¬ģóöĄįOų├ [3]
×ķīŹ¼F╔Ž╩÷Ą─┐žųŲ╣”─▄Ż¼ī”ūāŅlŲ„Ą─ų„ę¬ģóöĄįOų├╚ńŽ┬Ż¼ė╔ė┌Ų¬Ę∙Ž▐ųŲŻ¼▒Š┤╬ų╗┴ą│÷▓┐Ęųų„ꬥ─ģóöĄŻ¼╚ńĖĮ▒Ē╦∙╩ŠĪŻ
ĖĮ▒Ē ūāŅlŲ„ģóöĄ▒Ē
ģóöĄ├¹ĘQ
įOų├ę¬Ū¾
īŹļH▌ö│÷Ņl┬╩▒╚└²į÷굎ĄöĄ
60
┐žųŲ─Ż╩Į
2(▐DŠž┐žųŲ)
╦┘Č╚─Ż╩Į┐žųŲ▀xō±
3: FOCPG(Ėąæ¬ļŖÖC ┤┼ł÷ī¦Ž“Ž“┴┐┐žųŲ+ŠÄ┤aŲ„)
žō▌d▀xō±
1Ż║ųž▌d
Ņl┬╩ųĖ┴ŅüĒį┤įOČ©
1Ż║ė╔═©ėŹRS485 ▌ö╚ļ
▀\▐DųĖ┴ŅüĒį┤įOČ©
2Ż║═©ėŹRS-485
▀\▐DĘĮŽ“▀xō±
1Ż║Į¹ų╣Ę┤▐D
Ņl┬╩ųĖ┴ŅüĒį┤įOČ©
1Ż║ė╔═©ėŹRS485 ▌ö╚ļ
ūŅĖ▀▓┘ū„Ņl┬╩
65
Ą┌ę╗╝ė╦┘ĢrķgįOČ©
15
S ╝ė╦┘Ų╩╝ĢrķgįOČ©1
10
╝ė£p╦┘╝░S Ū·ŠĆĢrķgå╬╬╗
1Ż║å╬╬╗0.1 ├ļ
Šo╝▒╗“ÅŖųŲ═ŻÖCĄ─£p╦┘ĘĮ╩Į
1Ż║ę└ššĄ┌ę╗£p╦┘Ģrķg
ŠÄ┤aŲ„(Encoder) ĘNŅÉ▀xō±
1Ż║ABZ
ŠÄ┤aŲ„(Encoder)├┐▐D├}▓©öĄ
800
ŠÄ┤aŲ„(Encoder)▌ö╚ļą═╩ĮįOČ©
1Ż║A/B ŽÓ├}▓©┴ąA ŽÓ│¼Ū░B ŽÓ90 Č╚×ķš²▐D
5 Ė─įņ║¾▀\ąąą¦╣¹
Įø▀^Ė─įņ║¾Ż¼▄łÖCŽĄĮy┐╔ęį╚źĄ¶ę╗éĆ420±R┴”ļŖÖCŻ¼ę╗┼_240kWĄ─░lļŖÖCŻ¼╦─éĆ84kWĄ─░lļŖÖCŻ¼╣Ø─▄ą¦╣¹ĘŪ│Ż├„’@Ż¼ę╗─Ļ┐╔╣Ø╝sļŖ┘MīóĮ³Č■╩«╚fį¬ĪŻ▒Š╠ūŽĄĮyė┌2011─Ļ11į┬═Č╚ļ╩╣ė├Ż¼ĮøīŹļH“×ūCŻ¼Ųõ┐žųŲĘĮĘ©║åå╬Īó¾wĘeąĪĪóŠ½Č╚Ė▀Ż¼Ė„ĒŚąį─▄ųĖś╦Š∙▀_ĄĮ╗“ā×ė┌ė├æ¶Ą─ę¬Ū¾Ż¼╩Ūę╗éĆųĄĄ├═ŲÅVĄ─└ŽŽĄĮyĖ─įņĘĮĘ©ĪŻ
ū„š▀║åĮķ
ĻÉŠ░╬─ ─ąŻ¼Ļā╬„┐Ų╝╝┤¾īWĖ▒Į╠╩┌Ż¼Ļā╬„┐Ų▀_ļŖÜŌėąŽ▐╣½╦Š┐é╣ż│╠ĤŻ¼ų„ę¬čąŠ┐ĘĮŽ“×ķļŖ┴”ļŖūė┼c▀\äė┐žųŲĪŻ
ģó┐╝╬─½I
[1] ĻÉ▓«Ģr.ļŖ┴”═Žäėūįäė┐žųŲŽĄĮy[M].▒▒Š®Ż║ÖCąĄ╣żśI│÷░µ╔ńŻ¼2010.
[2] ┴╬│Ż│§ .S7-300/400 PLCæ¬ė├╝╝ąg [M].▒▒Š®Ż║ÖCąĄ╣żśI│÷░µ╔ńŻ¼2012.
[3] ųą▀_ļŖ═©╣╔Ę▌ėąŽ▐╣½╦Š.┼_▀_CT2000ūāŅlŲ„╩╣ė├╩ųāį[Z].2010.

 ų„šŠų®ųļ│ž─Ż░ÕŻ║
╣·▓·Š½ŲĘ99Š├Š├├ŌĘč|
čŪų▐ę╗Ū°į┌Ž▀│╔╚╦av|
99Š├Š├╬▐┬ļ╦Į╚╦═°šŠ|
avŲ¼į┌Ž▀╣█┐┤ė└Š├├ŌĘč|
čŪų▐│╔╚╦ę╗Ū°Č■Ū°av|
ųą╣·čŪų▌┼«╚╦69─┌╔õ╔┘ĖŠ|
Š├Š├ę╣╔½Š½ŲĘ╣·▓·┼Ę├└┬ę╝½ŲĘ
|
╣·▓·╚²╝ČŠ½ŲĘ╚²╝Č|
╣·▓·Š½ŲĘčŪų▐Č■Ū°į┌Ž▀┐┤|
┬ķČ╣Š½ŲĘį┌Ž▀|
čŪų▐Š½ŲĘ╚š▒ŠŠ├Š├ę╗Ū°Č■Ū°╚²Ū°
|
Š├Š├Š½ŲĘ╣·▓·ę╗Ū°Č■Ū°╚²Ū°▓╗┐©
|
čŪų▐Š½ŲĘ╚š║½ųą╬─ūų─╗|
╚š▒ŠĖŻ└¹ę╗Ū°Č■Ū°Š½ŲĘ|
┴Ē└Ó ū©Ū° ┼Ę├└ ųŲĘ■╦┐═Ó|
67194╩ņĖŠį┌Ž▀ų▒ĮėĮ°╚ļ|
╣·▓·Š½ŲĘę╗Ū°Č■Ū°Š├Š├╔“ķį|
čŪų▐ė└Š├Š½ŲĘ╚š║½│╔╚╦av|
┤¾ę┴ŽŃĮČŠ½ŲĘę╗Ū°Č■Ū°|
╣·▓·│╔╚╦Š½ŲĘčŪų▐╬ńę╣|
Ė„ųų╔┘ĖŠwbb╚÷─“|
╣·═ĄŠ½ŲĘ╬▐┬ļŠ├Š├Š├Š├├█╠ę╚Ē╝■|
ūŅĮ³ųą╬─ūų─╗╣·▓·Š½ŲĘ|
ĖŻ└¹ą┤šµ╩ėŲĄę╗Ū°Č■Ū°|
čŪų▐Š½ŲĘ╩ėŲĄę╗Č■╚²╦─Ū°|
ęŌ┤¾└¹xxxxąįhd╝½ŲĘ|
čŪų▐╩ņĖŠę╗Ū°Č■Ū°╚²Ė÷Ū°|
│╔╚╦Š├Š├18├ŌĘč═°šŠ╚ļ┐┌|
Š├Š├Š½ŲĘ╣·▓·Š½ŲĘčŪų▐ū█║Ž|
╣·▓·│╔╚╦╬▐┬ļAVŲ¼į┌Ž▀╣█┐┤▓╗┐©|
čŪų▐┼Ę├└╚š║½ū█║ŽŠ├Š├|
ū©Ė╔└ŽĘ╩╩ņ┼«╩ėŲĄ═°šŠ|
čŪų▐ę╗┐©2┐©3┐©4┐© Š½ŲĘ|
╚š▒Š╬ńę╣Š½ŲĘę╗Ū°Č■Ū°╚²Ū°Ąńė░|
▓▌▌«╩ėŲĄ│╔╚╦|
Š├▓▌╚╚┤¾├└┼«╗Ų╔½Ų¼├ŌĘč┐┤|
├ŌĘč╬▐┬ļĖ▀H╩ėŲĄį┌Ž▀╣█┐┤|
Š├Š├║▌║▌ę╗▒ŠŠ½ŲĘū█║Ž═°|
čŪų▐╣·▓·Š½ŲĘĖ▀ŪÕŠ├Š├Š├|
Š½ŲĘ╣·▓·čŪų▐Ū°Š├Š├┬Č┴│|
╔½Č■av╩ų╗·░µį┌Ž▀|
ų„šŠų®ųļ│ž─Ż░ÕŻ║
╣·▓·Š½ŲĘ99Š├Š├├ŌĘč|
čŪų▐ę╗Ū°į┌Ž▀│╔╚╦av|
99Š├Š├╬▐┬ļ╦Į╚╦═°šŠ|
avŲ¼į┌Ž▀╣█┐┤ė└Š├├ŌĘč|
čŪų▐│╔╚╦ę╗Ū°Č■Ū°av|
ųą╣·čŪų▌┼«╚╦69─┌╔õ╔┘ĖŠ|
Š├Š├ę╣╔½Š½ŲĘ╣·▓·┼Ę├└┬ę╝½ŲĘ
|
╣·▓·╚²╝ČŠ½ŲĘ╚²╝Č|
╣·▓·Š½ŲĘčŪų▐Č■Ū°į┌Ž▀┐┤|
┬ķČ╣Š½ŲĘį┌Ž▀|
čŪų▐Š½ŲĘ╚š▒ŠŠ├Š├ę╗Ū°Č■Ū°╚²Ū°
|
Š├Š├Š½ŲĘ╣·▓·ę╗Ū°Č■Ū°╚²Ū°▓╗┐©
|
čŪų▐Š½ŲĘ╚š║½ųą╬─ūų─╗|
╚š▒ŠĖŻ└¹ę╗Ū°Č■Ū°Š½ŲĘ|
┴Ē└Ó ū©Ū° ┼Ę├└ ųŲĘ■╦┐═Ó|
67194╩ņĖŠį┌Ž▀ų▒ĮėĮ°╚ļ|
╣·▓·Š½ŲĘę╗Ū°Č■Ū°Š├Š├╔“ķį|
čŪų▐ė└Š├Š½ŲĘ╚š║½│╔╚╦av|
┤¾ę┴ŽŃĮČŠ½ŲĘę╗Ū°Č■Ū°|
╣·▓·│╔╚╦Š½ŲĘčŪų▐╬ńę╣|
Ė„ųų╔┘ĖŠwbb╚÷─“|
╣·═ĄŠ½ŲĘ╬▐┬ļŠ├Š├Š├Š├├█╠ę╚Ē╝■|
ūŅĮ³ųą╬─ūų─╗╣·▓·Š½ŲĘ|
ĖŻ└¹ą┤šµ╩ėŲĄę╗Ū°Č■Ū°|
čŪų▐Š½ŲĘ╩ėŲĄę╗Č■╚²╦─Ū°|
ęŌ┤¾└¹xxxxąįhd╝½ŲĘ|
čŪų▐╩ņĖŠę╗Ū°Č■Ū°╚²Ė÷Ū°|
│╔╚╦Š├Š├18├ŌĘč═°šŠ╚ļ┐┌|
Š├Š├Š½ŲĘ╣·▓·Š½ŲĘčŪų▐ū█║Ž|
╣·▓·│╔╚╦╬▐┬ļAVŲ¼į┌Ž▀╣█┐┤▓╗┐©|
čŪų▐┼Ę├└╚š║½ū█║ŽŠ├Š├|
ū©Ė╔└ŽĘ╩╩ņ┼«╩ėŲĄ═°šŠ|
čŪų▐ę╗┐©2┐©3┐©4┐© Š½ŲĘ|
╚š▒Š╬ńę╣Š½ŲĘę╗Ū°Č■Ū°╚²Ū°Ąńė░|
▓▌▌«╩ėŲĄ│╔╚╦|
Š├▓▌╚╚┤¾├└┼«╗Ų╔½Ų¼├ŌĘč┐┤|
├ŌĘč╬▐┬ļĖ▀H╩ėŲĄį┌Ž▀╣█┐┤|
Š├Š├║▌║▌ę╗▒ŠŠ½ŲĘū█║Ž═°|
čŪų▐╣·▓·Š½ŲĘĖ▀ŪÕŠ├Š├Š├|
Š½ŲĘ╣·▓·čŪų▐Ū°Š├Š├┬Č┴│|
╔½Č■av╩ų╗·░µį┌Ž▀|