|
1����
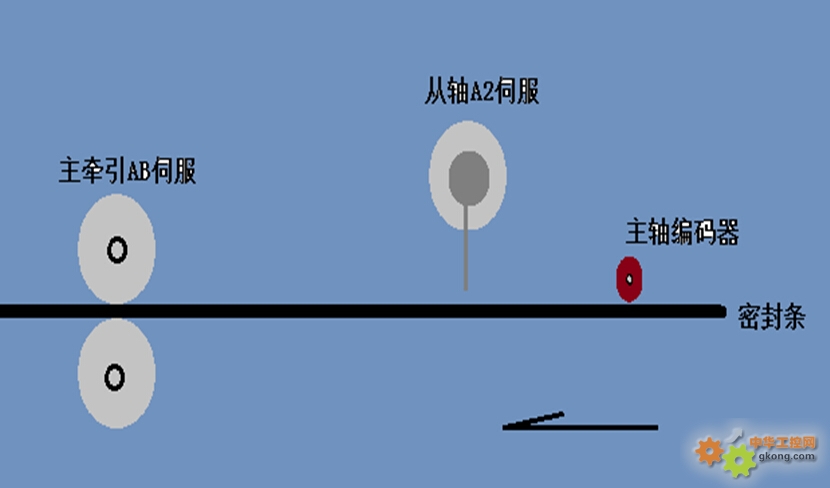
��܇�ܷ�l����܇����Ҫ�㲿��֮һ���V������܇�T�����Ȳ�λ�����и��������m�����Bˮ�͜p��Ĺ��ܣ����ֺ;S�o(h��)܇��(n��i)С�h(hu��n)�����Ķ�������܇��(n��i)�ˆT���C(j��)��b�ú�����Ʒ����Ҫ���o(h��)���á��S����܇���I(y��)�İl(f��)չ���ܷ�l�����^���h(hu��n)�������m���ܵ���Ҫ�������F(xi��n)����܇�ܷ�l���a(ch��n)�������һ���h(hu��n)��(ji��)���Ƕ��͡��и��ף�
���y(t��ng)�ķ�ʽ���г��_�P(gu��n)����(j��)Ҫ���L�ȿ��ƺ��M(j��n)���Ԅ��и���ӕr���£�������ˮ���a(ch��n)���и�C(j��)�Զ��L�_�P(gu��n)��̖��ָ�����и�ȫ�^�̣����ܷ�l�и��ꮅ�����b����יC(j��)���քӴ�ף��@�N��ʽ��(d��o)�����a(ch��n)Ч�ʵ��£��Ԅӻ��̶Ȳ��ߡ�
��ϵ�y(t��ng)�����_�_(d��)20PMϵ��PLC���ƣ���יC(j��)���b���ܷ�l���a(ch��n)����ĩ�ˣ���ס��и������ɣ�20PM�ă�(n��i)��݆���ܱ��C�˴���^�����c�L(f��ng)�@�c�ܷ�l����ͬ����A2�ŷ��Ŀ���푑�(y��ng)�������ϵ�y(t��ng)�\�е��ٶȼ����ܡ����������U���˙z�y�����S����Ԅӿ��ơ�
2����ϵ�y(t��ng)�O(sh��)Ӌ
��܇�ܷ�l���ھ��@��һֱ���ܷ�l���a(ch��n)�^���І��}�^��ĭh(hu��n)��(ji��)��Ŀǰ����(n��i)�⑪(y��ng)���^��ķ�����ͣ�D���@�ף�ƫ�Ĕ[݆�@�����S݆�C(j��)��(g��u)�@�ף��@Щ�����������c�����Ƕ���һЩ��ͬ��ȱ�c��
(1)�@���g����O(sh��)����Ҫ�����ֹ��{(di��o)��(ji��)���߸��Q�C(j��)е�������dz������㡣
(2)���ڲ��������S�͙C(j��)е݆�șC(j��)��(g��u)���O(sh��)����\��ĥ�p�����ɿ��Բ����������^���^�
���˱����������}�ij��F(xi��n)����ϵ�y(t��ng)�����˸��S�ܷ�l���a(ch��n)���ھ���ķ���������יC(j��)�ĕr��?q��)��r���S���a(ch��n)�����ٶȲ����F(xi��n)���O(sh��)�����L��ס���ϵ�y(t��ng)ʹ��һ���������x�a�����b���ܷ�l���a(ch��n)����ĩ�ˣ��Á��ɼ��ܷ�l�ľ��ٶȺ�Ӌ������L�ȣ�ͬ�rPLC�����a���Ĕ�(sh��)��(j��)�{(di��o)���(n��i)����݆�����У����Ə��S������S����ھ�����ܡ�ϵ�y(t��ng)���ƈD���¡�
ϵ�y(t��ng)Ӳ���O(sh��)Ӌ��
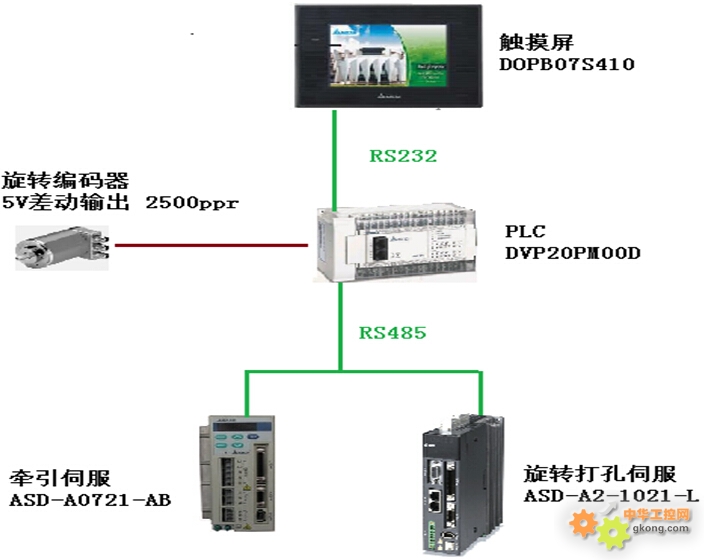
�|�������_�_(d��)DOPB07S410��
PLC���_�_(d��)DVP20PM00D��
�����ŷ����_�_(d��)ASDA0721-AB��
����ŷ����_�_(d��)ASDA21021-L��
���D(zhu��n)���a����5V �����̖ 2500ppr��
�_�_(d��)20PMϵ��PLC��(n��i)�����݆�����Á�����C(j��)е݆�������ڙC(j��)е݆���䃞(y��u)������PLC��݆�������ܷ�(w��n)���������S�r��݆�����M(j��n)���ھ�������Ҳ���Զ���݆�����քe�{(di��o)�ã�������O(sh��)�������y�ȡ�
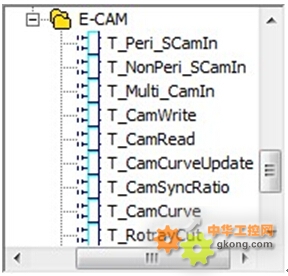
�_�_(d��)DVP-20PM00D��һ������\�ӿ��ƌ��ù��ܵĿɾ��̿�������20PM����2·500KHz��ݔ���cݔ���������݆�����ж��xX�S����S�����a��ݔ���S�����S����(d��ng)���x��CAM Table���S����(j��)���x���������S���S�\�ӡ����ê���CPU̎���\�ӿ����㷨�����Ժܺõ،��F(xi��n)���N�\��܉�E���ơ�߉�������ƣ�ֱ��/�A�����a(b��)���Ƶȣ���ϵ�y(t��ng)����������20PM�\�ӿ����������݆���ܺܺõĽ�Q�ˏ�(f��)�s�߾����ھ���Ć��}��
A2�ŷ����_�_(d��)��˾�Ƴ������߾��ȾW(w��ng)�j(lu��)�ͽ����ŷ��(q��)�������nj��F(xi��n)���ٸ߾����Ԅӻ����Ƶ����x�ŷ������c���£�
(1)�߷ֱ��ʾ��a��Ҏ(gu��)���ṩ20bit�����;��a����������Ҫ����(x��)��λ���ƵęC(j��)е�O(sh��)��������⣬A2�ŷ�Ҳ����֧�ֽ^���;��a�����M��͑��C(j��)�_��늕r��ӛ���F(xi��n)��λ�ã���λ�ÿ������ṩ���V����ʹ�È��ϡ�
(2)�W(w��ng)�j(lu��)�Ϳ��Ƽܘ�(g��u)��ᘌ�Ŀǰȫ�ؽ猦�ڸ��پW(w��ng)�j(lu��)�Ŀ�������ASDA-A2�����܉��ṩ��(bi��o)��(zh��n)Modbus��ͨӍҎ(gu��)��߀֧��CANopen(1M bps)�������_(d��)�����S��(li��n)���ٿ��ơ�
(3)��(qi��ng)��ă�(n��i)��λ��ģʽ��A2������(bi��o)��(zh��n)ASDA-Aϵ�еă�(n��i)��λ��ģʽ���ܣ��ṩλ�ÿ��ƾ�������(n��i)��λ�þ�������ԭ��8�c���ӵ�64�c����(sh��)��ݔ���c��(sh��)(DI)���ӵ�14�c��λ�ÿ��Ʒ�ʽ�ɺ����c���c�Ƅ�ģʽ���x���������Ʌ���(sh��)�O(sh��)���ڃ��c�g�M(j��n)���ٶ�׃�Q��������ͬλ���c�����S�O(sh��)�������M���˿͑����ŷ��(q��)�����Ĺ�������
�ڱ�ϵ�y(t��ng)�У�20PM�ṩһ��RS232ͨӍ���c��λ�|�����M(j��n)��ͨӍ�������ˆT���Կ�ݵ،�ϵ�y(t��ng)�\�Ѕ���(sh��)�M(j��n)�в�ԃ��������ͬ�r20PM����һ��RS485ͨӍ���B�Ӡ����ŷ��ʹ���ŷ���20PMͨ�^������Modbusָ����蔵(sh��)��(j��)���r�ذl(f��)�������_�ŷ��(q��)������
�����ھ�����ǵ��͵����݆�đ�(y��ng)�ã�Ҫ����ͬ���^(q��)Ą��S�ľ��ٶ�һ��Ҫ�������S�S�ľ��ٶȣ��@�Ӳ��܉��C������Ŀײ������F(xi��n)׃�Ρ��_�ѻ��ܴ��Ȇ��}����̎����PM��(n��i)�������݆������ɴ˹�ˇ�Č��F(xi��n)��ͨ�^���S���a�����������Դ���Ə��SA2�ŷ�����ϵ�y(t��ng)���ӕr�����SA2�ŷ��_ʼ���ҹ̶�ԭ�c�����ʼλ�ã��ꮅ�ӏĄ��S�����݆��ͨ�^�|��������Ŀ�ȅ���(sh��)�M(j��n)���O(sh��)�á�

ϵ�y(t��ng)ܛ���O(sh��)Ӌ��
(1)20PM�����O(sh��)��
ʹ���_�_(d��)PM��ܛ��PMSoft 2.08����O100�����Ќ�PM��ݔ��ݔ������(sh��)�M(j��n)���O(sh��)������D4��ʾ��
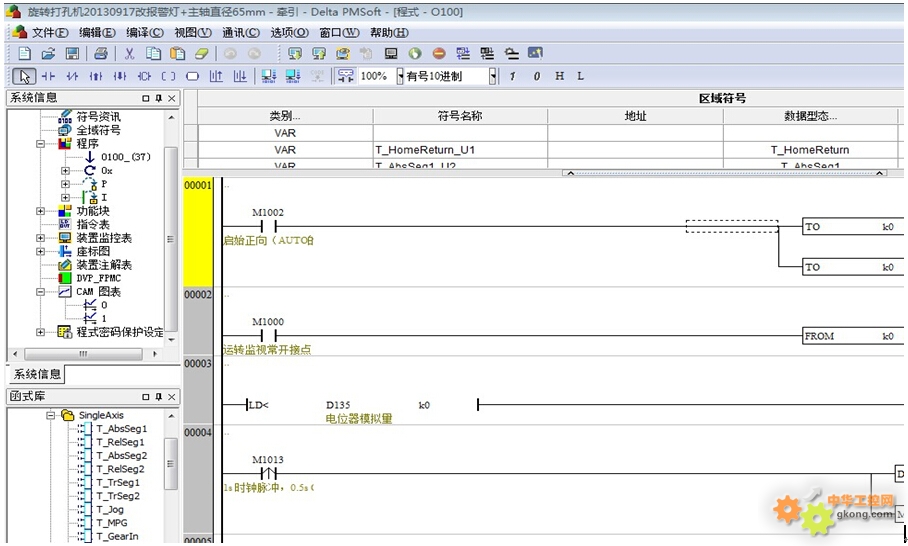
�D4
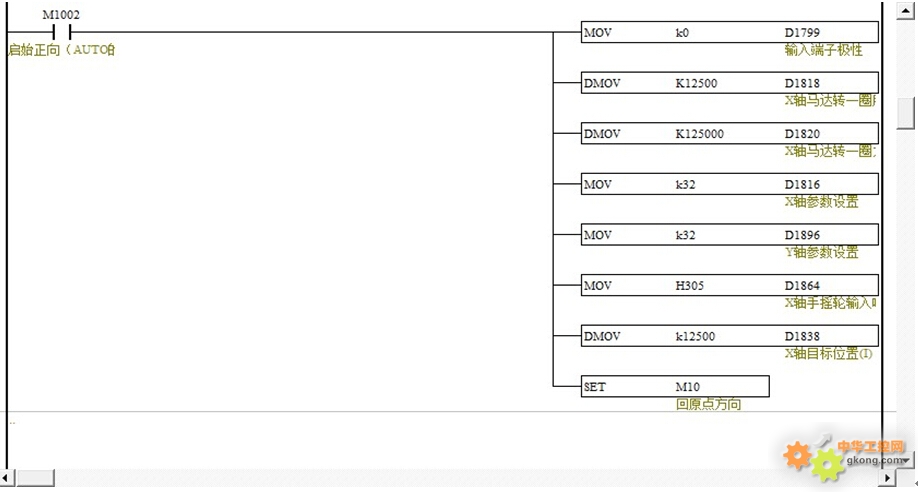
������Ҫ�Ȅ�(chu��ng)���ɂ�������300�c��Cam������
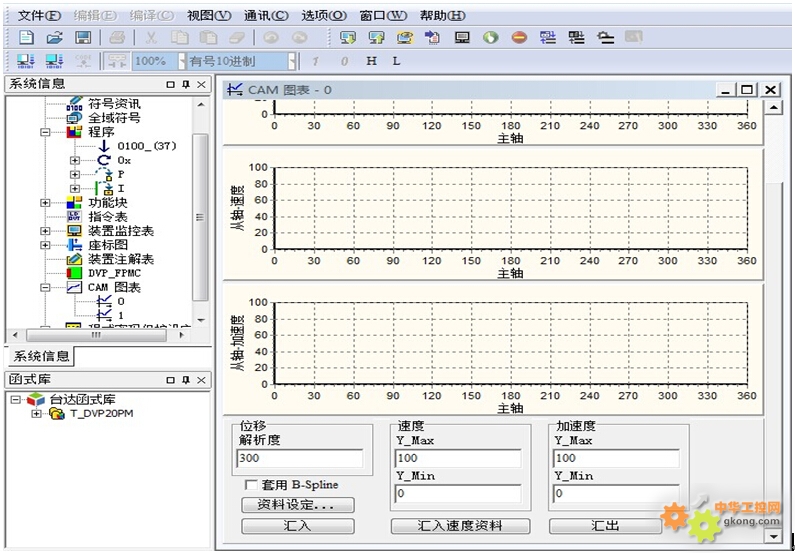
Ȼ��ͨ�^20PM�ă�(n��i)�ù��܉K�O(sh��)�����O(sh��)�����S��Դ�����S����(sh��)������L�ȵȅ���(sh��)���˅���(sh��)�������|�������M(j��n)���ġ�
20PM�ă�(n��i)�ù��܉K��PLC�����ˆT�ṩ�˘O��ķ��㣬�҂�����ֱ���{(di��o)�ã����˂��y(t��ng)��ʹ��ָ��ķ�ʽ���������{(di��o)ԇ�ď�(f��)�s�̶ȡ�

�|���������O(sh��)Ӌ��
��ϵ�y(t��ng)���õĞ��_�_(d��)Bϵ���|��������(y��u)�������ܱ��C���|�����cPLC�Ĕ�(sh��)��(j��)���Q��

����ϵ�y(t��ng)Ҫ���O(sh��)���|������ͨӍ�˿ڵĸ�������(sh��)��
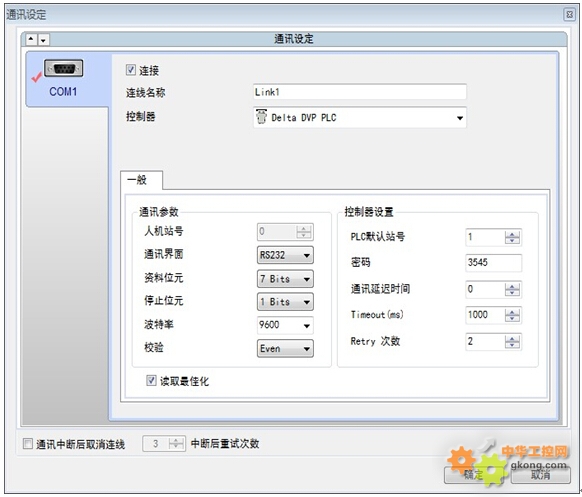
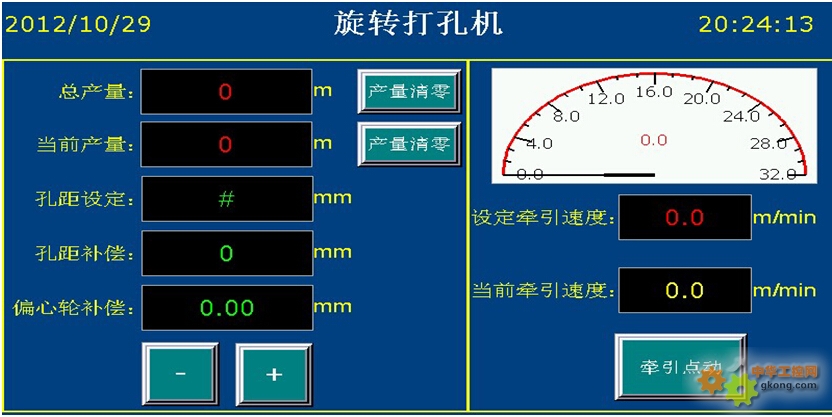
��ׅ���(sh��)�O(sh��)������D�D��ʾ��HMI�Ͽ��Բ�ԃ����(d��ng)ǰ�a(ch��n)������Ӌ�a(ch��n)����ͬ�r�����O(sh��)����࣬ͬ�r���༰���S�a(b��)���O(sh��)�����������ڙC(j��)е�����b����ɵ��`�
���S�ŷ�����ϵ�y(t��ng)�O(sh��)����
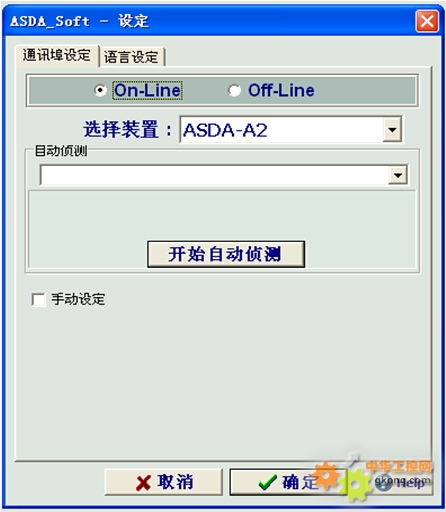
(1)ܛ���汾ASDA_Soft V4.00����һ��ʹ��USB�B�Ӿ���Ӌ��C(j��)�c�ŷ����������B���M(j��n)��ͨӍ�O(sh��)�����x��On-Line�����O(sh��)��ʹ�õ�A2ϵ���ŷ����ɜy�ꮅ��_���M(j��n)��ϵ�y(t��ng)��
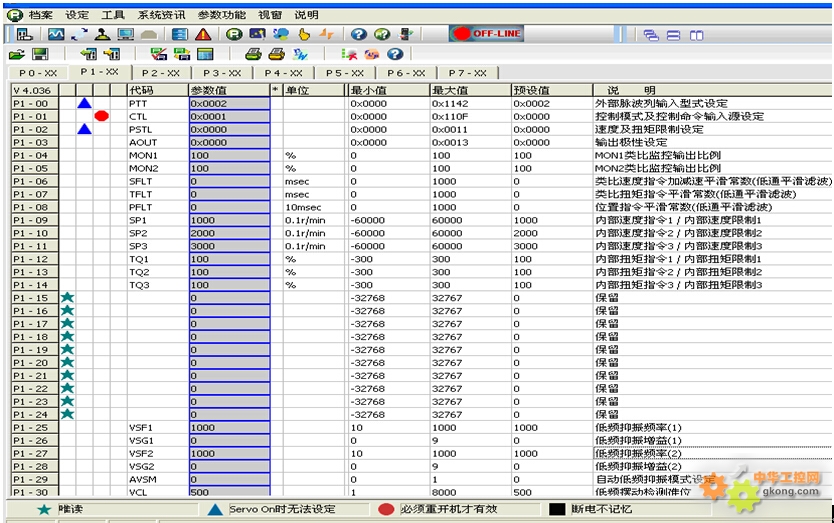
(2)�ŷ�����ģʽ��Ptģʽ����Ҫ�څ���(sh��)�������O(sh��)���ŷ��Ĺ���ģʽ������X݆�ȵȅ���(sh��)��
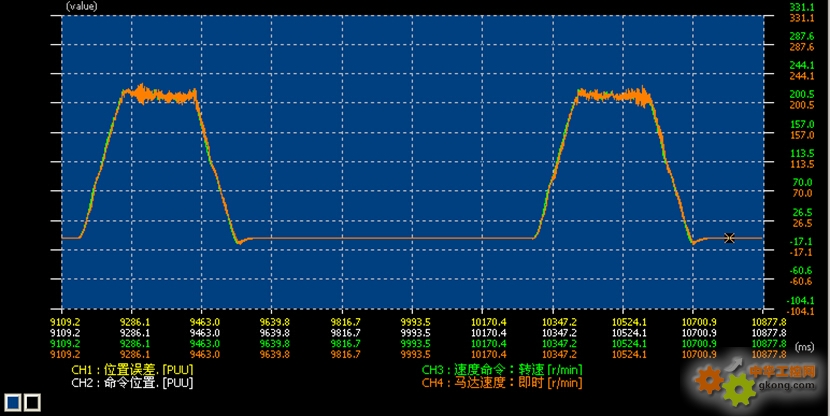
(3)�\�бO(ji��n)��
ͨ�^PCܛ���O(ji��n)���R�_(d��)���ٶȾ������Կ����Ą��S�c�����S���S���Էdz��ĺã��؏�(f��)��λ�����_(d��)��±0.5mm��
3���Y(ji��)
��(j��ng)�^���ԇ���C����ϵ�y(t��ng)����؏�(f��)�����_(d��)��±0.5mm���O(sh��)��S�o(h��)���㣬�����Ñ��Ěgӭ���ѽ�(j��ng)��ȫȡ���ˬF(xi��n)�ڿ͑�ʹ�õ��ք��x������O(sh��)�䡣
ʹ�����݆ȡ�����y(t��ng)�ęC(j��)е݆�O(sh��)Ӌ����܇�ܷ�l�ھ����D(zhu��n)���ϵ�y(t��ng)�{�胞(y��u)�������ܡ�����IJ�������(ji��)ʡ������������ͬ�r����������a(ch��n)Ч�ʣ�����20PM��A2�ŷ��Ŀɿ��Ըߣ�ϵ�y(t��ng)���ܷ�(w��n)������λ�����^�ߣ�����ϵ�y(t��ng)���ܡ����㡢��ݣ����ܿ͑��ĺ��u��
|

 ��վ֩���ģ�壺
������Ʒ����Ұ��|
ŷ����Ƶר��һ�����߹ۿ�|
��������С��Ƶһ������|
�ٸ�������cҹҹˬˬav|
�þ��о�Ʒ������Ļ���|
����������ڵ�������Ƶ���߹ۿ�|
�����պ�ŷ����Ʒһ����������|
����һ������������Ʒ��|
AëƬ������ѹۿ���վ|
����һ��avһ����������|
��Ʒ��ҹ��������Ƶһ��|
С12����ϴ��������Ƶ��վ|
������Ů��Ƶһ����������|
��Ʒ������ҹ��������Ƭ|
�ݺ���ҹҹ������ˬ��������|
�պ���������ӰԺ|
��������þ�������Ļר��|
������Ʒ��ҹ������ѿ�|
���ھ�Ʒ��Ѿþþþõ�ӰԺ97
|
�þù�����������|
����һ����������AV��������ۿ�|
����һ��������Ƶ����|
98��Ʒȫ����ѹۿ���Ƶ|
2020����ŷ��Ʒ��վ|
99�þ�99����ֻ����ѷѾ�Ʒ|
�þþ�Ʒ�þõ�Ӱ�������Ƭ|
���� �ձ� ŷ�� ŷ�� ��Ƶ|
������Ʒ����һ������������Ӱ|
������Ʒ����ŷ��һ��|
�Ļ�������Ѹ�����Ƶ|
�þþ�Ʒav����һ������|
�ݺ���������������Ļ����|
�츾��С����¶����|
������һ������av|
����һ������������Ʒ���|
����������Ʒ�����þ�|
�������A��ëƬ����Ƭ2022
|
�������ޱ��������ҽ���|
�ٸ��ִ�������ٺ���Ƶ
|
����ɫ���¸���AV��վ|
�þù����ۺ�ɫ��ѹۿ�|
��վ֩���ģ�壺
������Ʒ����Ұ��|
ŷ����Ƶר��һ�����߹ۿ�|
��������С��Ƶһ������|
�ٸ�������cҹҹˬˬav|
�þ��о�Ʒ������Ļ���|
����������ڵ�������Ƶ���߹ۿ�|
�����պ�ŷ����Ʒһ����������|
����һ������������Ʒ��|
AëƬ������ѹۿ���վ|
����һ��avһ����������|
��Ʒ��ҹ��������Ƶһ��|
С12����ϴ��������Ƶ��վ|
������Ů��Ƶһ����������|
��Ʒ������ҹ��������Ƭ|
�ݺ���ҹҹ������ˬ��������|
�պ���������ӰԺ|
��������þ�������Ļר��|
������Ʒ��ҹ������ѿ�|
���ھ�Ʒ��Ѿþþþõ�ӰԺ97
|
�þù�����������|
����һ����������AV��������ۿ�|
����һ��������Ƶ����|
98��Ʒȫ����ѹۿ���Ƶ|
2020����ŷ��Ʒ��վ|
99�þ�99����ֻ����ѷѾ�Ʒ|
�þþ�Ʒ�þõ�Ӱ�������Ƭ|
���� �ձ� ŷ�� ŷ�� ��Ƶ|
������Ʒ����һ������������Ӱ|
������Ʒ����ŷ��һ��|
�Ļ�������Ѹ�����Ƶ|
�þþ�Ʒav����һ������|
�ݺ���������������Ļ����|
�츾��С����¶����|
������һ������av|
����һ������������Ʒ���|
����������Ʒ�����þ�|
�������A��ëƬ����Ƭ2022
|
�������ޱ��������ҽ���|
�ٸ��ִ�������ٺ���Ƶ
|
����ɫ���¸���AV��վ|
�þù����ۺ�ɫ��ѹۿ�|